Изобретение относится к трубопро- катному производству, а более конкретно к основному деформирующему инструменту (валком) станов пилигри- 5 мовой прокатки труб, преимущественно в холодном состоянии.
Известен валок для труб, имеющий по окружности бочки ручей переменного поперечного сечения.и коничес- Ю кие реборды,по всему периметру которых нарезаны зубья, которые предотвращают затекание металла в выпуски и .служат для привода вращения валков, образующих калибр l .
Недостатком указанной конструкции является снижение качества поверхности готовых труб вследствие образования на ней отпечатков зубьев. Это обусловлено вдавливанием боковой по.20 верхности зубьев, контактирующей с металлом, в тело трубы в процессе ее деформации.
Наиболее близким по техническому решению к предложенному является ва- 25 лок для ступенчатой прокатки труб, содержащий вал, установленный в его вырезе сменный калибр, имеющий реборды и ручей с холостыми и рабочим участками 2 .
Недостаток этого валка зак.чючается в ограничении допустимых частных обжатий за проход ввиду возможнос,ти затекания металла в зазоры между ребордами калибра с образованием усов.
Целью изобретения является повышение допустимого обжатия за проход.
Для достижения этой цели в предлагаемом валке для пилигромовой прокатки, содержащем вал, установленный в .его вырезе калибр, имеющий реборды и ручей с холрстыми и рабочим участками, на части реборд протяженностью 0,5-0,6 длины рабочего участка ручья от его начала выполнены зубья, высота которых составляет О, О 4-0,12 радиуса реборд, а диаметр делительной окружности зубьев равен диаметру реборд.
.Указанные отличия благодаря нали чию зубьев на ребордах только в начале валка,т.е. на обжимной его части и гладкойповерхности реборд в конце валка предкалибрующий и калибрующий участки ,обеспечивают повышенную величину подач.и за проход за счет про.катки в закрытом калибре без ухудшения качества поверхности труб,так как
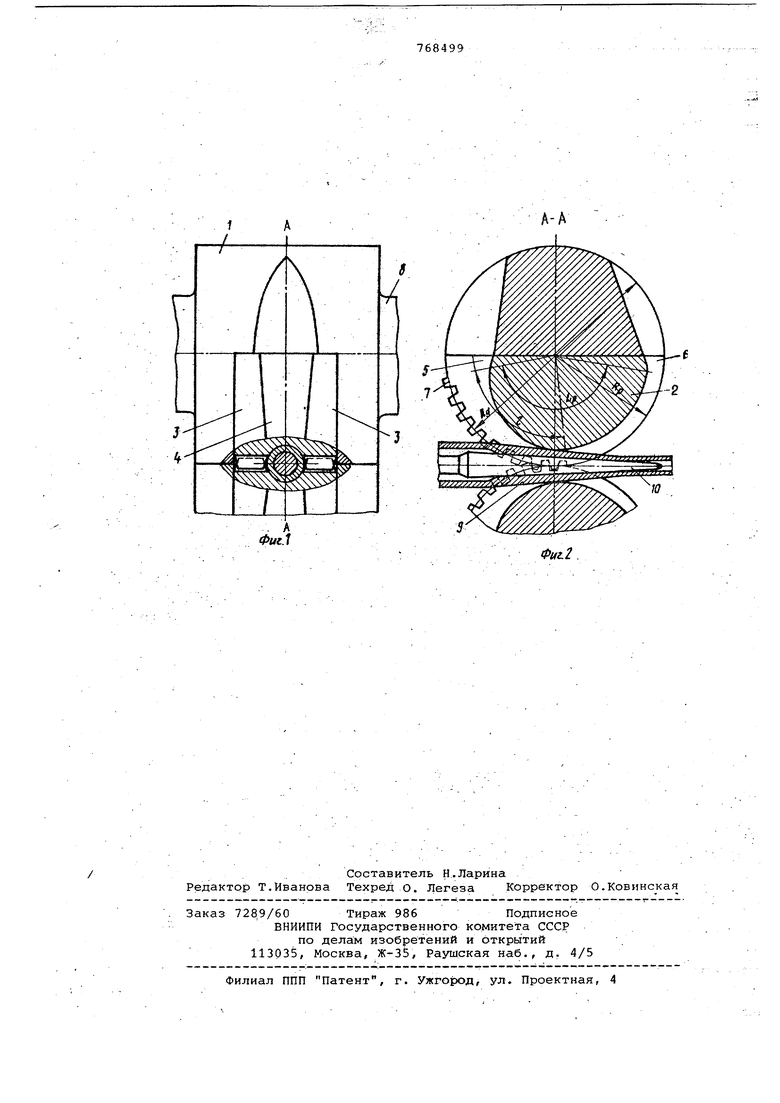
.отпечатки зубьев,образовавшиеся на заготовке в процессе ее деформации начальным обжимным участком ручья, при дальнейшей деформации закатываются гладкой ребордой валка. . На фиг.1 представлен валок,общий ви,на фиг.2 - разрез А-А на фиг.1. ; Валрк для пилигрймовоЖ прокатки труб содержит вал 1, в вырезе кЬторото 27ста.ндвлен. сменный калибр 2 , KMsSuKR реборды 3 и ручей 4 с рабойтйм участком длиной L/ и холостыми участками подачи 5 и поворота б. Па чадгги реборД протяйсённостьго Е, равной 0,5-0,6 длины рабочего Участка (0,5-0,6) of его нaчaлa,вйпoлнe,ны зубъя 7, а остальная часть ребс5рдвыпрлйена гладкой.
