Изобретение относится к средствам автоматизации управления процессом механической обработки и может быть использовано преимущественно на многоцелевых станках с ЧПУ с автоматической сменой инструмента и сменными плитами-спутниками.
Известно устройство для снятия виброакустических сигналов в процессе резания, содержащее датчик вибраций, электрически связанный с приемоанализирующей аппаратурой. В устройстве датчик вибрации установлен на режущем инструменте, а потому характеристика сигнала оптимальна 1.
Однако устройство неприменимо на станках с автоматической сменой разнотипного инструмента, например на многоцелевых сверлильно-фрезерно-расточных станках с ЧПУ.
Цель изобретения - расщирение технологических возможностей устройства, т. к. снятие виброакустического высокочастотного сигнала за счет создания в системе СПИД волновода для прохождения виброакустического сигнала от зоны резания до места установки датчика вибраций позволяет применить существующие средства контроля состояния режущего инструмента на многоцелевых станках с ЧПУ с автоматической сменой инструмента и сменными приспособлениями-спутниками.
Поставленная цель достигается тем, что в устройстве для снятия виброакустических сигналов в процессе резания преимущественно на многоцелевых станках с ЧПУ с автоматической сменой инструмента и сменными приспособлениями-спутниками, содержащем датчик вибрации, электрически связанный с приемоанализирующей аппаратурой, оно