.11
с вторыми входами вторых разностных элементов соответствующих звеньев технологической цепи, при этом выходы вычислителя соединены с входами генератора опорнь1х сигналов.
2.Система управления по п. 1, отличающая ся тем, что первый регулятор содержит сумматоры по числу исполнительных элементов звена технологической цепи, первые, вторые, третьи, четвертые и пятые блоки умножения на постоянный коэсИициент, первые и вторые пороговые элементы и квадраторы, причем первые входы сумматоров через последовательно соединенные первые блоки умножения на постоянный коэффициент и пороговые элементы подключены к первой группе входов регулятора, вторая группа входов которого через последовательно соединенные пороговые элементы и блоки умножения
на постоянный коэф(} 1циент соединена с второй группой входов сумматора, а через последовательно соединенные вторые пороговые элементы, квадраторы и третьи блоки умножения на постоянШ)1й коэффициент - с третьей группой входов сумматоров, третья группа входов регулятора через четвертые блоки умножения на постоянный коэф(}ициент соединена с четвертой группой входов сумматоров, а четвертая группа входов регулятора через пятые блоки умножения на постоянньй коэффициент соединена с пятЫ4 группой входов сумматоров, выходы которых соединены с выходами регулятора.
3,Система управления по п, I и2, отличающая ся тем, что второй регулятор содержит сумматор, квадраторы, первые и вторые блоки умножения на постоянный коэффициент , пороговые элементы и блок ключей, причем информационные входа регулятора соедияешл с информаци оншьш входами блока ключей, к управляющим входам которого подключены управляющие входы регулятора, выходы блока ключей через последовательно соединенные пороговые элементы, первые блоки.умножения на постоянный коэффициент, сумматор, а также через последовательно соединенные пороговые элементы, квадраторы, вторые блоки умножения на постоянный коэффициент и сумматор соединены с выходами регулятора.
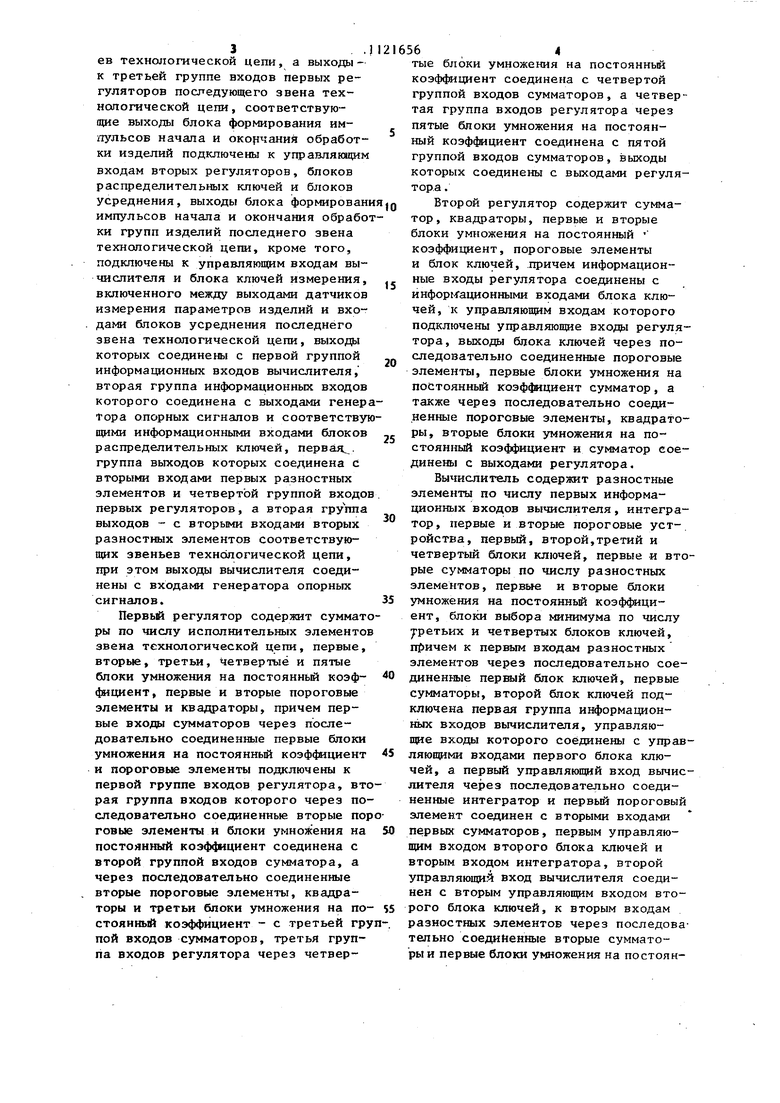
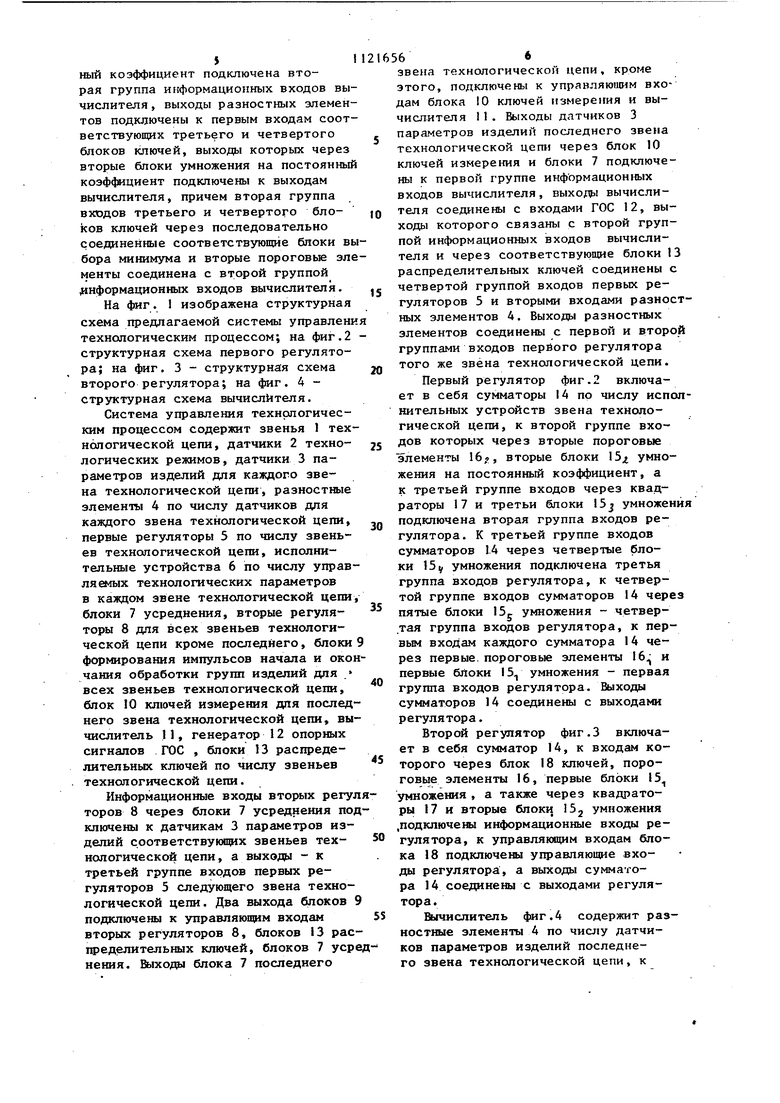
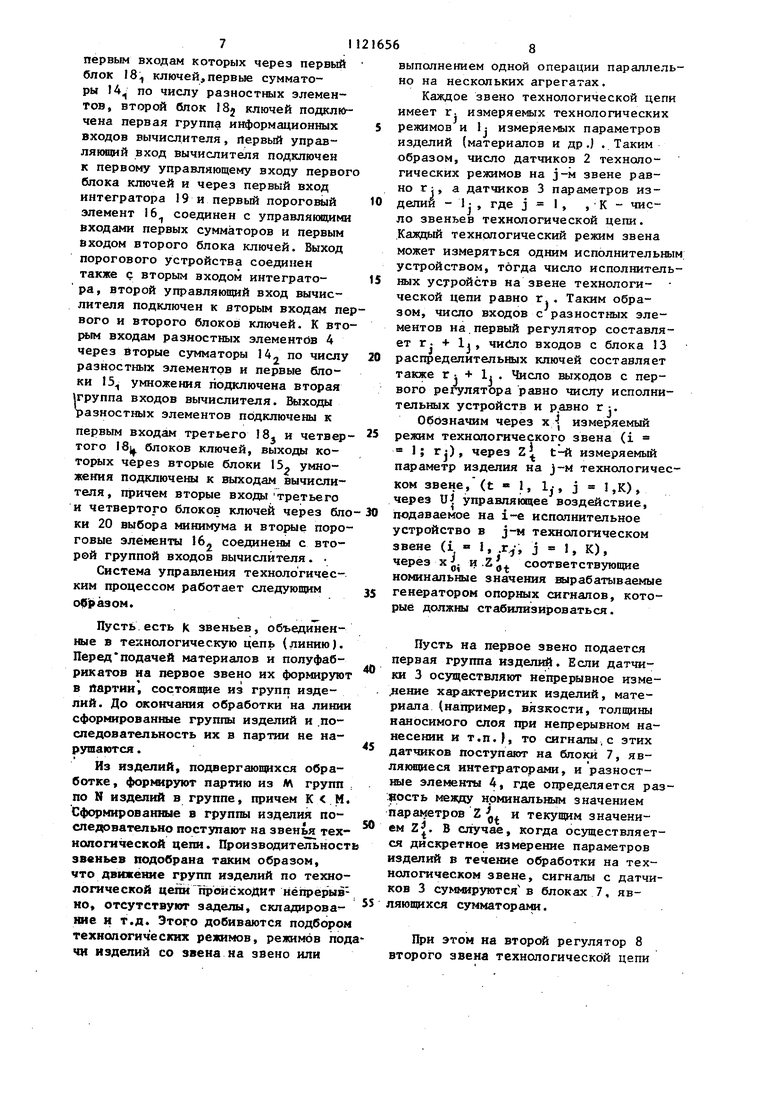
4. Система управления по пп. 1-3 отличающаяся тем, что вычислитель содержит разностные элементы по числу первых информационных входов вычислителя, интегратор, первые и вторые пороговые ycTpcrficTBa, первый, второй, третий и четвертый блоки ключей, первые и вторые сумматоры по числу разностных элементов, первые и вторые блоки умножения на постоянный коэффициент, блоки янимума по числу третьих и четвертых блоков ключей, причем к первым входам разностных элементов через последовательно соединенные перв| й блок ключей, первые сугшаторы, второй блок ключей подключена первая группа информацион}&1Х входов клчислителя, управляющие входы которого соединены с управляЕощими входами первого блока ключей, а первый управляющих вход вычислителя через последовательно соединенные интегратор и первый пороговый элемент соединен с вторюш вxoдa 0{ первых суьв аторов первым управляющим входом второго блока ключей и вторым входом интегратора, второй управляю1Щ1й вход вычислителя соединен с вторым управляющим входом второго блока ключей, к вторым входам разностных элементов через последовательно соединенные вторые сумматоры и первые блоки умножения на постоянный коэффициент подключена вторая группа информационных входов вычислителя, выходы разностных элементов подключены к первым входам соответствующих третьего и четвертого блоков ключей , выходы которых через вторые блоки умножения на постоянный коэффициент подключены к выходам илчислителя, причем вторая группа входов третьего и четвертого блоков ключей через последовательио соединенные соответствукицие блоки K i6opa мини,мума и вторые порогошле элементы соединена с второй группой информационных входов рячислителя. Изобретение относится к области управления и регулирования и может быть использовано в приборостроении и машиностроении при последовательной обработке изделий. Известна система управления техн логическим процессом изготовления пассивной части тонкопленочных гибридных интегральных микросхем, включающая четыре последовательных звена технологической цепи (приготовление резистивной пасты, нанесение, вжигание и доводка