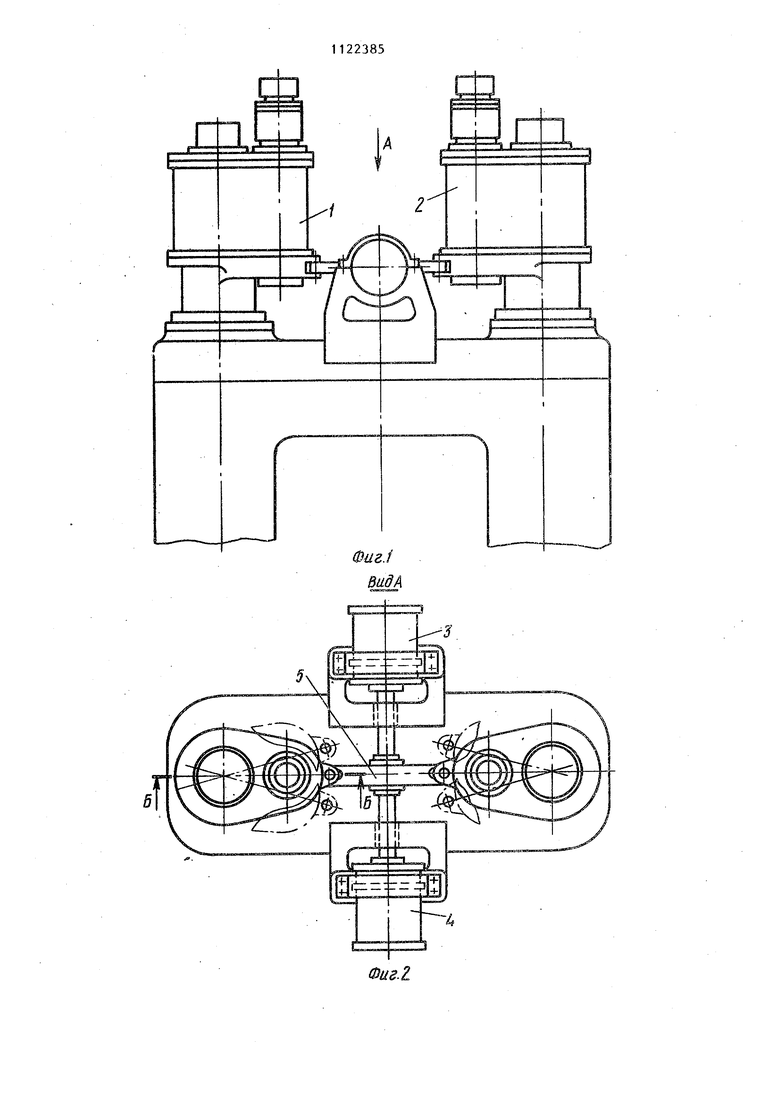
Изобретение относится к конструкции клетей прокатных станов, а именно к установке и регулированию валков путем вертикального перемещения с помощью винтов, и может быть испол зовано в прокатном производстве для перенастройки и управления межклетевым зазором на станах. Известны нажимные устройства гидравлического типа, содержащие силовые гидравлические цилиндры, датчики давления и положения, устройства управления, сервоклапаны, гидравлические насосы и фильтрующие элементы, При этом силовые гидравлические цилиндры могут быть установлены, напри мер, между нажимными винтами и подуш ками опорных валков. Для регулирования толщины полосы гидронажимные устройства перемещают валки прокатной клети с целью стабилизации межвалкового зазора с учетом биений валковой системы, изменений масляного клина в подшипниках валков и толщины полосы на входе в клеть l3 Однако устройство характеризуется недостаточной точностью регулировани толщины вследствие необходимости обе печения перемещения валков по сложно закону с целью обработки нескольких одновременно действующих факторов, влияющих на величину разнотолщинности. Закон перемещения валков имеет переменный характер, его необходимо рассчитать или спрогнозировать в каж дый момент времени, что является одним из условий появления неточностей влияющих на разнотолщинность прокаты ваемой полосы. Еще одним условием .возникновения погрешности, влияющей на разнотолщинность,является дискрет ный характер перемещения валков клети гидронажимными устройствами, что исключает возможность точного воспроизведения установленного закона перемещения валков клети. Наиболее близким по технической сущности к изобретению является нажи ное устройство клети прокатного стана, содержащее две пары нажимной винт гайка, два установленных соосно нажимным винтам поворотных от гидроцилиндров корпуса, содержаш;их механизм установки межвалкового зазора с двигателем 23 Известное устройство позволяет быстро скорректировать установку на жимных винтов, но эта корректировка незначительна/ по величине и, кроме того, точность регулирования толщпны полосы недостаточна из-за невозможности одновременной отработки чем одного влияющего на толщину . фактора. Целью изобретения является повьшение точности регулирования толщины полосы. Поставленная цель достигается тем, что в нажимном устройстве клети прокатного стана, содержащем две пары нажимной винт-гайка, Два установ-ленных соосно нажимным винтам поворотных от гидроцилиндров корпуса, содержащих механизм установки межвалкового зазора с двигателем, поворотные корпусы снабжены кривошипно-куЛИС9ЫМИ механизмами стабилизации межвалкового зазора в процессе, прокатки со своими двигателями, причем двигатель механизма установки зазора выполнен с полым валом, через который пропущен вал двигателя механизма стабилизации, при этом- поворотные корпусы связаны между собой шарнирно закрепленной траверсой, с которой связаны гидроцилиндры поворота корпусов. На фиг. 1 изображена