Изобретение относится к автоматическому управлению процессом механической обработки и может быть использовано для контроля состояния, предотвращения и обнаружения поломок режущего инструмента, преимущественно на многоинструментальных станках с ЧПУ типа обрабатывающий центр.
Цель изобретения - повышение достоверности за счет, датчиков вибраций, включенных в каждом канале перед усилителями.
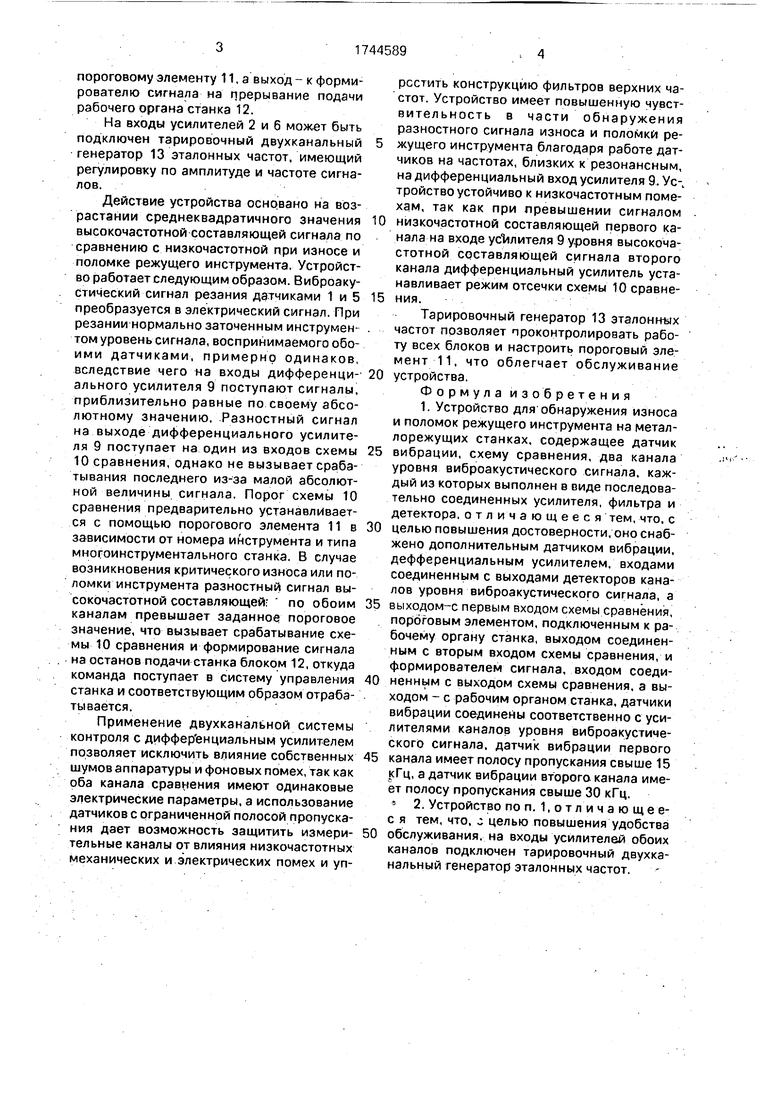
На фиг. 1 представлен график зависимости коэффициента пропускания К от частоты f для двух датчиков с предлагаемым интервалом частот; на фиг. 2 - блок-схема устройства.
Устройство выполнено двухканальным. Первый, низкочастотный, канал образован
последовательно включенными пьезоэлектрическим преобразователем (датчиком вибраций) 1 с полосой пропускания свыше 15 кГц и собственным резонансом на частотах 18...20 кГц, блоком усиления 2, фильтром 3 верхних частот с полосой пропускания свыше 15 кГц с и среднеквадратичным детектором 4. Второй, высокочастотный, канал образован последовательно включенными пьезоэлектрическим датчиком 5 с полосой пропускания свыше 30 кГц и собственным резонансом на частотах 38...40 кГц, усилителем 6, фильтром 7 верхних частот с полосой пропускания свыше 30 кГц и среднеквадратичным детектором 8. Детекторы 4 и 8 обоих каналов включены на вход дифференциального усилителя 9, выход которого связан с одним из входов схемы 10 сравнения. Другой вход схемы 10 сравнения подключен к
VI
4
СЛ 00
SQ
пороговому элементу 11, а выход - к формирователю сигнала на прерывание подачи рабочего органа станка 12.