резистивного слоя), датчики технологических режимов (дисперсности, электропрово нести, вязкости резистивной пасты, температуры и времени вжигания), датчики параметров изделий (сопротивления резистивных элементов и ТКС), разностшае элементы, регулятор и исполнительные устройства для двух звеньев технолотической цепи. Входы датчиков технологически режимов и параметров изделий соединены со звенья технологической цепи, шходы датчиков через разност ные элементы и регулятор соединены с исполнительны1 ш устройстваъш двух звеньев техиолотческой цепи l. Однако указанная система не охватывает управлением все звенья технологической цепи, что уменьшает возможности утфавления, управляющие воздействия только устанавливают те нологические режим 1, не изменяя их течение обработки на технологическом звене, не учитывается возможность ксфрекции характеристик изделий на последукШ1Х звеньях технологической цепи с учетом результатов функционирования предадущих. Указанные недостатки систе1 о 1 управления приводят к значительному расходу исходных материалов и сравнительно низкому проценту выхода годных изделий. Наиболее близкой к предлагаемой является система, содержащая датчики технологических параметров сумматоры по числу звеньев технологической цепи и регулятор, в которую с целью расширения области применения введены блок умножения по числу датчиков технологических параметров и блок минимизации , входы которого подключены к галхрдам сумматоров, а выход - к вхо регулятора, входы блоков умножения соединены с выходами датчиков технологических параметров, а выходы с входами соответствующих сумматоров 12. Однако указанная система управления имеет невысокие возможности управления, выражающиеся в невозможности воздействовать на все звенья технологической цепи, изменять режиьы в ходе обработки изделий на технологическом звене, при этом ке читывается возможность коррекции параметров изделий на последующих звеньях технологической цепи, не предусмотрена организация управления при последовательной обработке групп изделий. Указанная система имеет значительный расход исходных материалов и сравнительно низкий процент выхода годных изделий. Целью изобретения является сокращение расхода исходных материа- . лов и увеличение процента выхода годных изделий. Указанная цель достигается тем, что в систему управления технологическим процессом, содержащую звенья технологической цепи, датчики технологических режимов и датчики параметров изделий для каждого звена технологической цепи, которые через первые и вторые разностные элементы соединены соответственно с первой и второй группами входов nepKJx регуляторов по числу звеньев технологической цепи, а выходы первых регуляторов соединены с входами соответствующих исполнительных элементов по числу управляемых технологических параметров в каждом звене технологической цепи, введеяя блоки усреднения по числу измеряемых параметров изделий, вторые регуляторы для всех звеньев технологической цепи, кроме последнего, блоки формирования импульсов начала и .окончания обработки групп изделий для всех звеньев технологическс цепи, генератор опорных сигналов, блоки распределительных ключей по числу звеньев технологической цепи, а также блок ключей измерения и вычислитель для последнего звена технологической цепи, причем информационные входы вторых регуляторов через блоки усреднения подключены к выходам датчиков параметров изделий соответствующих звеньев технологической цепи, а выходык третьей группе входов первых регуляторов последующего звена техногтогической цепи, соответствуюоще выходы блока формирования имщльсов начала и окончания обработки изделий подключены к управлякяцим входам вторых регуляторов, блоков распределительных ключей и блоков усреднения, выходы блока формировани импульсов начала и окончания обрабо ки групп изделий последнего звена технологической цепи, кроме того, подключены к управляющим входам вычислителя и блока ключей измерения, включенного между выходами датчиков измерения параметров изделий и входами блоков усреднения последнего звена технологической цепи, выходы которых соединены с первой группой информационных входов вычислителя, вторая группа информационных входов которого