1
Изобретение относится к станкостроению, в частности к гибким автоматическим линиям на базе агрегатных металлообраб атывающих станков с ЧПУ.
Цель изобретения - расширение технологических возможностей.
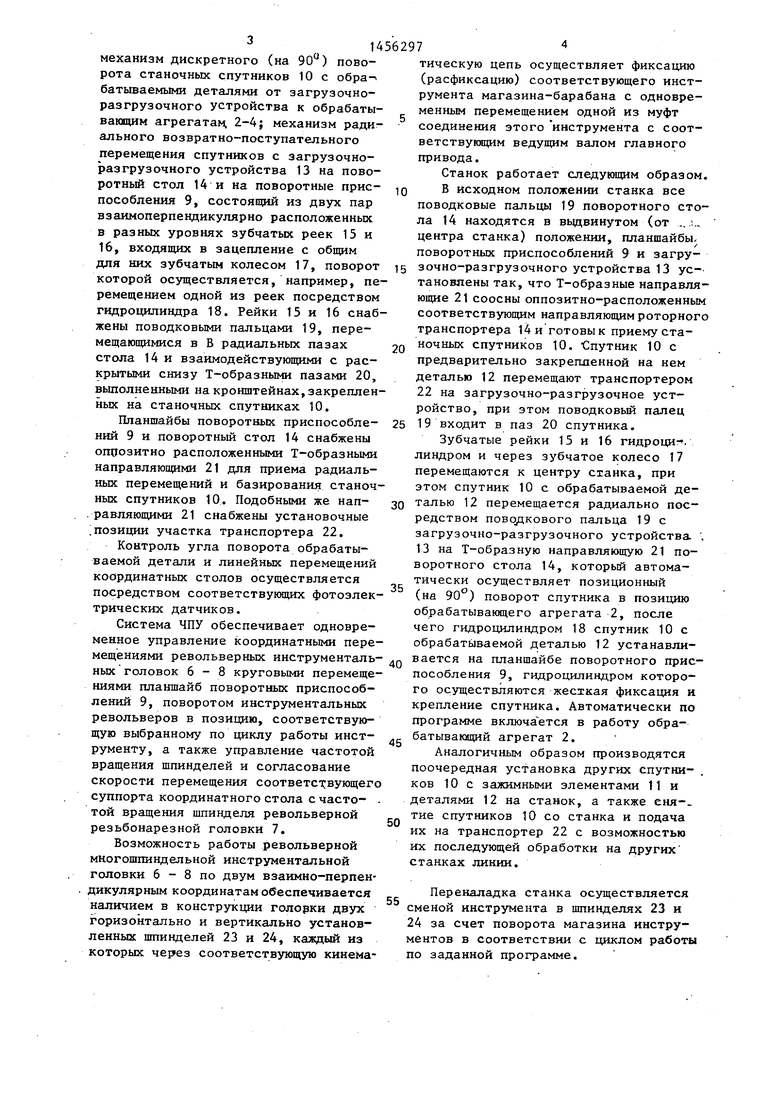
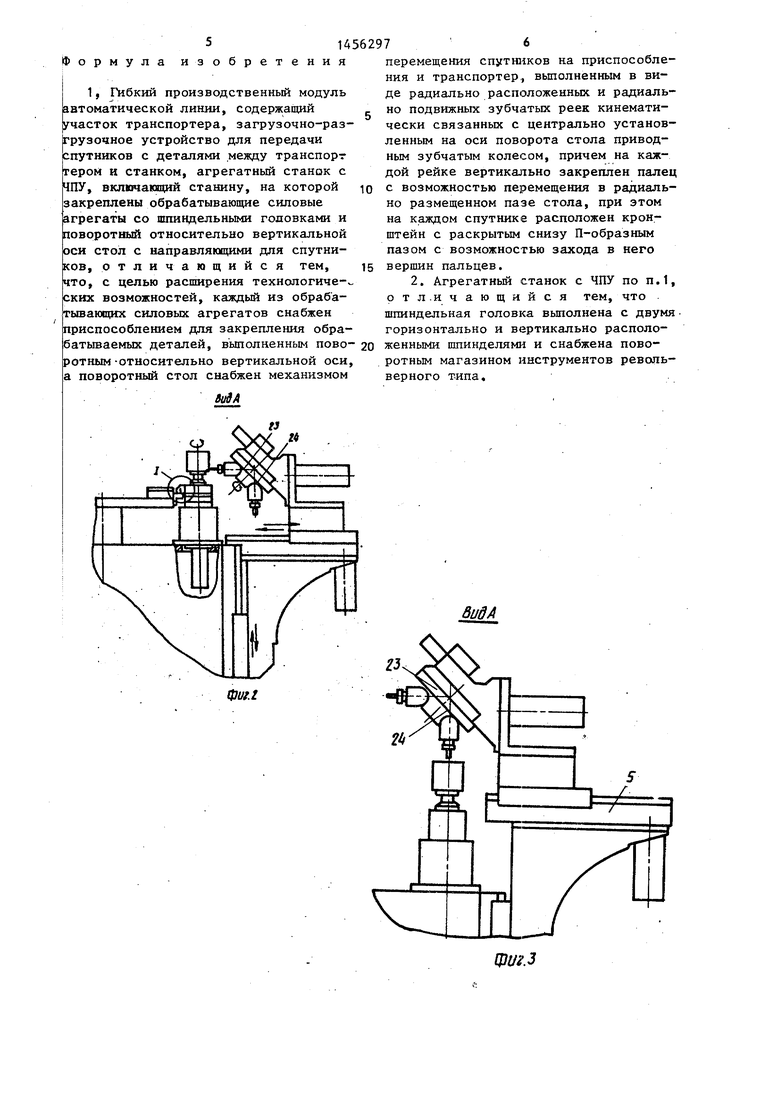
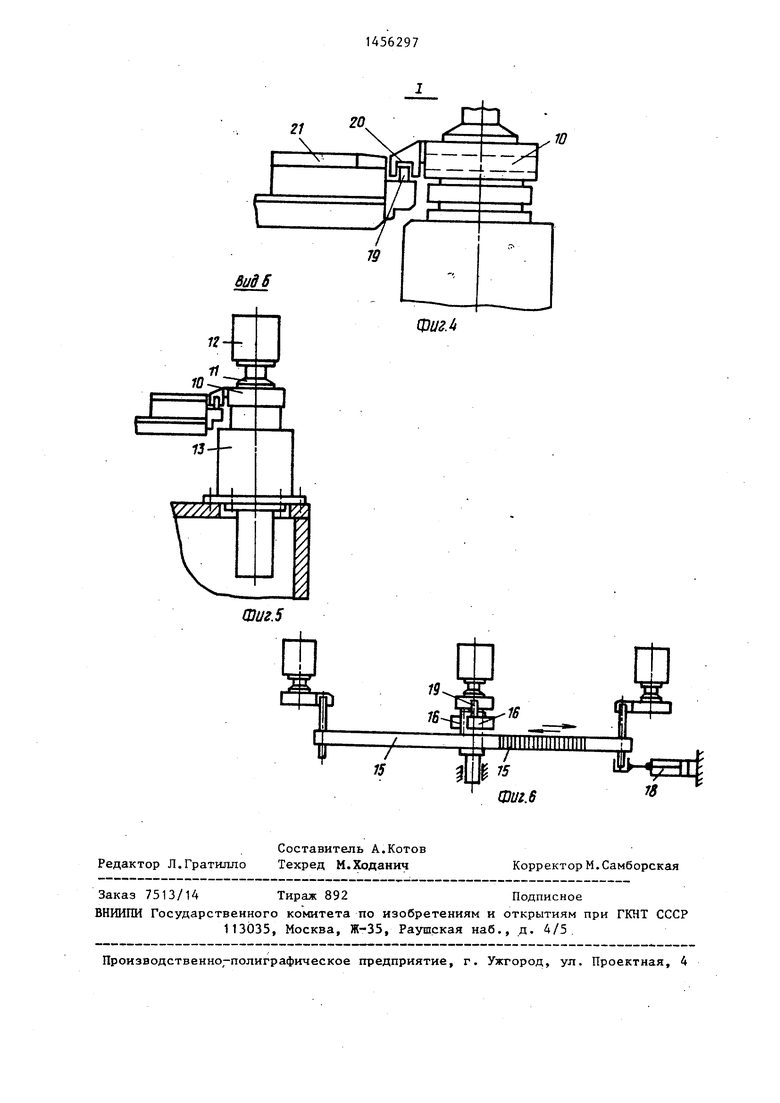
На фиг. 1 изображен гибкий произ- Бодственньй модуль, общий вид; на фиг. 2 - вид А на фиг. 1 (шпиндельная головка в позиции обработки вертикальных поверхностей); на фиг.З - вид А на фиг.-1 (шпиндельная головка в позиции обработки горизонтальной поверхности детали); на фиг. 4 - узел I на фиг. 2; на фиг. 5 - вид Б на фиг. 1; на фиг. 6 - схема зубчаторе- ечного механизма переталкивания спутНИ1СОВ. ..
