Изобретение относится к черной металлургии, в частности к листопрокатному производству, и может быть использовано при изготовлении полос и листов, на широкополосных станах горячей прокатки (ШСГП).
Цель изобретения - улучшение качества прокатываемых полос путем повышения эффект |нности регулирования их профилем с учетом неравномерности износа опорных валков.
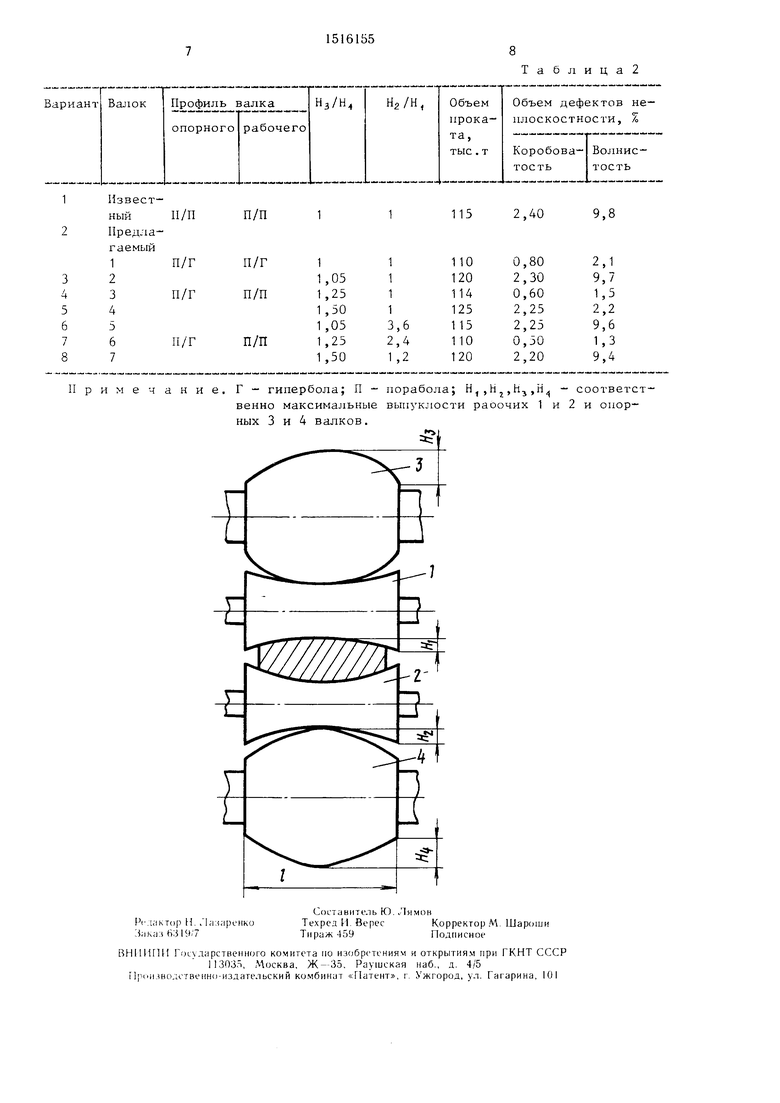
На черт, представлена четырехвалковая листовая прокатная клеть.
Комплект валков для широкополосного стана горячей прокатки содержит два ра- боМих валка 1 и 2 с вогнутым профилем образуюш,ей бочки и два опорных валка 3 и 4 с выпуклыми профилями образующих бочки. Верхний опорнЬ)1Й валок 3 имеет профиль образующей бочки, выполненный в виде параболической кривой, например, по зависимости
,(2л-//),
где Лд - текущая величина выпук. ва.- ка;
м:. BepxHerij
iii.iriVK.iocTb опорного валка 3
( Л.1Я
/,,...://о;
.V текущая координата по д.чине (/) почки валка с п|)| де;1ами / д.тина бочки валка; /) 11окалате;||) степени (например,
/)2-:Я.