соединена с выходами генер тора опорных сигналов и соответствую щими информационными входами блоков распределительных ключей, первая. группа выходов которых соединена с вторыми входами первых разностных элементов и четвертой группой входо первых регуляторов, а вторая rpyVma выходов - с вторыми входами вторых разностных элементов соответствующих звеньев технологической цепи, при этом выходы вычислителя соединены с входами генератора опорных сигналов. Первый регулятор содержит суммат ры по числу исполнительных элементо звена технологической цепи, первые, вторые, третьи, четвертые и пятые блоки умножения на постоянный коэф1}мциент, первые и вторые пороговые элементы и квадраторы, причем первые входы сумматоров через последовательно соединенные первые блоки умножения на постоянньй коэффициент и пороговые элементы подключены к первой группе входов регулятора, вт рая группа входов которого через по следовательно соединенные вторые по говые элементы и блоки умноясения на постоянный коэффициент соединена с второй группой входов сумматора, а через последовательно соединенные вторые пороговые элементы, квадраторы и третьи блоки умножения на по стоянный коэффициент - с третьей гр пой входов сумматоров, третья группа входов регулятора через четвер. 6 тые блоки умножения на постоянный коэффициент соединена с четвертой группой входов сумматоров, а четвертая группа входов регулятора через пятые блоки умножения на постоянный коэффициент соединена с пятой группой входов сумматоров, выходы которых соединены с выходами регулятора . Второй регулятор содержит сумматор, квадраторы, первые и вторые блоки умножения на постоянный коэффициент, пороговые элементы и блок ключей, .причем информационные входы регулятора соединены с инфорь ационными входами блока ключей, к управляющим входам которого подключены управляющие входы регулятора, выходы блока ключей через последовательно соединенные пороговые элементы, первые блоки умножения на постоянньй коэффициент сумматор, а также через последовательно соединенные пороговые элементы, квадраторы, вторые блоки умножения на постоянный коэффициент и сумматор соединены с выходами регулятора. Вычислитель содержит разностные элементы по числу первых информационных входов вычислителя, интегратор, первые и вторые пороговые устройства, первый, второй,третий и четвертьш блоки ключей, первые и вторые сумматоры по числу разностных элементов, первые и вторые блоки умножения на постоянньй коэффициент, блоки выбора минимума по числу ретьих и четвертых блоков ключей, nf)H4eM к первым входам разностных элементов через последовательно соединенные первый блок ключей, первые сумматоры, второй блок ключей подключена первая группа информационных входов вычислителя, управляющие входы которого соединены с управляющими входами первого блока ключей, а первый управляющий вход вычислителя через последовательно соединенные интегратор и первьй пороговый элемент соединен с вторыми входами первых сумматоров, первым управляющим входом второго блока ключей и вторым входом интегратора, второй управляющит вход вычислителя соединен с вторым управляющим входом второго блока ключей, к вторым входам разностных элементов через последовательно соедийенные вторые сумматоры и первые блоки умножения на постоямный коэффициент подключена вторая группа информационных входов вы числителя, выходы разностных элемен тов подключены к первым входам соот ветствующих третьего и четвертого блоков ключей, выходы которых через вторые блоки умножения на постоянный коэффициент подключены к выходам вычислителя, причем вторая группа входов третьего и четвертого блокоз ключей через последовательно соединенные соответствующие блоки вы бора минимума и вторые пороговые эле менты соединена с второй группой информационных входов вычислителя. На фиг. 1 изображена структурная схема предлагаемой системы управлени технологическим процессом; на фиг.2 структуриая схема первого регулятора; на фиг. 3 - структурная схема второго регулятора; на фиг. 4 структурная схема вычислителя. Система управления технологическим процессом содержит звенья 1 технологической цепи, датчики 2 технологических режимов, датчики 3 параметров изделий для каждого звена технологической