Модуль включает станок 1, состоящий из станины . 1 и трех обрабатывающих силовых агрегатов, например сверлильного 2, резьбонарезного 3 и фре- зерно-расточного 4, и встроенньм в автоматическую линию.
Каждьй обрабатывающий агрегат содержит 2- или 3-координатный стол 5 с установленной на нем соответствующей шпиндельной головкой 6, 7 или 8, каждая из которых снабжена магазином инструментов револьверного типа, и
поворотное приспособление 9 непрерывного действия, жестко установленное на верхней плоскости станины.
Для установки и смены станочных спутников 10 с зажимными элементами 11, а также для обеспечения крепления обрабатываемой детали 12 на станке 1 служит загрузочно-разгрузочное
устройство 13, при этом крепление детали осуществляется посредством тарельчатой пружины, а разжим - посредством толкателя, например штока гидроцилиндра.
Фиксация и зажим станочного спутника 10 на планшайбе поворотного приспособления 9 осуществляются усилием тарельчатой пружины, а разжим и рас- , фиксация - посредством гид р о цилиндр а..
Поворот планшайбы со станоч.ным
спутником 10 и обрабатываемой деталью 12 на.заданньй угол осуществляется через червячный беззазорный редуктор поворотного устройства посредством,
например, электродвигателя.
Поворотньй стол 14 установлен на верхней плоскости станины центрально относительно обрабатываюш 1Х агрегатов 2 - 4 и загрузо.чно-разгрузочного
устройства 13 и включает в себя два механизма с автономными приводами;
I
механизм дискретного (на 90) поворота станочных спутников 10 с обра батьтаемыми деталями от загрузочно- разгрузочного устройства к обрабатывающим агрегатам. 2-4; механизм радиального возвратно-поступательного перемещения спутников с загрузочно- разгрузочного устройства 13 на поворотный стол 14 и на поворотные приспособления 9, состоящий из двух пар взаимоперпендикулярно расположенных в разных уровнях зубчатых реек 15 и 16, входящих в зацепление с общим для них зубчатым колесом 17, поворот которой осзтцествляется, например, перемещением одной из реек посредством гидроцилиндра 18. Рейки 15 и 16 снабжены поводковыми пальцами 19, перемещающимися в В радиальных пазах стола 14 и взаимодействующими с раскрытыми снизу Т-образными пазами 20, выполненными на кронштейнах,закрепленных на станочных спутниках 10.
Планшайбы поворотных приспособлений 9 и поворотный стол 14 снабжены опрозитно расположенными Т-образными направляющими 21 для приема радиальных перемещений и базирования станочных спутников 10. Подобными же нап- . равляющими 21 снабжены установочные ;позиции участка транспортера 22.
Контроль угла поворота обрабатываемой детали и линейных перемещений координатных столов осуществляется посредством соответствукмцих фотоэлектрических датчиков.
Система ЧПУ обеспечивает одновременное управление координатными перемещениями револьверных инструментальных головок 6-8 круговыми перемещениями планшайб поворотных приспособлений 9, поворотом инструментальных револьверов в позицию, соответствующую выбранному по циклу работы инструменту, а также управление частотой вращения шпинделей и согласование скорости перемещения соответст вующего суппорта координатного стола с часто- . той вращения шпинделя револьверной резьбонарезной головки 7.
