со
00 ел
IND
Изобретение относится к машинострое нию, а именно к станкостроению, и касается многооперацнонных станков с числовым программным управлением, автоматической сменой инструмента и .обрабатываемых изделий.
Цель изобретения - расширение технологических возможностей за счет увеличения зоны обработки, что обеспечивается возможностью размещения устройства смены инструментов вне станка.
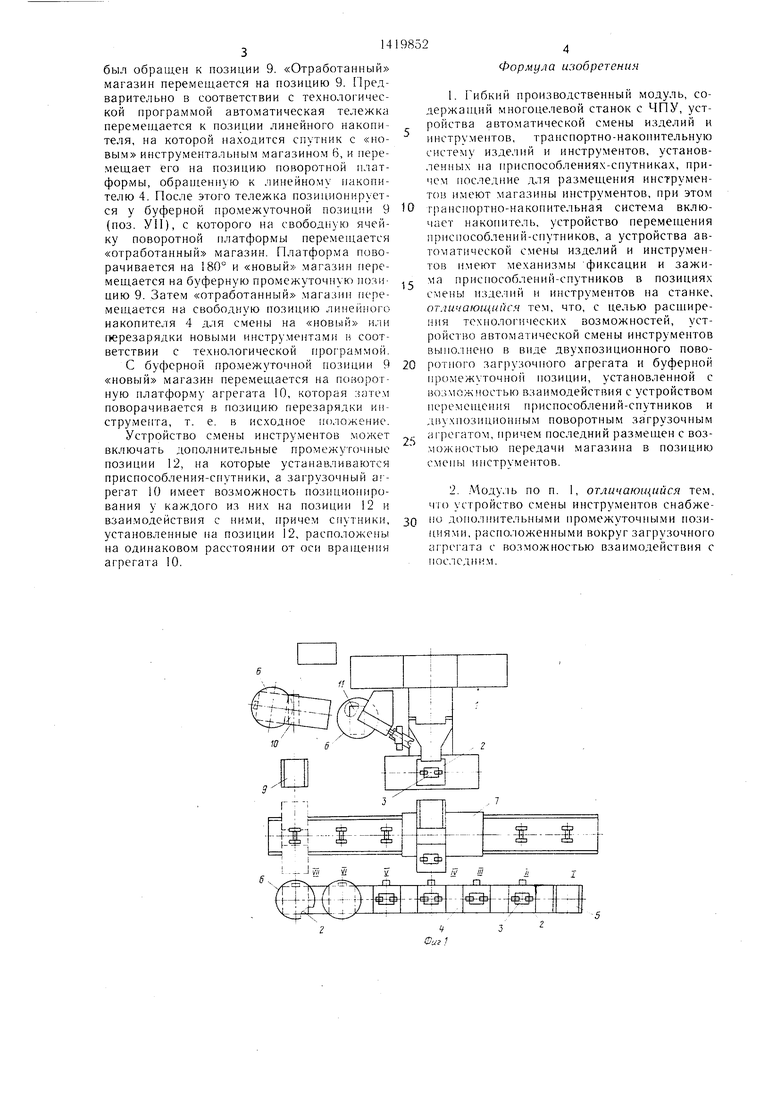
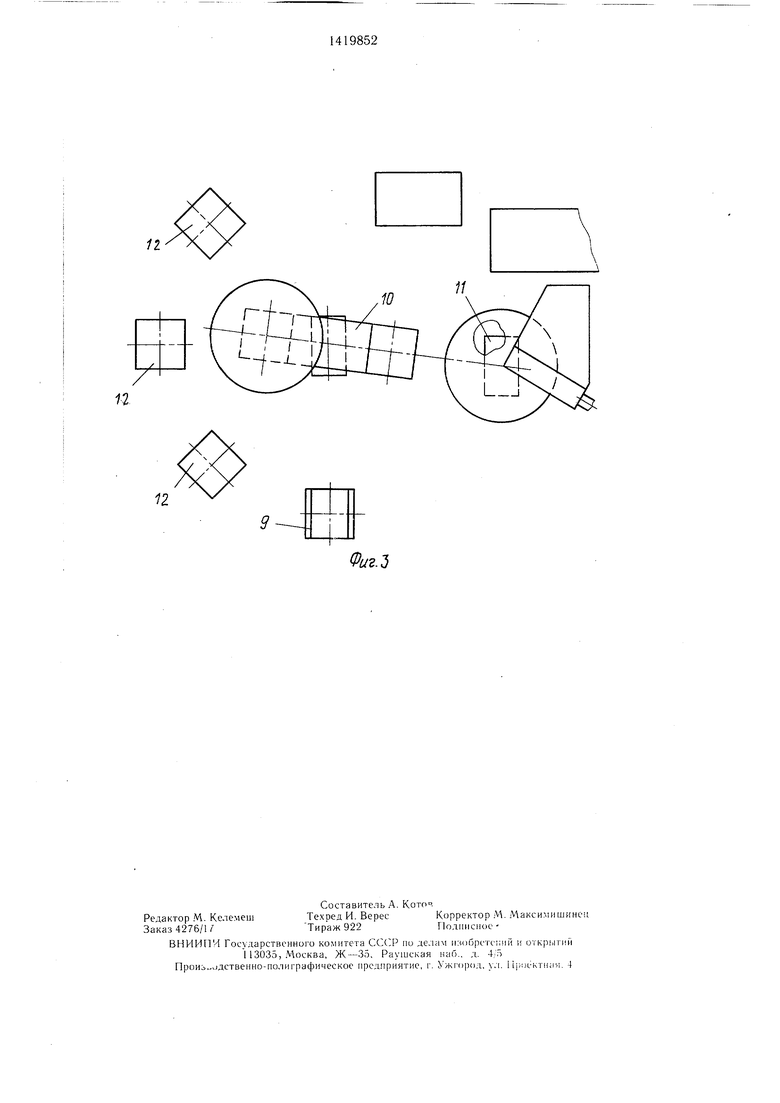
На фиг. 1 изображен ГПМ, вид сверху; на фиг. 2 - то же, вид слева; на фиг. 3 - устройство смены инструментов с дополнительными промежуточными позициями, вид сверху.
Гибкий производственный модуль состоит из многоцелевого станка с ЧПУ 1, на столе которого устанавливаются и фиксируются приспособления-спутники 2 с закрепленными обрабатываемыми изделиями 3. Перед станком стационарно перпендикулярно оси шпинделя станка установлен линейный накопитель 4, состоящий из отдельных блоков 5 с возможностью размещения н. них приспособлений-спутников 2 с закрепленными изделиями 3 или инструментальными магазинами 6. Между столом станка 1 и накопителем 4 размещено устройство 7 перемещения приспособлений-спутников 2, выполненное в виде автоматической двухпози- ционной тележки, установленной с возможностью перемещения вдоль накопителя 4 и фиксации в рабочих положениях посредством механизма 8 фиксации, осуществляющего автоматическую смену столов-спутников с закрепленными обрабатываемыми