цепи, разностные элементы 4 по числу датчиков для каждого звена технологической цепи, первые регуляторы 5 по числу звеньев технологической цепи, исполнительные устройства 6 по числу управляемых технологических параметров в каждом звене технологической цепи блоки 7 усреднения, вторые регуляторы 8 для всех звеньев технологической цепи кроме последнего, блоки формирования импульсов начала и окон чания обработки групп изделий для . всех звеньев технологической цепи, блок Ю ключей измерения для последнего звена технологической цепи, вычислитель 11, генератор 12 опорных сигналов ГОС , блоки 13 распределительных ключей по числу звеньев технологической цепи. Информационные входы вторых регул торов 8 через блоки 7 усреднения под ключены к датчикам 3 параметров изделий соответствующих звеньев технологической цепи, а выходы - к третьей группе входов первых регуляторов 5 следующего звена технологической цепи. Два выхода блоков 9 подключены к управляющим входам вторых регуляторов 8, блоков J3 распределительных ключей, блоков 7 усре нения. Выходы блока 7 последнего звена техналогическо цепи, кроме этого, подключены к управляющим входам блока 10 ключей 1гзмере1гия и вычислителя 11 . Выходы датчиков 3 параметров изделий последнего звена технологической цепи через блок 10 ключей измерения и блоки 7 подключены к первой группе информационных входов вычислителя, выходы вычислителя соединены с входами ГОС 12, выходы которого связаны с второй группой информационных входов вычислителя и через соответствующие блоки 13 распределительных ключей соединены с четвертой группой входов первых регуляторов 5 и вторыми входами разностных элементов 4. Выходы разностных элементов соединены с первой и второй группами входов первого регулятора того же звена технологической цепи. Первый регулятор фиг.2 включает в себя сумматоры I4 по числу исполнительных устройств звена технологической цепи, к второй группе входов которых через вторые пороговые э лементы 16, вторые блоки 15 умножения на постоянный коэффициент, а к третьей группе входов через квадраторы 17 и третьи блоки 15j умножения подключена вторая группа входов регулятора. К третьей группе входов сумматоров 14 через четвертые блоки 15 умножения подключена третья группа входов регулятора, к четвертой группе входов сумматоров 14 через пятые блоки ISj умножения - четвер.тая группа входов регулятора, к первым входам каждого сумматора 14 через первые, пороговые элементы 16 и первые блоки 15 умножения - первая группа входов регулятора. Выходы сумматоров 14 соединены с выходами регулятора. Второй регулятор фиг.З включает в себя сумматор 14, к входам которого через блок 18 ключей, пороговые элементы 16, первые блоки 15 умножения , а также через квадраторы 17 и вторые блоки 152 умножения подключемл информационные входы регулятора, к управляющим входам блока 18 подключены управляющие входы регулятора, а выходы сумматора 14 соединены с выходами регулятора. Вычислитель фиг.4 содержит разностные элементы 4 по числу датчиков параметров изделий последнего звена технологической цепи, к первым входам которых через первый блок 18:, ключей первые сумматоры 14 по числу разностных элементов, второй блок 18j ключей подключена первая группа информационных входов вычислителя, Первый управляющий вход вычислителя подключен к первому управляющему входу первог блока ключей и через первый вход интегратора 19 и первьй пороговый элемент 16 соединен с управляннцими входами первых сумматоров и первым входом второго блока ключей. Выход порогового устройства соединен также с вторым входом интегратора, второй управляющий вход вычислителя подключен к вторым входам пе вого и второго блоков ключей. К вто рым входам разностных элементов 4 через вторые сумматоры 14 по числу разностных элементов и первые блоки 15 умножения подключена вторая группа входов вычислителя. Выходы разностных элементов подключены к первым входам третьего 18 и четвер того I8j блоков ключей, выходы которых через вторые блоки 15 умножения подключены к выходам вычислителя, причем вторые входытретьего и четвертого блоков ключей через бп ки 20 выбора минимума и вторые пороговые элементы 16- соединены с второй группой входов вычислителя. Система управления технологическим процессом работает следующим образом. Пусть есть К звеньев, объединенные в технологическую цепь (линию). Передподачей материалов и полуфабрикатов на первое звено их формируют в йартии, состоящие из групп изделий. До окончания обработки на линии сформированные группы изделий и .