1
Изобретение относится к конструкции клетей прокатных станов, а именно к установке и регулированию валков путем вертикального перемещения с помощью винтов и может быть использовано в прокатном производстве для перенастройки и управления j межвалковым зазором на станах бесконечной прокатки.
Известно нажимное устройство клети прокатного стана, включающее нажимной винт с приводным механизмом его перемещения для установки межвалкового зазора и для ста- Ю билизации межвалкового зазора в ходе прокатки, размещенными в общем корпусе 1.
Механизмы перемещения нажимного винта выполнены в виде зубчатой передачи.
Недостатком такого нажимного устройства является недостаточное быстродействие, вытекающее из необходимости реверсирования двигателя при переменных направляющих перемещения винта, что не позволяет стабилизировать межвалковый зазор с учетом эксцентриситета и биений опорных и рабо- 20 чих валков при современных скоростях прокатки.
Кроме того, реверсирование двигателя при выполнении операций по установке заданного межвалкового зазора и стабилизации его в ходе прокатки ведет к дополнительным энергозатратам.
Целью предлагаемого изобретения является повышение быстродействия нажимного устройства и уменьшения энергозатрат при установке заданного межвалкового зазора и стабилизации его в ходе прокатки.
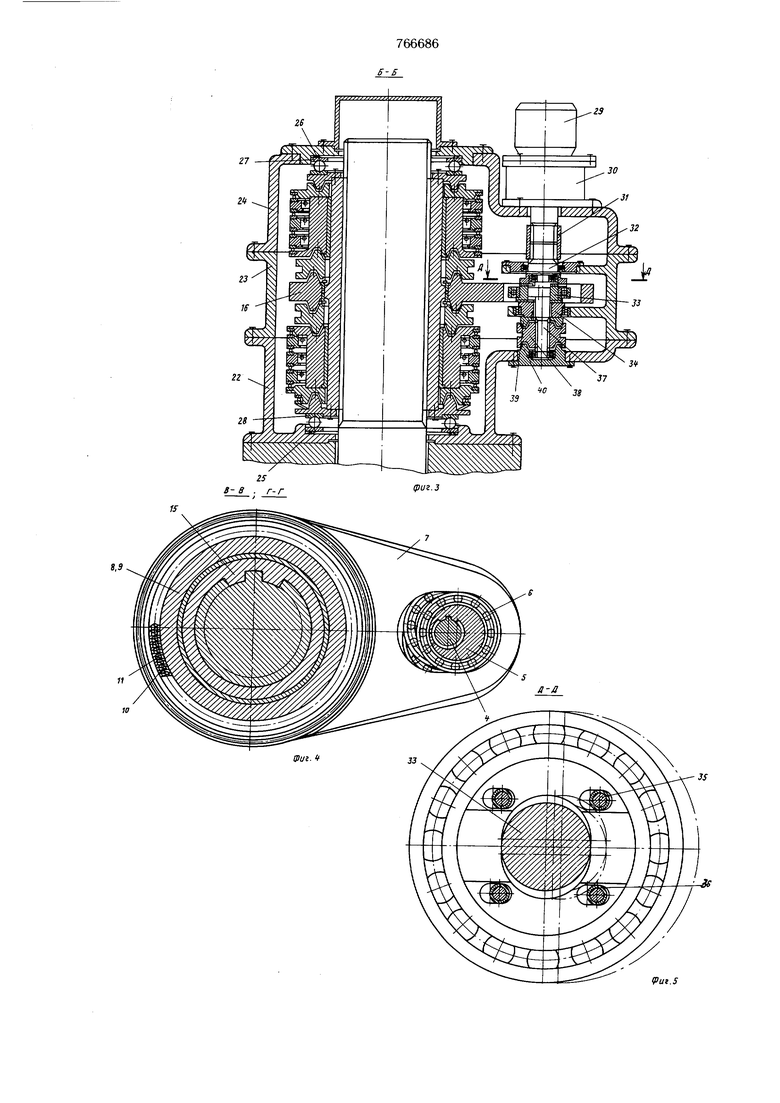
На фиг. 1 дан вид нажимного устройства сверху; на фиг. 2 - разрез на фиг. 1, поясняющий работу проворачивания нажим ного винта; на фиг. 3 - разрез Б-Б на фиг. 1, поясняющий работу привода качания нажимного винта; на фиг. 4 - разрез В-В и Г-Г фиг. 2; на фиг. 5 - разрез Д-Д на фиг. 3 - механизма управления эксцентриситетом кривошипа привода качания нажимного винта; на фиг. 6 изображена кинематическая схема кривошипно кулисного механизма с качающейся кулисой и муфтой свободного хода, заложенного в основу заявляемого нажимного устройства; на фиг. 7 изображен график изменения передаточного числа от двигателя к нажимному винту в зависимости от угла поворота кривошипного вала при трехкулисном механизме
проворачивания винта с тремя кривошипами, расположенными на равных угловых расстояниях.