снабжено диском, предназначенным для установки на приспособлении-спутнике, и подпружиненным относительно диска упором, предназначенным для установки на столе станка, при этом датчик вибрации закреплен на указанном упоре.
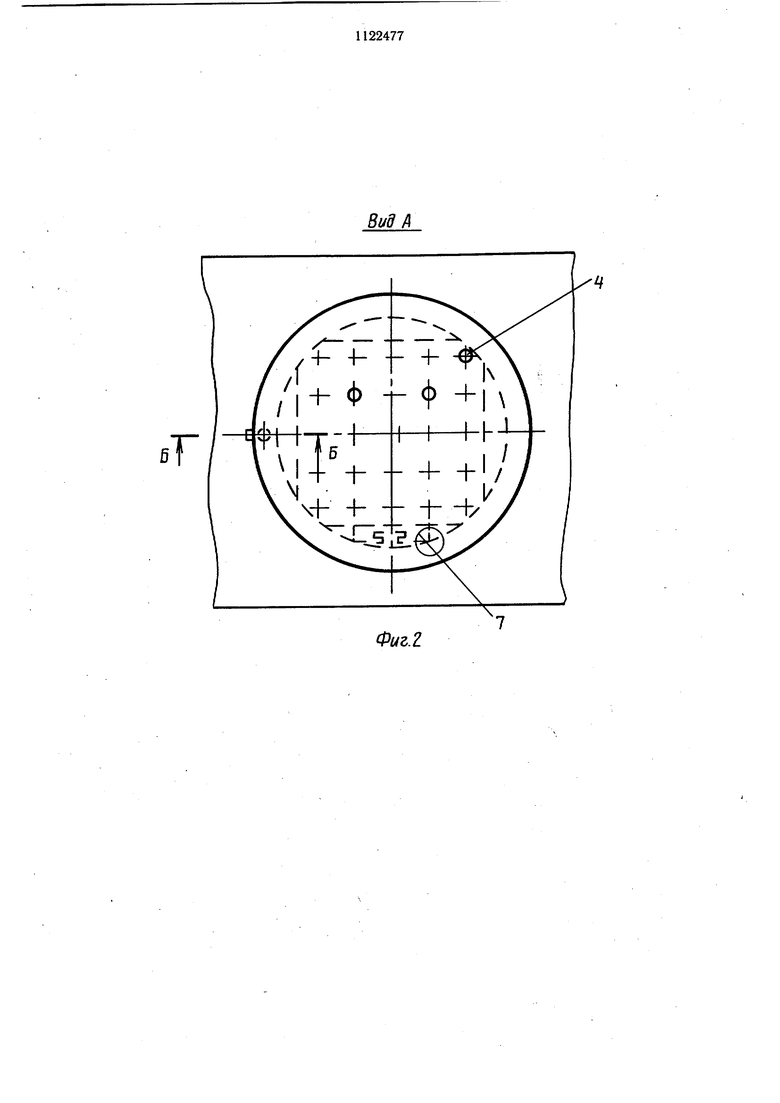
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Сменное приспособление-спутник 1 установлено на поворотной части 2 стола 3 станка. Отверстия 4 в рабочей поверхности приспособления-спутника 1 предназначены для крепления заготовок 5 или зажимных приспособлений (не показаны). Приспособление-спутник 1 снабжено диском 6. Зацеп 7 служит для установки и съема приспособления-спутника 1 станочным механизмом
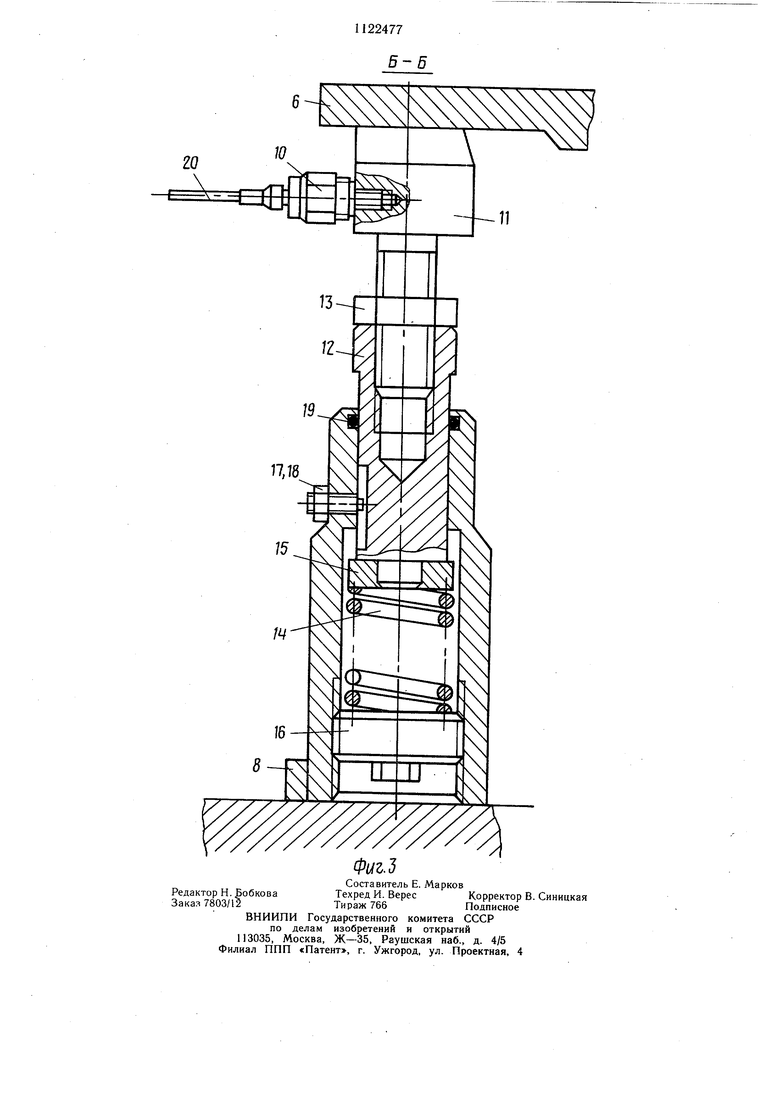
смены спутников. Корпус 8 устройства для снятия виброакустического сигнала закреплен болтами 9 на столе 3 станка. Датчик 10 вибраций, например пьезоэлектрический
преобразователь, резьбовой шпилькой закреплен на упоре 11. Хвостовик упора ввернут в щток 12, расположенный в корпусе 8 с возможностью осевого перемещения, и зафиксирован контргайкой 13. Шток 12 поджат пружиной 14 через шакбу 15. Уси лие пружины 14 регулируется резьбовой пробкой 16. В Koprtyce 8 радиально установлен винт 17 с контргайкой 18, исключающий произвольный поворот щтока 12 н его выпадение из корпуса 8. Уплотнение 19 предот5 вращает попадание СОЖ и стружки внутрь корпуса 8. Датчик 10 связан проводами 20 с приемоанализирующей аппаратурой (не показана).