последовательность их в партии не нарушаются . Из изделий, подвергающихся обработке, форжруют партию из Л групп по N изделий в группе, причем К М Сфсфмированяые в группы изделия последовательно поступают на звенья технологической цепи. Производительност звеньев подобрана таким образом, что движение групп изделий по технологической цепипроисходит Непрерыв но, отсутствунир заделы, складирование и т.д. Этого добиваются подбором технологических режимов, режимов по чи изделий со звена на звено или 8 выполнением одной операции параллельно на нескольких агрегатах. Каждое звено технологической цепи имеет г. измеряемых технологических режимов и Ij измеряемых параметров изделий (материалов и др.) .Таким образом, число датчиков 2 технологических режимов на j-м звене равно г ;, а датчиков 3 параметров изделий - Ij , где j I, , К - число звеньев технологической цепи. Казедый технологический режим звена может измеряться одним исполнительным устройством, тогда число исполнительных устройств на звене технологической цепи равно г., Таким образом, число входов с разностных элементов на первый регулятор составляет г. + 1., число входов с блока 13 распределительных ключей составляет также г ; + li Число выходов с первого регулятора равно числу исполнительных устройств и р.авио г :. Обозначим через х -j измеряемый режим технологического звена (i 1; Г:), через Zi измеряемый параметр изделия на J-м технологическом звене, (t 1, 1у, j 1,К), через и управляющее воздействие, подаваемое на i-e испапнительное устройство в j-м технологическом звене (i 1, i, j , К), через X J. и .Z соответствующие номинальные значения вырабатываемые генератором опорных сигналов, которые должны стабилизироваться. Пусть на первое звено подается первая группа изделий. Если датчики 3 осуществляют непрерывное измеД1ение характеристик изделий, материала (например, вязкости, толщины наносимого слоя при непрерывном нанесении и т.п.), то сигналы,с этих датчиков поступают на блоки 7, являющиеся интеграторами, и разностгаае элементы 4, где определяется раз.фюсть меяоду номинальным значением параметров Z -Jj, и текущим значением Z. В случае, когда осуществляется дискретное измерение параметров изделий в течение обработки на технологическом звене, сигналы с датчиков 3 суммируются в блоках 7, являющихся сумматорами. При этом на вторсй регулятор 8 второго звена технологической цепи поступают при непрерывном изм нии сигналы zi г (г)лг при дискретном измерении N 2;,. (1, где Т- - время обработки партии изделий на J-M технологическом звене; N - число изделий в группе. Время интегрирования, сброс интегратора и сброс сумматора задаются сигналами с блока 9. Сумматоры и интеграторы устанавливаются в ноль , при включении системы. С момента начала обработки группы изделий на технологическом звене осуществляется интегрирование или суммирование сигналов в блоках 7. Время интегрирования определяется временем обработки группы изделий на технологичес ком звене. Установка интегратора и сумматора на ноль производится сигналаьш с блоков 9 о начале обработки следующей групгы изделий. Первый регулятор первого звена вырабатывает управляющие сигналы вида (,;x;,,..,x;,,z;..z;; )., . .х. ; t i.e, . Сигналы с блоков 9 открывают блок 13 распределительных ключей в момент начала обработки группы на техиологическом звене и закрываются в момент окончания обработки. Обработанная на первом звене груп па изделий поступает на второе (следующее) звено технологической цепи. При этом режшш обработки этой групп изделий на втором следующем звене зависят от результатов измерений V л & 01 VD nOFIOrCnXUn lia- раметров изделий этой группы на первом (гфедыдущем) звене технологической цепи. Корректируняцие управляю щие воздействия для первого регулятора вырабатывает второй регуляторе 5610 предыдущего звена технологической цепи. На вход второго регулятора поступают сигналы соответствуюпще средним значениям измеренных параметров На выходе второго регулятора получают управляющие воздействия вида l,) , Таким образом, первый регулятор 5 звена, начиная со второго, вырабатывает управляю1цие воздействия на исполнительные устройства вида IIJ г А А2 -((.. .yj (21 . -.