Нажимное устройство клети прокатного стана включает нажимной винт с приводными механизмами его перемещения для установки межвалкового зазора и для стабилизации межвалкового зазора в ходе прокатки. Оба механизма размещены в общем корпусе.
Механизм перемещения винта для установки межвалкового зазора состоит из следующих основных частей.
Двигатель 1 с промежуточным, например планетарным, редуктором 2, через щлицевую втулку 3 соединяется с ведущим валом 4. На щлицевой части вала 4 установлены две группы кривощипов 5 с подщипниками 6 качения, которые входят в окна кулис 7 с минимальным зазором.
В данном случае на ведущем валу 4 в каждой группе на равных угловых расстояниях установлено по три кривошипа 5 с подщипниками 6, которые устанавливаются в окно двух групп по три кулисы 7 проворачивания. В общем случае можно установить необходимое число кулис с кривощипами в каждой группе, исходя из предъявляемых требований к плавности перемещения винта в каждом направлении. Каждая группа кулис проворачивания установлена соответственно на свободно вращающихся ведущих втулках 8 и 9 со встроенными полумуфтами. А в кольцевом зазоре между ведущими втулками 8 и 9 и каждой надетой на них кулисой установлены механизм односторонней передачи крутящего момента, включающие специальные ролики 10, которые соединены между собой винтовыми пружинами 11. Установка специальных роликов 10 между кулисой проворачивания и втулкой, обеспечивает одностороннюю передачу крутящего момента от кулисы ко втулке. При этом, установка роликов 10 производится таким образом, что передаваемый верхней группой кулис крутящий момент направлен противоположно крутящему моменту, передаваемому нижней группой кулис. А пружины 11 установлены в роликах 10 таким образом, что постоянно стремятся повернуть их в рабочее положение, прижимая к поверхностям кулисы и втулки.
Кулисы 7 проворачивания монтируются на ведущих втулках 8 и 9 с помощью фланцев 12 и 13 со встроенными полумуфтами. При этом по обе стороны каждой кулисы устанавливаются упорные подщипники 14 качения, что обеспечивает параллельность кулис между собой и снижает энергозатраты на преодоление трения при их взаимном перемещении.
Собранные ведущие втулки 8 и 9 устанавливаются на щлицевой втулке 15, причем предварительно на щлицевую втулку 15 устанавливают кулису 16 качания винта
и две муфты 17 переключения и 18 механизма переключения направления передачи крутящего момента. По торцам шлицевой втулки крепятся полу муфты 19 и 20 и через щлицы она входит в зацепление с нажимным винтом 21.
Шлицевая втулка 15 в сборе устанавливается в корпусе, состоящем в данном случае из трех частей: нижней 22, средней 23 и верхней 24. Причем.торцовые полумуфты 19 и 20 упираются в собранный корпус через упругие элементы 25, 26 например тарельчатые пружины, и упорные подщипники 27, 28.
Механизм стабилизации межвалкового зазора в ходе прокатки состоит из следующих основных частей. Двигатель 29 с промежуточным редуктором 30, через щлице вую втулку 31 соединяется с ведущим валом 32, на конце которого имеется фланец с пазом.
Кривощип 33 крепится подвижно флан0 цел: 34 с пазом, болтами 35 дистанционными втулками 36 к фланцу вала 32. При этом выступы кривошипа входят в пазы фланцев.
Внутри кривощипа 33 находится кулачок кулачкового вала 37. На шлицевой
части кулачкового вала 37 установлена муфта 38 управления эксцентриситетом кривощипа 33. Муфта 38 при этом может замыкаться или с полумуфтой 39, установленной на фланце 34 или с полумуфтой 40, закрепленной неподвижно во фланце вала 32 и в полумуфте 40. Кривощип 33 расположен в окне кулисы 16 качания винта со встроенными полумуфтами, которая установлена в средней части щлицевой втулки 15.
Оба устройства после сборки устанавлиi ваются на нажимной винт 21 и нижняя часть сборного корпуса крепится неподвижно, например к клети стана.
В качестве редуктора в предлагаемом нажимном устройстве могут быть исполь.. зованы, например одноступенчатые планетарные редукторы. В качестве муфт переключения и управления могут быть использованы, например конические фракционные муфты с любым видом включения. Нажимное устройство клети прокатного стана работает сле5 дующим образом.