изделиями 3 или инструментальными магазинами 6, т. е. транспортировку их от накопителя 4 соответственно к столу станка I или буферной промежуточной позиции 9 устройства смень инструментов, включающего также двухпо- зиционный поворотный загрузочный агрегат 10, выполненный с возможностью взаимодействия с приспособлениями-спутника МП. установленными на буферной промежуточной позиции 9, и устройство 11 позиционирования инструментального магазина в позиции его перезарядки и смены инструмента причем устройство 11 снабжено механизмом фиксации и зажима спутников.
Перед началом работы производится загрузка линейного накопителя 4 приспособлениями-спутниками 2 с закрепленными обрабатываемыми изделиями 3 и инструментальными магазинами 6. Количество инструментальных магазинов 6 на линейном накопителе 4 определяется количеством потребного инструмента для обработки деталей, количество блоков 5 накопителя 4 выбирается из расчета работы станка без операт 1ра. например, в течение одной смены.
Пример исходного расположения ириспо соблений-спутников 2 с батываемыми деталями 3 и инструмента,.оНЫми магазина
15
20
25
2
ми 6 показан на фиг. 1 (возможно изменение соотнощения количества приспособлений-спутников с обрабатываемыми деталями 3 и инструментальными магазинами 6 на линейном накопителе 4, в зависимости от техпроцесса). Исходное положение соответствует окончанию обработки детали на столе станка.
Смена заготовки происходит следующим образом.