Предлагаемое устройство работает следующим образом.
0 Сменное приспособление-спутник 1 с заготовкой 5 при помощи зацепа 7 станочным устройством смены спутников устанавливается на направляющие поворотной части стола 3 и фиксируется. В соответст5 ВИЙ с программой обработки производится поворот приспособления-спутника 1 в рабочую позицию, его опускание на величину хода а и зажим станочным механизмом. При опускании приспособления-спутника диск 6 подходит к упору 11, нажимает на
0 него и вместе с ним опускается до конца вертикального хода а приспособления-спутника. Пружина 14 обеспечивает поджатие упора 11 к диску 6 с заданным усилием. При смене приспособления-спутника 1 и его повороте между диском 6 и упором 11 зазор сохраняется.
В процессе обработки заготовки виброакустические сигналы из зоны резания через заготовку 5, приспособление-спутник 1 с диском 6 поступают на упор 11 н датчик
Q 10 вибраций, где преобразуются в электрические сигналы и по проводам 20 передаются к приемоанализирующей аппаратуре.
Предлагаемое устройство позволяет снимать виброакустические сигналы наиболее близко к зоне резания при любом угле пово5 рота приспособления-спутника и создает оптимальные условия прохождения сигнала от зоны резания до датчика, сокращает длину волновода и устраняет помехи, благодаря чему повыщается достоверность и надежность снятия высокочастотных виброакустических сигналов.
Вид А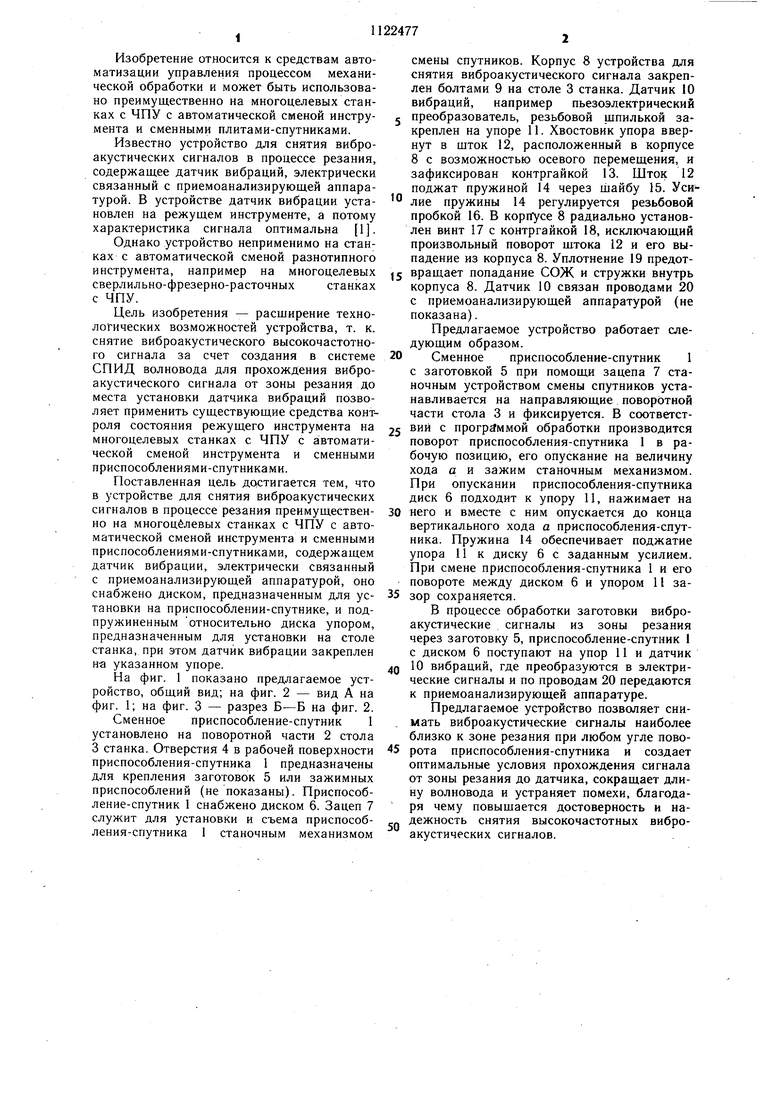