Для установки заданного межвалкового зазора включается двигатель 1 перемещения нажимного винта. Крутящий мо.мент от привода передается через щлицевую втулку 3 на ведущий вал 4 с кривошипами 5, которые, качая кулисы 7, вращают с помощью специальных роликов 10 в противоположные стороны ведущие втулки 8 и 9. В зависимости от замыкания муфты 17 или
5 18 переключения соответственно на одну из втулок 8 или 9 нажимной винт 21 вворачивается или выворачивается из нажимной гайки, устанавливая заданный межвалковый зазор. При этом, благодаря наличию упругих элементов 25 и 26, переход от трения покоя к трению движения в паре нажимной винт 21 - нажимная гайка, происходит ранее, чем в паре втулка 15 - нажимной винт 21, что снижает потребные мощности в пусковые моменты. После установления заданного зазора муфты 17 и 18 переключения замыкаются на кулисе 16 качания винта, двигатель 1 выключается. Для стабилизации межвалкового зазора в ходе прокатки, то есть отработки суммарных биений рабочих и опорных валков, включается двигатель 29. Крутящий момент от привода передается через щлицевую втулку 31 на ведущий вал 32 с фланцем 34 со встроенной полумуфтой 39. Для установки заданного эксцентриситета кривошипу 33 муфта 38 замыкается с полумуфтой 40 при этом кулачковый вал проворачивается относительно ведущего вала 32 с фланцем 34 и перемешает по пазам кривошип 33, меняя его эксцентриситет относительно оси вращения. В расчетный момент, соответствующий установке заданного эксцентриситета кривошипа 33, муфта 38 размыкается с полумуфтой 40 и замыкается с полумуфтой 39 и кулиса 16 начинает совершать колебательные движения, которые через замкнутые на кулисе 16 муфты переключения 17 и 18 передаются на шлицевую втулку 15 и далее на винт 21. Винт совершает колебательные возвратно-поступательные перемещения вдоль оси вращения на величину, соответствующую ожидаемой амплитуде биения межвалкового зазора. Частота осевых колебательных перемещений винта зависит от оборотов двигателя 29 и устанавливается соответственно ожидаемой частоте биений межвалкового зазора. Таким образом, управляя амплитудой возвратно-поступательных перемещений винта и частотой перемещения стабилизируется межвалковый зазор в клети. Так как при стабилизации межвалкового зазора перемещений винта незначительны и имеют возвратно-поступательный характер, шлицевая втулка 15 перемещается вместе с нажимным винтом, деформируя упругие элементы 25 и 26. Так как усилия упругих элементов меньше усилий перем-ещения шлицевой втулки 15 относительно винта. Это позволяет снизить энергозатраты на обработку межвалкового зазора, уменьщив потери на трение между щлицевой втулкой 15 и винтом 21. Формула изобретения 1Нажимное устройство клети прокатного стана, включающее нажимной винт с приводными механизмами его перемещения для установки межвалкового зазора и для стабилизации межвалкового зазора в ходе прокатки, размещенными в общем корпусе, отличающееся тем, что, с целью повыщения быстродействия устройства и точности его настройки за счет уменьшения инерционности, каждый механизм выполнен в виде двух групп кулис, одна из которых через кривощипы связана с валом привода механизма для установки межвалкового зазора, другая - с валом привода механизма стабилизации межвалкового зазора в ходе прокатки, причем каждая группа кулис кинематически связана с нажимным винтом через механизм односторонней передачи их крутящего момента и механизм переключения направления передачи крутяшего момента, установленные соосно на нажимном винте. 2. Нажимное устройство клети прокатного стана по п. 1, отличающееся тем, что, с целью уменьшения энергозатрат при установке заданного межвалкового зазора и стабилизации его в ходе прокатки механизмы односторонней передачи крутящего момента и механизмы переключения направления крутящего момента установлены соосно на нажимном винте, выполнены подпружиненными относительно корпуса устройства. Источники информации, принятые во внимание при экспертизе 1. Экспресс-информация «Новости черной металлургии за рубежом, института «Чермет информация, № 13-И, 1976, с. 3.

| название | год | авторы | номер документа |
|---|---|---|---|
| Нажимное устройство клети прокатного стана | 1983 |
|
SU1122385A1 |
| Устройство для вертикальной регулировки валка прокатной клети | 1986 |
|
SU1386322A1 |
| Механизм предварительной установки валков прокатного стана | 1988 |
|
SU1570812A1 |
| Шпиндель привода прокатного стана | 1978 |
|
SU706147A1 |
| Преобразователь равномерного вращения в неравномерное | 1986 |
|
SU1405924A1 |
| Прокатная клеть | 1980 |
|
SU954121A1 |
| Устройство для дискретного регулирования межвалкового зазора прокатной клети | 1988 |
|
SU1570813A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| КЛЕТЬ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННОЙ ТОЛЩИНОЙ ПО ДЛИНЕ | 1990 |
|
RU2043798C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕСТАНОВКИ ВАЛКА В ПРОКАТНОЙ КЛЕТИ | 2014 |
|
RU2631550C1 |


A-A
300 BOO 700 SOO
soo wo
120°
eo
b
300 JfO
/гв°
Л.б.