верхняя часть клети с приводом, вид со стороны продольной оси стана; на фиг. 2 вид А на фиг. 1| на фиг. 3 - разрез Б-Б на фиг. 2о Устройство состоит из двух подвижно закрепленных к станине клети и зеркально подобных корпусов t и 2 (фиг. 1). Каждый корпус кинематически связан с приводом поворота, например, гидравлическим, включающим гидроцилиндры 3 и 4 и соединяющую корпусы траверсу 5 (фиг, 2). К каждому корпусу крепится злектродвигарель 6 с пустотелым ротором, связанный с пустотелым валом 7 (фиг, 3). К каждому электродвигателю 6 крепится электродвигатель 8, связанный с валом 9, проходящим через пустотелый ротор двигателя 6 и пустотелый вал 7 и имеющим в заданном месте кулачок с заданным эксцентриситетом. На пустотелом валу 7 подвижно установлена ведущая шестерня 10 и на шлицевой части установлено две полумуфты 11 и 12, Конец пустотелого вала через пшицы связан с кривошипным механизмом, в который встроен кривошип 13 с управляемым эксцентриситетом. Кривощип 13 входит в окно кулисы 14, которая подвижно установлена на ведущей втулке 15, котора через шлицы связана с нажимным винтом 16. Причем пара нажимных винтов для клети в данном случае подбирается с противоположным направлением резьбы и с соответствующими нажимными гайками. На ведущей втулке 15 на шлицах установлены две полумуфты 17 и 18 и ведомая шестерня 19. Устройство работает.следующим образом. Перед началом настройки клети на заданную толщину прокатываемой полосы корпусы 1 и 2 с помощью приводных гидроцилиндров 3 и 4 и траверсы 5 устанавливаются в среднее положение Тфиг. 1 и 2). Затем включаются двигатели 6 и 8 (фиг. 3), полумуфты 11 и 12 замыкаются на ведущей шестерне 10, и вращение передается через ведомую шестерню 19 и ведущую втулку 1 на нажимной винт. После установки за данного межвалкового зазора полумуф- ты 11 и 12 размыкаются и замыкаются полумуфты 17 и 18 на кулисе 14. На кривошипе 13 кривошипного механизма с помощью двигателя 8 и вала 9 форми руется заданный эксцентриситет за счет изменения угла положения роторо электродвигателя 8 относительно рото ра электродвигателя 6. Контроль и управление углами положения роторов двигателей 6 и 8 осзпцествляются соот ветствующими средствами автоматизации. После установки заданного эксцент риситета у кривошипа 13 запускается главньй привод клети и приводятся во вращение валки клети. Синхронизируя обороты главного привода клети и обо роты двигателей 6 и 8 и согласовав по противофазам изменение межвалково го зазора от эксцентриситета валков с качанием-винта 16, стабилизируют межвалковый зазор. Изменение межвалк вого зазора в зависимости от разворо та валков корректируется соответству ющим изменением эксцентриситета кривошипа 13 путем поворота вала 9 с кулачком электродвигателем 8 на соответствующий угол относительно пустотелого вала 7. Прогнозируя средствами автоматики и вычислительной техники ожидаемое биение межвалкового зазора в зависимости от эксцентриситета валков и их положения, можно, плавно управляя взаимным