lpi)(j:iiu ib образующей нижнего опорного 4 В1 п1 1лнен гиперболической кривой, коюрая ()11|К деляется : ависимоетью
--/;,,: Л - ,((, гек-,П1ая величина выпуклости валка;
/,,.., максимальная выпуклость валка (;1. :Я нижнего опорного валка 4
/ь.-Я.,1,
Л коУ1} фициепт, зависящий от порядка Адети. в которой устаповлеп ;;а ч,к (/(),;i5 -0,50); Л ид тая координата по длине бочки валка L пределами . 1 н д;мии:; .1 акс11мальпоГ| выпуклости //j |||1е ;би.,пчсг:ч мч1 )1()и. ;я обра:п юп1ей ииж- .егг) 4i:(ipiK)i п валка 4 меньше, чем вы- лк/юсп, //-; нерчнего 3 iiapa6o:ni4ecKoro, i l.i)r .Г, pa.ia (1,.i/7/4 1.5). А мак- :имад,|1ая ие.шчипа вогнутости П1)офиля 1Г)(:;ич1 бички И нижне1 о рабочего ва:1- liiii н д ост11 //I верхнего рабо- 1.2- 3,6
1Пе
и
//1 раза
, 1чом11лект работает следуюншм
1Т(
упнвшии после клетеи черно- lii . I |: iiiii-,1. (здается в |)абочие валки 1 I 2 Kji itii час 101 ой rfivinibi. Рабочие luL i- .лп I п 2 . бжимают lUJ. iocy и подобная дгфирмапи / 1:ропсходит пocлeдoвaтe;IЬП(J из клети li клеп чистовой группы до требу- cMui.) прсчЬнлн полосы. Прп это.м усилие ) / :пбочих валков 1 и 2 воегфини- мается i)iK)p. валками 3 и 4, которые по их неравпомерпого износа комнен- с; })1от ia )(ip своими различающимися про- 1аб|1дическим и гиперболичесГсхпаческая i-yiuiiocTb, на основе которой р(.|вапы lia. iKH, заключается в том, ггынает неравномерный износ опор- .. ; II) д.лпне бочки в процессе aiaiiiin. чет илияпия новьпиенпо- iiiiiM n.iHoca нижнего опорного к; чсс1во горячекатаной полосы
in перболичес кои профилиров- износа исходного профиля ессе нрокатки гипербо.мичес- нижнего опорного ва:1ка по- .1ижается к профилю верхне- Дка. выполненного параболи- . ..-)гнм обеспечивают стабиль- прокатки, повышают качество 11о,чос в течение всей кам- .,14 ва.чков. Д.ля того, чтг)бы знании опорньгх валков износ
бочки верхнего валка был соизмерим с износом нижнего опорного валка, выпуклость верхнего опорного ва. 1ка принимают большей в 1,05-1,5 раза (т. е. 1,05 //з/Я4 1,5). При меныпем значении данного отноп1ения.//.з//У.)1,05 происходит быстрый износ по краям бочки верхнего опорного валка, приводя к дефектам неплоскостности типа волнистость. А при больших величинах данного отношения Я.,5
быстро изнашивается средняя часть бочки нижнего опорного ва.тка, что в конечном счете yxyдпJaeт качество горячекатаных по, ЮС, приводя к коробоватости. Уровень данного сооткоп1ения, близкий к верхней его границе Яз///4«; 1,5, устанавливают для опорных валков первых грех чистовых клетей, затем уменыпают его по клетям до уровня, близкого к нижней границе соот- нслпения //.i/f/4 f J,C 5 который устанавливают для опорных валков последних двух клетей
чистовой группы стана. Вогнутый профиль образуюп1ей бочки нижнего рабочего валка выполняют большим, чем вогнутый профиль образующей бочки верхнего рабочею валка, в 1,2-3,6 раза (т. е. 1,,,,6). Данное соотношение выбирают исходя из обеспечения благоприятного контакта рабочих валков с валками и устойчивости раската но ходу прокатки. При отношениях H-2/Hi,2 и //2/Wi 3,6 происходит ухудшение качесгва по, по дефектам
неплоскостности, поскольку при прокатке больпюго объема no:ioc одной ширины вследствие повышенного износа бочки валка в местах соприкосновения с кромками полос фор.ма образующей бочки рабочего валка изменяется таки.м образо.м, ч го участок бочi H, соответствующий П1ирине полосы, становится нрямолпнейным. Затем но мере да. 1ьнейц ей уксп.чуатации ; абочих валков в связи с локальным износом их в местах контакта с кромка.ми прокатываемых полос профиль образуюпхей бочки рабочих валков становится выпуклым. При отнощении W2///i l,2 такое формоизменение образующей происходит быстрее у нижнего рабочего валка, чем у верхнего рабочего валка, а при отнощении Я2//У| 3,6 - наоборот. Величины, близкие к нижним границам соотношения вогнутостей ,20, выбирают для рабочих валко в, установленных в первых чистовых клетях, при прокатке широких и топких полос. А значения, близкие к верхней границе соотнощения
вогнутостей Я2/Я| 3,6, выбирают для рабочих валков, установ.ченных в последних чистовых клетях, при црокатке узких и толстых полос. Величины этого соотношения уменьщают с первой до последней клети чистовой группы.