10 Двухпозиционная тележка 7 находится в позиции смены заготовок (поз. /У). Она выполнена, например, с возможностью поворота двухпозиционной платформы. На поворотной платформе со стороны линейного накопителя 4 расположено приспособление- спутник с необработанным изделием 3. Тележка осуществляет перемещение приспособления-спутника с обработанным изделием 3 со станка на свободную позицию своей двухпозиционной поворотной платформы. Она поворачивается на 180°, затем приспособление-спутник с заготовкой тем же механизмом перемещается на стол станка 1. В результате на поворотной платфор.ме тележки со стороны линейного накопителя оказывается приспособление-спутник с обработанной деталью. Начинается обработка детали в автоматическом режиме. За это время те.. 1ежка перемещается к свободной позиции (поз. I) накопителя 4 и приспособление- спутник с обработанной деталью перемещается на эту позицию. Затем в соответствии с технологической программой обработки тележка перемещается вдоль линейного накопителя 4, например к позиции III, и перемещает приспособление-спутник, закрепленное на этой позиции, на поворотную
-J5 платформу, по окончании чего двухпозицион- шя тележка 7 возвращается в позицию смены заготовок (поз. 1Y). В результате описанных действий в течение, например, одной смены происходит полное замещение приспособлений с заготовками па приспо- соблепия-спутн.ики с обработап1- ыми дета- л я м и.
Смена инструментальных магазинов. Исходное по, :ожение: обработанный инструментальный магазин 6 находится в позиции перезарядки инструмента па устройстве 1 позиционирования инструментального магазина. «Новый инструментальный мага- зип находится на поворотпой платформе загрузочного агрегата 10. Приспособление- спутник с «отработанным магазином пере5Q метается па поворотную платформу, зате.м происходит поворот па 180° и сг:утпик с «новым магазином перемещается на устройство 11, фиксируется и зажимается па нем. Продолжается обработка детали в автоматическом режиме с «повым магазином.
55 Поворотная платформа агрегата 10 поворачивается в позицию взаимодействия с буферной промежуточпой позицией 9 так, чтобы cnyTi-iHK с «отработннпым магазином
30
40
45
был обращен к позиции 9. «Отработанный магазин перемещается на позицию 9. Предварительно в соответствии с технологической программой автоматическая тележка перемещается к позиции линейного накопителя, на которой находится спутник с «новым инструментальным магазином 6, и перемещает его на позицию поворотной платформы, обращен} ую к линейному накопителю 4. После Этого тележка позиционируется у буферной промежуточной позиции 9 (поз. УП), с которого на свободную ячейку поворотной платформы перемещается «отработанный магазин. Платформа поворачивается на 180° и «новый магазин перемещается на буферную промежуточную позицию 9. Затем «отработанный магазин пере- мещ,ается на свободную позицию линейного накопителя 4 для смены на «новый или гкгрезарядки новыми инструментами в соответствии с технологической программой.
С буферной промежуточной позиции 9 «новый магазин перемещается на поворотную платформу агрегата 10, которая затем поворачивается в позицию перезарядки струмента, т. е. в исходное положение.
Устройство смены инструментов . включать дополнительные промежуточные позиции 12, на которые устанавливаются приспособления-спутники, а загрузочный агрегат 10 имеет возможность позиционирования у каждого из них на позиции 12 и взаи.модействия с ними, причем спутники, установленные на позиции 12, расположены на одинаковом расстоянии от оси вращения агрегата 10.
0
- о
Формула изобретения
1.Гибкий производственный модуль, содержащий многоцелевой станок с ЧПУ, устройства автоматической смены изделий и инструментов, транспортно-накопительную систему изделий и инструментов, установленных на приспособлениях-спутниках, причем последние для размещения инструментов имеют магазины инструментов, при этом гранснортно-накопительная система включает накопитель, устройство перемещения приспособлений-спутников, а устройства автоматической смены изделий и инструментов имеют механизмы фиксации и зажима приспособлений-спутников в позициях смены изделий и инструментов на станке, отличающийся тем, что, с ие,1ью расшире- HiiH технологических возможностей, устройство автома ической смены инструментов выполнено в виде двухпозиционного поворотного загрузочного агрегата и буферной промежуточно позиции, установленной с возможностью взаимодействия с устройством перемещения приспособлений-спутников и дну.ч позиционным поворотным загрузочным агрегатом, причем последний размещен с возможностью передачи магазина в позицию смепы инструментов.