е- / / где j 2, к. На последнем звене технологической цепи осуществляется измерение параметров изделий и их обработка в вы й1слителе после прохохздения сигналов через блок 10 ключей измерения. Этот блок открывается сигналом с блока 9 об окончании обработки rpyniw изделий на последнем звене и закрывается сигналом о начале обработки следующей группы. Бпоки 7 усреднения сигналов с блока 10 устанавливаются на ноль сигналом начала обработки группы изделий на последнем звене. Сигналы с блоков 7 вида (l ) поступают на вход вычислителя I1 , который вырабатывает сигналы управления генератором I2 опорных сигналов (ГОС), задающим номинальные технологические режиг Z и х j . Число выходов вычислителя рав«° входов ГОС и равно числу задающих режимов технологической ,( При этом вычислитель вырабатывает сигналы вида t/Г f-1 IK i.f..l2lj,...,2, - Kv-%r -Го к1, ««Jj Rik-oJ1 .№ В вычислителе происходит усреднение параметров изделия по группам изделий. При этом число групп, по которым ведется усреднение, ощ)еделя ется выражением L А - К -I- 1 . Это выражение говорит о том, что усреднение ведется по числу групп L Тогда при переходе последней группы партии на второе звено иа первое звено технопогическ Л цепи поступает первая группа изделий следующей партии.. Суммирование по L группам изделий определяется числом импульсов с тай мера об окончании работы последнего звена, которое подсчитывается в лителе 11. Задакицие опорные сигналы с ГОС .1 через блоки 13 распределительных клю чей поступают на первые регуляторы и разностные элементы. Первый регулятор рассчитывает : управляющие воздействия на исполнительные устройства звена технологической цепи следукицего вида: .)/- 4/ir/ «3,/l2j...dj Л2 ...4 г; ) i i i . где j 2, К. К - число звеньев технологическо цикла; - число измеряемых параметров изделий на j-м звене; - число измеряемых технологи ческих режимов и исполнитель ных устройств на J-M звене i - I. г Дпя первого звеиа технологической цепи и 1 имеет тот же вид, что и вид 4 при g - 0, i 1, г J, Коэффициенты модели (4) Чг.Ь1 dK ci, gj, q определяются методами perpec сионного анализа. технологического процесса изгбтовлеиия токопроводящих элементов переменных резисторов для звена вжигания резистивного слоя получены результаты
(f|
IVol lO
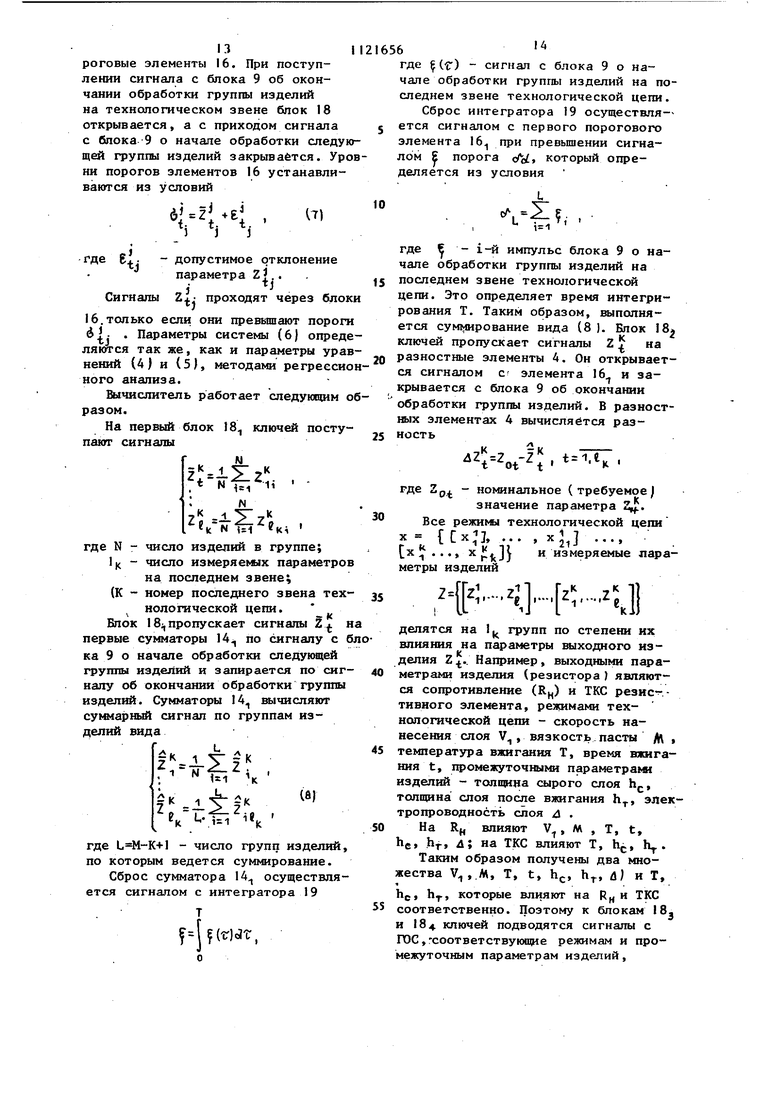
Блок 18 ключей пропускает сигна, лы Z . с блоков 7 усреднения на пое и. - скорость движения конвейерной ленты в печи вжигания, см/с; ZP - номинальная скорость дви жения конвейерной ленты, см/с; uZj - отклонение скорости от номинального значения,см/с, Лх - отклонение толщины вжигаемого слоя от номинального значения, мкм. Метода да регрессионного анализа лучены следукяцне коэффициенты для дели (5): I; d -2,3; q 5,64. Порогонле элементы 16 и 16 уставливают пределы изменения режимов параметры изделий на данном техногическом звене. Для каждого паметра издели| и режима устанавлиют свой порог, который определяся из условий (/i 4xUei 1 1 е E. - допустимое отклонение тех1АОЛнологического режима в процессе обработки группы изделий на звене, cAJ.( , J j jAon е E. . - допустимое отклонение па11 Aon раметра изделия в процессе обработки на звене. 1,К; i 1, Tj.; tj 1, Ij.. Таким образом, проходяттолько те игналы, которые превышаютпороги | и сА|. . Второй регулятор 8 определяет прав.пяющие воздействия напервый егулятор следукицего звенапо форуле ;---«/e; i i -11, -U),,(i.,);. (j.,iZi; роговые элементы 16. При поступлении сигнала с блока 9 об окончании обработки группы изделий на технологическом звене блок 18 открывается, а с приходом сигнала с блока 9 о начале обработки следу щей группы изделий закрывается. Ур ни порогов элементов 16 устанавливаются из условий eNzl.d где f. - допустимое отклонение параметра 2.. Сигналы проходят через бло 16.только если они превышают поро о только если они превышают поро &. . Параметры системы (6) опред ляются так же как и параметры ур нений (4) и (5), методами регресси ного анализа. Вычислитель работает следуюпщм разом. На первый блок 18 ключей посту пают сигналы Z 1.5l2 ft ;N -1 У е,.