Пример. Опытные опробования четырех- валковой системы осуществляют на ШСГП 1700. При этом отрабатывают различные ва- )1|;ангы профилировок рабочих и опорных
I тей которых близко
ПИЯМ (ia6;i. 2, валки тельно отличается от ченных иа извес ном
валков, контроль качества получаемых полос производят по дефектам неплоскостности: коробоватости и волнистости.
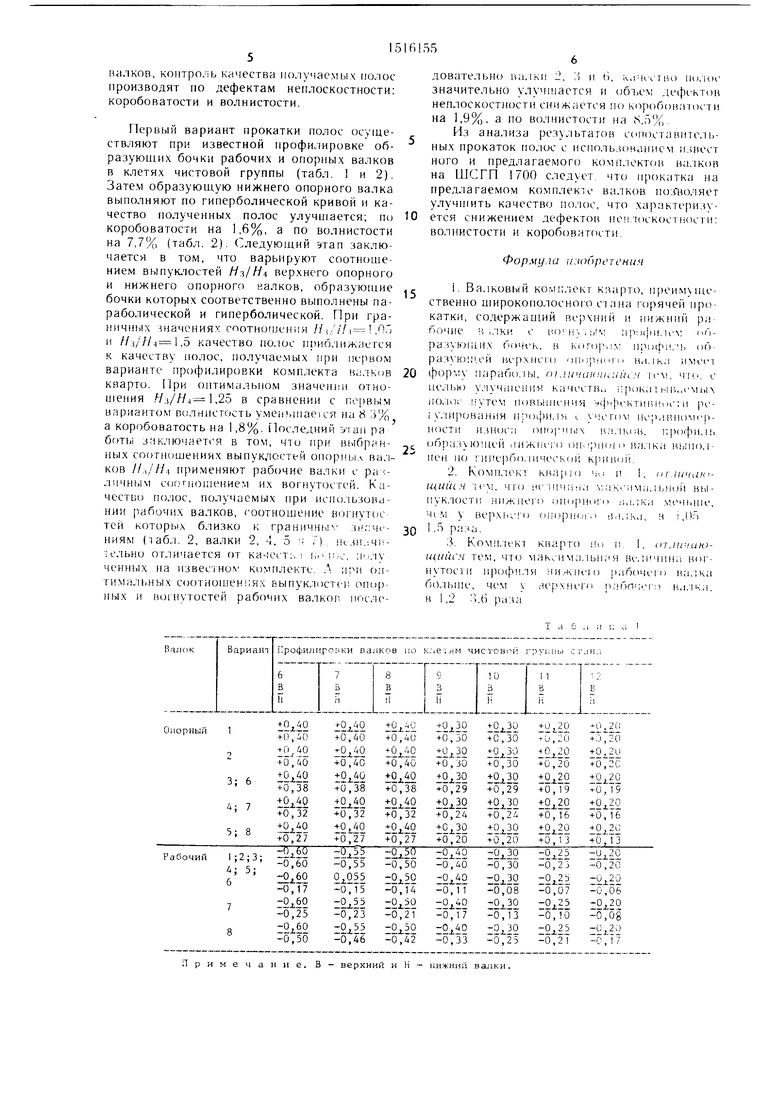
Первый вариант прокатки полос осуществляют при известной профилировке образующих бочки рабочих и опорных валков в клетях чистовой группы (табл. 1 и 2). Зате.м образуюи1ую нижнего опорного валка выполняют по гиперболической кривой и качество полученных полос улучп1ается; по коробоватости на 1,6%, а по волнистости на 7,7% (табл. 2). Следующий этап заключается в том, что варьируют соотношением выпуклостей Яз/Я4 верхнего опорного и нижнего опорного налков, образуюпхие бочки которых соответственно выполнены параболической и гиперболической. При граничных значениях moTHOiueHiiH //t//7i ,0. и //),5 качество полос 1и)иплижается к качеству полос, получае.мых при первом варианте профилировки комплекта Bci. iKoB кварто. При оптимальпом значен1 П отношения ./:1//У4 - 1,25 в сравнении с первь м вариантом волнистость уменьщаек Я на 8 Г)% а коробоватость на 1,8%. Последний этап ра боть зак.чючается в том, что при выбранных соотношениях выпуклостей опорпыл валков //.)///,, применяют рабочие валки с ра личным соогношением их вогнутостей. Ка- честио по.чос, получаемых при использовании рабочих валков, соотношение вогнутое
к граничньр.- . :че-
2, 4, 5 1 ) JL3H,;4i качест;-, i in i:/-j, Л . Лу комплекте. Л ири f)iiтпмальных соотношен ;ях выпуклостс
ных и ВО1нутостей рабочих валкоп
5
0
О
5
довательно валки 2, п (. л.гнч тво по.юг значительно улучшается и (.i6i,eM де()1ектов неплоскостности снижается по коробонагости на 1,9%, а по волнистости на 8,5%.