2.Модуль по п. 1, отличающийся тем. что устройство смены инструментов снабжено дополнительн ми промежуточными позициями, распо.поженными вокруг загрузочного агрегата с возможностью взаимодействия с последним.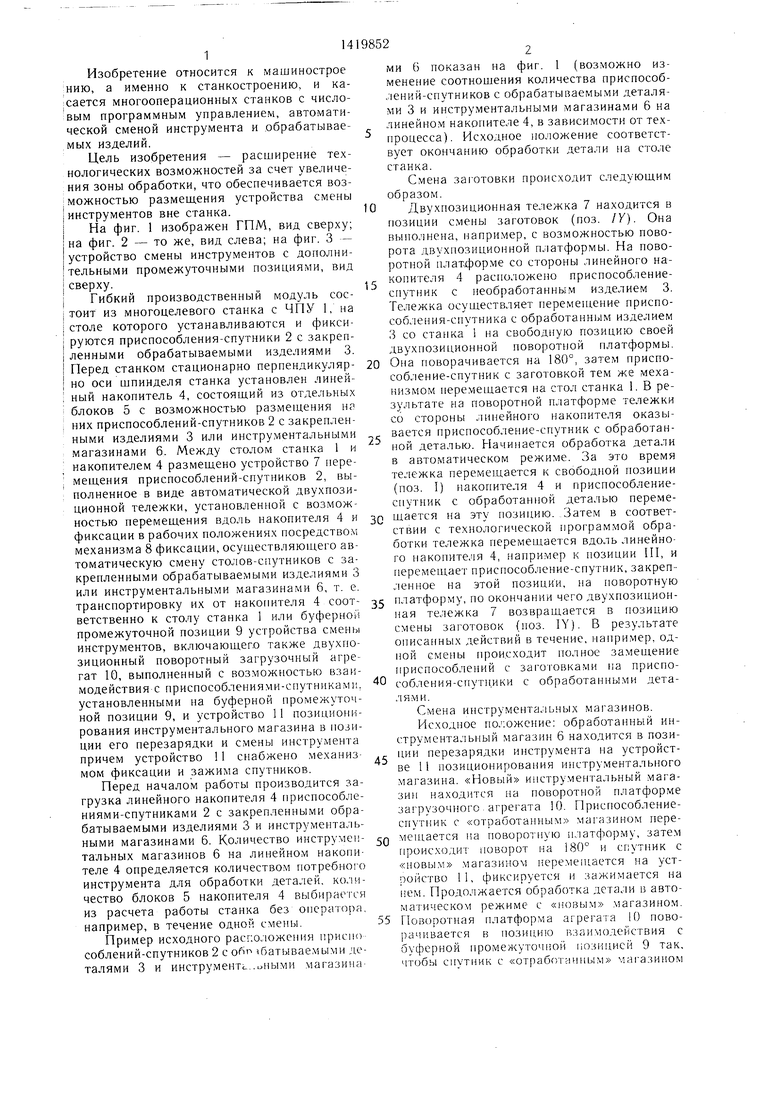
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Гибкий производственный комплекс | 1986 |
|
SU1386424A1 |
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Многоцелевой станок с ЧПУ | 1983 |
|
SU1166965A1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Металлорежущий станок с устройством для автоматической смены приспособлений-спутников | 1985 |
|
SU1373527A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| АВТОМАТИЗИРОВАННЫЙ ЗАВОД | 1992 |
|
RU2031768C1 |
Изобретение относится к ман1инострое- нию, а именно к станкостроению, и касается мно ооиераи.И()нн1л.х станков с iПУ, автоматической сменой инструмснтя н изделий. 1Дель изобретения - - расн1ирение ге.хнолошчески.х воз.можностей за счет увеличения зоны обработки. Это обесиечивается возможностью размен1ения устройства смены инструментов вне станка. Гибкий производственный модуль содержит станок 1 с ЧПУ, на рабочем столе которого закрепляются при- снособления-спутннки 2 с изделиями 3. Перед станком установлен накопитель 4 приспособлений-спутников 2 с изделиями 3 или магазинами б инструментов. Между етанком 1 и нако1Н1телем 4 размещено устройство 7 перемещения спутников 2, вынолненное в виде дву 10зицнонной тележки. Устройство смены инструментов расноложено вне станка и включает дву.хнозиционный загрузочный аг- pei;:; 10, буферную промежуточную нози- иик) 9, позицию смены инстру.ментов. 1 з.п. (ji-.ibi. 3 n. i. Ф
12
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