Возможность работы револьверной мКогошпиндельной инструментальной головки б - 8 по двум взаимно-перпендикулярным координатам обеспечивается наличием в конструкции голорки двух горизонтально и вертикально установленных шпинделей 23 и 24, каждый из которых через соответствующую кинема145
6297
тическую цепь осуществляет фиксацию (расфиксацию) соответствующего инструмента магазина-барабана с одновременным перемещением одной из муфт соединения этого инструмента с соот- ветствуклцим ведущим валом главного привода.
Станок работает следующим образом.
10 В исходном положении станка все поводковые пальцы 19 поворотного стола 14 находятся в выдвинутом (от .,.-.„ центра станка) положении, планшайбы, поворотных приспособлений 9 и загру-
5 зочно-разгрузочного устройства 13 установлены так, что Т-образные направляющие 21 соосны оппозитно-расположенным соответствующим направляющим роторного транспортера 14 и готовы к приему ста0 ночных спутников 10. Спутник 10 с предварительно закрепленной на нем деталью 12 перемещают транспортером 22 на загрузочно-разгрузочное устройство, при этом поводковый палец
5 19 входит в паз 20 спутника.
Зубчатые рейки 15 и 16 гидроциг. линдром и через зубчатое колесо 17 перемещаются к центру станка, при этом спутник 10 с обрабатываемой де0 талью 12 перемещается радиально посредством поводкового пальца 19 с загрузочно-разгрузочного устройства. . 