положением роторов электродвигателей 6 и 8, с высокой точностью стабилизировать межвалковый зазор. ПосЛе подачи полосы в стан на величину межвалкового зазора начинают влиять другие факторы: температурный клин у полосы, изменение масляного клина в подшипниках валков, локальные температурные неоднородности по длине полосы, например глиссажные метг ки. Эти влияющие на межвалковый зазор факторы отрабатываются независимо от предыдущего фактора приводом поворота корпусов 1 и 2, в данном случае гид роцилиндрами 3 и 4 и траверсой 5. Поворот корпусов 1 и 2 передается через элементы кинематики приводов на левый и правый нажимные винты. Угол поворота корпусов 1 и 2 про;снрзируется, задается и контролируется средствами автоматики и вычислительной техники. Технико-экономическая эффективность от использования на станах горячей прокатки электромеханического привода предлагаемого устройства заключается в увеличении выхода годной продукции - горячекатаной полосы за счет возможности прокатывать полосу в более жестких допусках и снижения выхода брака по продольной разнотолщинности. Кроме того, использование горячекатаной полосы, полученной на станах с предлагаемым приводом нажимных винтов, в качестве подката для станов .холодной прокатки позволит за счет уменьшенной продольной разнотолщинности обеспечить более устойчивый режим их работы, повысить скорость прокатки,и, следовательно, производительность стана.
,с
| название | год | авторы | номер документа |
|---|---|---|---|
| Нажимное устройство клети прокатного стана | 1978 |
|
SU766686A1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| Вертикальная клеть прокатного стана | 1989 |
|
SU1690869A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2187394C1 |
| Механизм предварительной установки валков прокатного стана | 1988 |
|
SU1570812A1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ УПРУГОЙ ДЕФОРМАЦИИ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2258571C2 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Устройство для регулирования натяжения металла при прокатке | 1976 |
|
SU564022A1 |
| Гидравлическое нажимное устройство | 1980 |
|
SU937068A1 |

НАЖИМНОЕ УСТРОЙСТВО КЛЕТИ ПРОКАТНОГО СТАНА, содержащее две пары нажимной винт - гайка, два установленных соосно нажимным винтам поворотных от гидроцилиндров корпуса, содержащих механизм установки межвалкового зазора с двигателем, о тличающееся тем, что, с це,льк) повышения точности регулирования толщины полосы, поворотные корпусы снабжены кривошипно-кулисными механизмами стабилизации межвалкового зазора в процессе прокатки со своими двигателями, причем двигатель механизма установки зазора выполнен с полым валом, через который пропущен вал двигателя механизма стабилизации, при этом поворотные корпусы связаны между собой шарнирно закрепленной траверсой, с которой связаны гидроцилиндры поворота корпусов.
Фиг2
i5
//
Ф11г.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 229425, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