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок с ЧПУ | 1983 |
|
SU1090538A1 |
| Способ управления процессом поточного производства | 1978 |
|
SU774918A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Устройство для ограждения зоны обработки металлорежущего станка | 1982 |
|
SU1052367A1 |
| Устройство для автоматической смены приспособлений-спутников | 1989 |
|
SU1722778A1 |
| Гибкий производственный модуль | 1987 |
|
SU1419852A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Устройство для обнаружения износа и поломок режущего инструмента на металлорежущих станках | 1984 |
|
SU1744589A1 |
УСТРОЙСТВО ДЛЯ СНЯТИЯ ВИБРОАКУСТИЧЕСКИХСИГНАЛОВ В ПРОЦЕССЕ РЕЗАНИЯ преимущественно на многоцелевых станках с ЧПУ с автоматической сменой инструмента и сменными приспособлениями-спутниками, содержащее датчик вибрации, электрически связанный с приемоанализирующей аппаратурой, отличающееся тем, что, с целью расширения технологических возможностей устройства, оно снабжено диском, предназначенным для установки на приспособленииспутнике, и подпружиненным относительно диска упором, предназначенным для установки на столе станка, при этом датчик вибрации закреплен на указанном упоре. (Л ю к 4: 1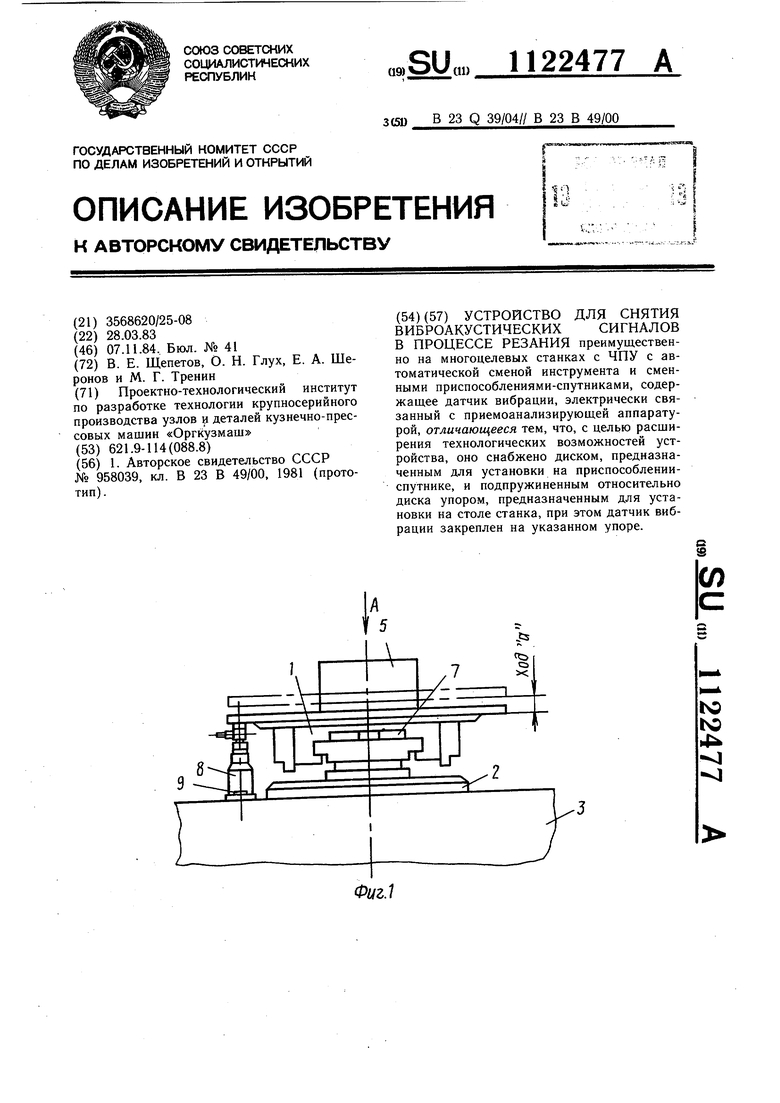
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения износа режущего инструмента | 1980 |
|
SU958039A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