-7Г1п Чс N РКА где N - число изделий в группе; IK - число измеряемых параметр на последнем звене; (К - номер последнего звена те нологической цепи. Блок 18;,пропускает сигналы Z первые сумматоры 14 по сигналу с ка 9 о начале обработки следующей группы изделий и запирается по си налу об окончании обработки групп изделий. Сумматоры 14 клчисляют суьдаарный сигнал по группам изделий вида t K- - к т N 2 --N где L M-K+1 - число групп изделий по которым ведется суммирование. Сброс сумматора 14 осуществля ется сигналом с интегратора 19 f--j {trMr, где (-(Г) - сигнал с блока 9 о начале обработки группы изделий на последнем звене технологической цепи. Сброс интегратора 19 осуществля- ется сигналом с первого порогового элемента 16 при превьппении сигналом порога уу, который определяется из условия f. где - i-й импульс блока 9 о иачале обработки группы изделий на последнем звене технологической цепи. Это определяет время интегрирования Т. Таким образом, выполня тся суммирование вида (8). Блок 18, пропускает сигналы Z на разностные элементы 4. Он открывает я сигналом с элемента 16. закрывается с блока 9 об окончании обработки группы изделий. В разностных элементах 4 вычисляется разность. где Zp - номинальное (требуемое/ значение параметра zj, Все режимы технологической цепи 1 L X J, .. . 21J Сх..., 1 и измеряемые параметры изделий -If:Ч И У1 делятся на 1, групп по степени их влияния на параметры выходного изделия Z.. Например, выходными параметрами изделия (резистора ) являются сопротивление (f.) и ТКС резис-.тивного элемента, режимами технологической цепи - скорость нанесения слоя V, вязкость пасты М , температура вжигания Т, время вжигания t, промежуточными параметрами изделий - толщина оарого слоя hj., толщина слоя после вжигания h, электропроводность слоя 4 . На Rf, влияют V , М , Т, t, he hf Л н ТКС влияют Т, h, Ц. . Таким образом получены два множества V,.M, Т, t, h., h, d) и Т, hg, h., которые влияют на R и ТКС соответственно. Поэтому к блокам 18 и 184 ключей подводятся сигналы с ГОС,соответствующие режимам и промежуточным параметрам изделий. влияпцим на ту или ину1о характеристику выходных параметров изделий. Так, к блокам 18 и 18 подводятся V,, М, Т, t, hj., h, А дпя разностного элемента, определяющего разность 4R RMO для разностного элемента, определяю щего разность ДТКС ТКСд - ТКС. Разностный сигнал с элемента 4 поступает на блоки 18 и 18, кото{ше пропускают сигиалы с блоков 20 выбора минимума при наличии разностного сигнала с блока 4. На РОС поступают сигналы с вычислителя у .H22 «.А2„ п h б. Коэффициенты в вьфажении(9)опреде ляются методами регрессионного анализ Сигнал с ГОС поступают на пороговые элементы 16, которые устанавливают номиналыгде значения режимов и параметров изделий. Прсипедшие через пороги сигналы поступают на блоки 20 выбора минимума, режим или napaNfeTp имеют мснимальные отклонения от номинальных значений. Таким образом, на ГОС поступают управляющие сигналы, с вычислителя, имеющие уставки на режимы и параметры изделия, которые имеют минимальные отклонения от ноMiHanbHoro значения ()(«;C,) .К . l,(«...)) -()(;j.-.. (){,ЛЛ где Л, и 60 - пороги, 1 16 При этом есть pexaiMii и промежуточные параметры, которые уменьшают или увеличивают 2 . Тогда разделим режимы и параметры, влияющие на z.f , на две группы: увеличиющие 2; и уменываницие 2 . Сигналы, соответствующие этим режимам и параметрам, поступают на блоки 18, и 18 соответственно.. Тогда ГОС вырабатывает сигналы ) 5e/ Je/ e/ 55e(P 25itP f(/(p)-. oe,. .,.,.,.j(p). orк P orк(,кlP где Р - шаг управления, Р О, ot, 2ot, которые через блоки 13 поступают на звенья технологической цепи. Если отсутствуют отклоиения выходных параметров изделий от номинальных, то ГОС продолжает вырабатыватт опорные сигналы без изменений. Предлагаемая система управления позволяет стабилизировать параметры изделий и режимы на каясдом звене технологическ{Л цепи, корректировать режиьш следующего звена по изменениям параметров изделий на предьвдущем звене, корректировать уставки режимов и промежуточных параметров изделий для следующих групп изделий .