Размеры участка реборд калибра, на Котором выполнень зубья, зыбраны кз следующих соображений. Оснойпое 33бжа йе заготовки (до 90%) бсущвдтв Ляётся .обжимным участком, длина . Которого срстайлдет обычно бколЫ 0,6 дЛйны рабс5 ёгЬ уча:с ТЙё;. . . Наличие на ребордах калибра О,50,б ДЛИНЫ рабочего участка (отего начала) обеспечивает возможность й|5ОКаткй труё без вйтгёЛаййя металла В вотуска калибра .П15ис;1Й ш;ёетййении .основного обжатий .заготовки (80-96% от общей деформации).При этом наличие зубьев на ребордахна части рабочего j 4acTKa менее 0,5 его длины не обеспечивает достаточной Эа1 кнутости калибра, а выполнение зубьев на .не, большей 0,6 длины рабочего участkЯ,пpивoдит к незакатке отпечатков зубьев. ,
ВыЪотЪзубьев выбрана такой, чтобы, с одной стороны, предотвратить затёканйй йёталла в выпуска калибра в момент наиболее интенсивной деформйцйй заготовкир а с стороны, обеспечить минимально Возможный отпечаток зубьев йа поверхности тру.бы.
Высота зубьев составляет 0,040,12 рЪдиуса реборд (Rp), а диаметр делительной окружности (Dg) зубьев {)а1Вёндйамёт|)У реборд. ;
.. t.
..--.s-- -.-
ВысбтЖзубЕз-ёв менее 0,04 от радиуса реборд не предотвращает вытекайие обжимаемого металла в зазор между Валками из-за малого перекрытий Ь11а-вйп7екШ 1ЖбвУ а прй ййСОте зубьев более 0,12 от радиуса рёборд 1ймеёт мёст6 увеличенйё площади бтпечатка зубьев на наружной поверхности труб (что ухудшает качество). Пределы изменения высоты Ьубьев 0,04-0,12 от радиуса реборд
- i.
Г«,„..-«
|:
У
;валка выбраны с учетом сортамента И размеров валков станов ХПТ.
В случае использования кольцевых или подковообразных калибров длина участка нарезки зубьев в относительных величинах остается той. же и составляет 0,5-0,6 длины рабочей части ручья..
В процессе работы валки, перемещаясь вместе с клетью (на фигурах не показана), совершают возвратнопоступатёльное движение и вращательно-качатёЛьйое движение за счет :установленнь1х на их шейках 8 шестерен (на фигурах:не показаны). В процессе движения валки на 0, ,6 длины рабочего участка осуществляют-.. основное (89-90%) обжатие заготовки 9 на оправке 10. При этом наличие зубьев на ребордах калибра предотвратит, вытекание металла в выпуски каЛибра. ; - . /..:. В процессе Дальнейшего обжатия загбгбвки (20-10% от общей деформации) осуществляется окончательное формирование готовой трубы и сглаживание райе.е образовавшихся отпечат. кОв зубьев. так как деформация заготовки при этом относительно .невелика затекание металла в выпуски.калибра не происходит и при отсутствии на ребордах калибра зубьев. . . .
Предлагаемый валок обеспечивает повышенное обжатие без снижения качества поверхности готовых труб и увеличенную :подачу заготовки за цикл прокатки.
Формула изобретения .
0 BaJfOK для пилигримовой прокатки tpy6, содержащий вал, установленный в его вырезе калибр, имеющий реборды и ручей с холостыми и рабочим участками, о- т л и ч а ю щ « и с я тем, что, с целью псэвышенйя допустимого обжатия, за проход, на части реборд протялсейностью 0,5-0,6 длины рабочего участка ручья от его начала ваполнёйй зубья, высота которых Составляет 0,04-0/12 радиуса реборд, а диаметр делит эльной рК1ружности зубьев равен диаметру реборд.
Источники информации, принятые во внимание при экспертизе
1. Патент США №3044331, 5 кл. 72-194, опуёлик, 1962.
, 2. Шевакий Ю.Ф., Сейдалиев Ф.С. Станы холоднЬй прокатки труб. Металлургия, 1966, с.8 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Валок стана шаговой прокатки | 1989 |
|
SU1731311A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| Ручей валка для холодной прокаткидВуХРЕбЕРНыХ ТРуб | 1978 |
|
SU827197A1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |
| Способ периодической прокатки труб | 1979 |
|
SU825214A1 |