13 на Т-образную направляющую 21 поворотного стола 14, который автоматически осуществляет позиционный (на 90 ) поворот спутника в позицию обрабатывающего агрегата 2, после чего гидроцилиндром 18 спутник 10 с обрабатываемой деталью 12 устанавливается на планшайбе поворотного приспособления 9, гидроцилиндром которого осуществляются жесткая фиксация и крепление спутника. Автоматически по программе включа ется в работу обрабатывающий агрегат 2.
Аналогичным образом производятся поочередная установка других спутников 10 с зажимными элементами 11 и деталями 12 на станок, а также еня-. тие спутников 10 со станка и подача их на транспортер 22 с возможностью их последующей обработки на других станках линии.
0
5
0
55
Переналадка станка осуществляется сменой инструмента в шпинделях 23 и 24 за счет поворота магазина инструментов в соответствии с циклом работы по заданной программе.
Сч
фиг.1
ВидА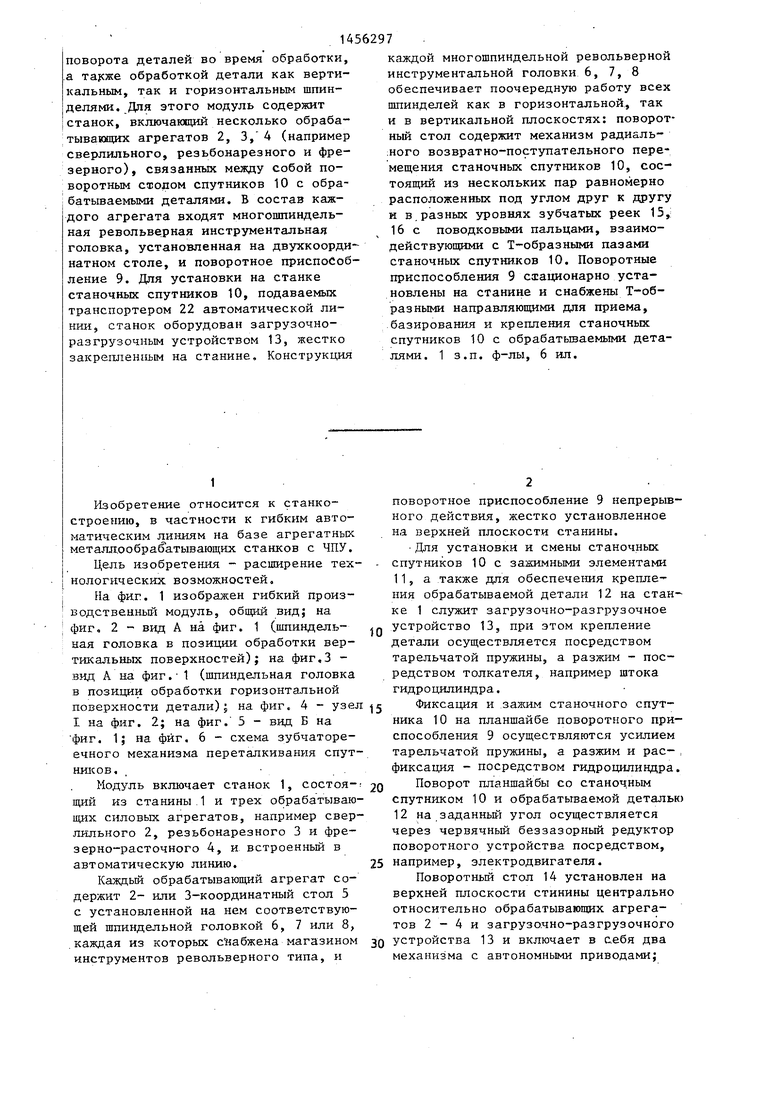
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| Многооперационный станок | 1988 |
|
SU1708572A1 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |
Изобретение относится к станкостроению, в частности .к гибким автоматическим линиям на базе агрегатных станков с ЧПУ. Цель изобретения - расширение технологических возможностей - обеспечивается возможностью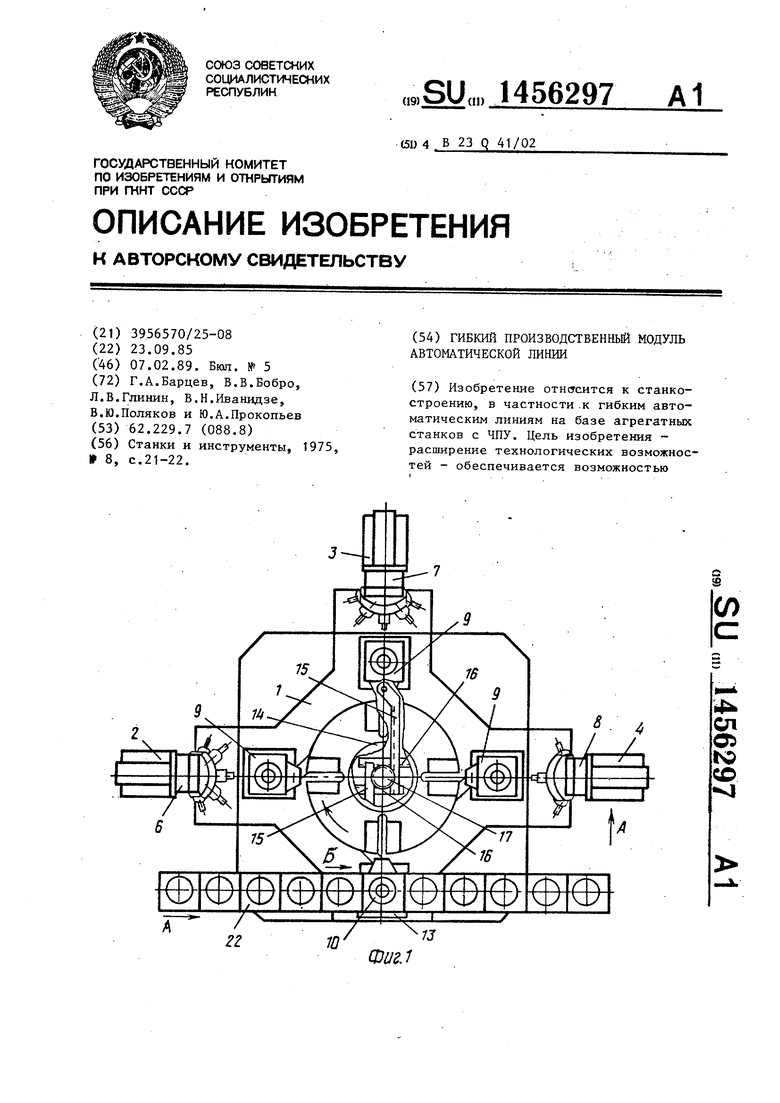
Фш.з
21
Вид 6
Фиг. 5
ю
Фиг.
18
| Станки и инструменты, 1975, 8, с.21-22. |