Выходырегулятора
о о Щзав гяюи4иевяодь/ я, «5, регулятора
фие.З
V
l-fa гриппа uHy opffot4UOffff&a ifrif aAi t ou4ue блоков fy/vufjii/rne ffxodbi вычислителя
I
Фvt
Q О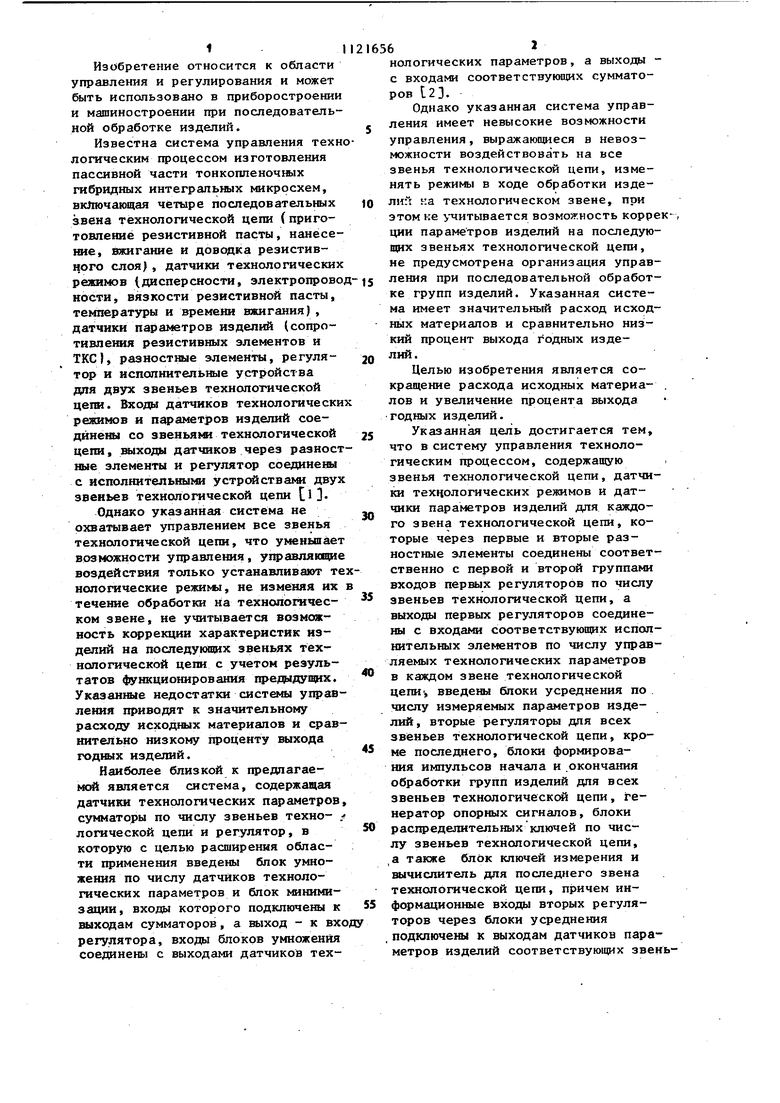



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения параметров динамического звена | 1987 |
|
SU1478194A1 |
| Тренажер оператора кислородного конвертера | 1983 |
|
SU1088055A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ | 1992 |
|
RU2072548C1 |
| Устройство для контроля линейного объекта управления | 1989 |
|
SU1753454A1 |
| Устройство для регулирования давления | 1988 |
|
SU1674075A1 |
| Система автоматического управления потенциально опасным объектом | 1981 |
|
SU970314A1 |
| Асинхронный частотно-управляемый электропривод | 1981 |
|
SU1020950A1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ НЕЙРОНА | 1991 |
|
RU2024059C1 |
| ПРИЕМНИК ЦИФРОВЫХ СИГНАЛОВ | 2010 |
|
RU2423794C1 |
| Устройство для определения интервалов стационарности дискретных случайных процессов | 1980 |
|
SU940176A1 |


1. СИСТЕМА УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ, содержащая звенья технологической цепи, датчики технологических режимов и датчики параметров изделий для каждого звена технологической цепи, которые через первые и вторые разностные элементы соединены соответственно с первой и второй группами входов первых регуляторов по числу звеньев технологической цепи, a йыходы первых регуляторов соединены с входами соответствующих исполнительных элементов по числу управляемых технологических параметров в каждом звене технологической цепи, отличающаяс я тем, что, с целью сокращения расхода исходных материалов и увеличения процента выхода годных изделий, в нее введены блоки усреднения по числу измеряемых параметров изделий , вторые регуляторы датя всех звеньев технологической цепи кроме последнего, блоки формирования импульсов начала и окончания обработки групп изделий для всех звеньев технологической цепи, генератор опорных сигналов, блоки распределительных ключей по числу звеньев технологической цепи, a также блок ключей измерения и вычислитель для последнего звена технологическсй цепи, причем информационные входы вторых регуляторов через блоки усреднения подключены к выходам датчиков параметров изделий соответствукивдх звеньев технологической цепи, a выходы - к третьей группе входов первых регуляторов последующего звена технологической цепи, соответствующие выходы .блока формирования импульсов начала и окончания обработки изделий подключены к управляющим входам вторых регуляторов, блоков распределительных ключей и блоков усреднения, выходы блока формирования импульсов начала и окончания обработки групп изделий последнего звена технологической цепи, кроме того, подключены ю к управляющим входам вычислителя и блока ключей измерения, включенного о между выходами датчиков измерения параметров издел й и входами блоков 01 усреднения последнего звена технолоа гической цепи, галходы которых соединены с первой группой информационных входов шлчислителя, вторая группа информащюнных входов которого соединена с выхода1ш генератора опорных сигналов и соответствукяцими информационными входами .блоков распределительных ключей первая группа выходов которых соединена с вторыми входами первых разностных элементов и четвертой группой входов первых регуляторов, a вторая группа выходов 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Боброва Г.М., Кущенко Е.И | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Система управления технологичес-КиМ пРОцЕССОМ | 1979 |
|
SU802931A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