Из анализа результатов сопоставительных прокаток полос с использованием извест ного и предлагаемого ко 1плектов ва.ков на ШСГП 1700 следует, что прокатка на предлагаемом комплекте валков позволяет улучи1ить качество полос, что характеризуется снижением дефектов неп/юскостности: волнистости и коробоватости.
Формула и:1о6ретения
1.Валковый ком ;лект киарто, преимчпи - ственно широкополосного стана горячей прокатки, содержап1ий верх1шй и нижний ра
ПОЧИе в ., 1КИ с ): 11 р; и J) И. I СМ оп- раЗУН ЯЦИХ бочек, в Koropi:N ПрифИ. М) )бразх юшей верхнего )iii;ji ir ipi ва.1кл имеет форму иарабо.ты, птличанпииися и м, чк. с нельн) )И« качеств.i iqioKj г-ш.а мых iio. ioc мутем повышения (|)||1ектиГ1Иис; и ре- i , 1И|10вания пр1)4)и.я . чсгпм nv p,i iiio . ности изно1-:1 опорных nji.iKiui. iipofJMi.i i, ()(. й ,1ИЖИ1 ; 1 ОП ipiini и валка вьпюл- нен ii(j гп1 е|1бо.|И :ескои кривой.
2.Комплект ква|)И) M .I п 1, щ-.тчат- щиися ( м, чго H(444ii ia :ак ;има. 1ьиой выпуклости нижнего оипрн :,1.:к,1 М(чьи1е, 41 Ni у Bepxiici i) (liii)pH(. i.) ibi.i.K.i. и 1,05
1.5 раза.
3.Комп.:|ек1 кварто lUi и. I, (T.iif-/uK - и(пйся тем, что макси ма.тьиая 1кмичнн;1 вогнутости профиля :1и.жие1() рабснк П) на.чка больи е, чем у ( е)хиег 1 рабпч .м ;) lia.iKn. в 1,2 .6 раза
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования рабочих валков чистовой группы клетей широкополосного стана | 1988 |
|
SU1537339A1 |
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
| Способ профилирования рабочих валков клетей чистовой группы широкополосного стана | 1988 |
|
SU1653878A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
| Способ горячей прокатки полос на широкополосном стане | 1987 |
|
SU1588448A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Способ горячей прокатки в чистовой группе широкополосного стана | 1987 |
|
SU1519798A1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
Изобретение относится к черной металлургии, в частности к листопрокатному производству, и может быть использовано при изготовлении полос и листов на широкополосных станах горячей прокатки (ШСГП). Цель изобретения - улучшение качества прокатываемых полос путем повышения эффективности регулирования их профилем с учетом неравномерности износа опорных валков. Четырехвалковая система состоит из двух рабочих валков с вогнутым профилем образующих бочек и двух опорных валков с выпуклым профилем. Профилировка заключается в том, что при выпуклом параболическом верхнем опорном валке нижний опорный валок имеет выпуклость по гиперболической кривой. Это позволяет снизить влияние повышенного локального износа образующей нижнего опорного валка на качество горячекатанной полосы, улучшить его плоскостность. По мере износа исходного профиля нижнего опорного валка его профиль постепенно приближается к профилю верхнего опорного валка, что стабилизирует процесс прокатки. Чтобы в течение кампании опорных валков износ бочки верхнего валка был соизмерим с износом нижнего опорного валка, выпуклость верхнего опорного валка устанавливают в 1,05-1,5 раза больше. Для обеспечения благоприятного контакта рабочих валков с опорными валками и устойчивости полосы профиль нижнего рабочего валка выполняют с вогнутостью в 1,2-3,6 раза большей в сравнении с вогнутостью верхнего рабочего валка. При использовании изобретения брак по волнистости составляет от 1,3 до 9,7% а коробоватости от 0,5 до 2,3% вместо соответственно 9,8% и 2,4% по базовому объекту. 2 з.п. ф-лы, 2 табл. 1 ил.
+0,40
+0,40
Р и
е ч а и и е. В - верхний и К - нижниГ валки.
+0,чО
+0,30
+ 0,30
Примечание. Г - гипербола; П - порабола; Н,Н,Н,Н - соответственно максимальные выпуклости раоочих 1 и 2 и опорных 3 и 4 валков.
Таблица2
| Валковый комплект кварто | 1984 |
|
SU1212640A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