На входы усилителей 2 и б может быть подключен тарировочный двухканальный генератор 13 эталонных частот, имеющий регулировку по амплитуде и частоте сигналов.
Действие устройства основано на возрастании среднеквадратичного значения высокочастотной составляющей сигнала по сравнению с низкочастотной при износе и поломке режущего инструмента. Устройство работает следующим образом. Виброакустический сигнал резания датчиками 1 и 5 преобразуется в электрический сигнал. При резании нормально заточенным инструмен том уровень сигнала, воспринимаемого обо- ими датчиками, примерно одинаков, вследствие чего на входы дифференциального усилителя 9 поступают сигналы, приблизительно равные по своему абсолютному значению. Разностный сигнал на выходе дифференциального усилителя 9 поступает на один из входов схемы 10 сравнения, однако не вызывает срабатывания последнего из-за малой абсолютной величины сигнала. Порог схемы 10 сравнения предварительно устанавливается с помощью порогового элемента 11 в зависимости от номера инструмента и типа многоинструментального станка. В случае возникновения критического износа или поломки инструмента разностный сигнал высокочастотной составляющей по обоим каналам превышает заданное пороговое значение, что вызывает срабатывание схемы 10 сравнения и формирование сигнала на останов подачи станка блоком 12, откуда команда поступает в систему управления станка и соответствующим образом отрабатывается.
Применение двухканальной системы контроля с дифференциальным усилителем позволяет исключить влияние собственных шумов аппаратуры и фоновых помех, так как оба канала сравнения имеют одинаковые электрические параметры, а использование датчиков с ограниченной полосой пропускания дает возможность защитить измерительные каналы от влияния низкочастотных механических и электрических помех и упростить конструкцию фильтров верхних частот. Устройство имеет повышенную чувствительность в части обнаружения разностного сигнала износа и поломки режущего инструмента благодаря работе датчиков на частотах, близких к резонансным, на дифференциальный вход усилителя 9. Устройство устойчиво к низкочастотным помехам, так как при превышении сигналом
низкочастотной составляющей первого канала на входе усилителя 9 уровня высокочастотной составляющей сигнала второго канала дифференциальный усилитель устанавливает режим отсечки схемы 10 сравнения.
Тарировочный генератор 13 эталонных частот позволяет проконтролировать работу всех блоков и настроить пороговый элемент 11. что облегчает обслуживание
устройства.
Формула изобретения 1. Устройство для обнаружения износа и поломок режущего инструмента на металлорежущих станках, содержащее датчик
вибрации, схему сравнения, два канала уровня виброакустического сигнала, каждый из которых выполнен в виде последовательно соединенных усилителя, фильтра и детектора, отличающееся тем, что, с
целью повышения достоверности, оно снабжено дополнительным датчиком вибрации, дефференциальным усилителем, входами соединенным с выходами детекторов каналов уровня виброакустического сигнала, а
выходом-с первым входом схемы сравнения, пороговым элементом, подключенным к рабочему органу станка, выходом соединенным с вторым входом схемы сравнения, и формирователем сигнала, входом соединенным с выходом схемы сравнения, а выходом - с рабочим органом станка, датчики вибрации соединены соответственно с усилителями каналов уровня виброакустического сигнала, датчик вибрации первого
канала имеет полосу пропускания свыше 15 кГц, а датчик вибрации второго канала имеет полосу пропускания свыше 30 кГц. 5 2. Устройство поп. 1,отличающее- с я тем, что, - целью повышения удобства
0 обслуживания, на входы усилителей обоих каналов подключен тарировочный двухканальный генератор эталонных частот.
У,ЛГ/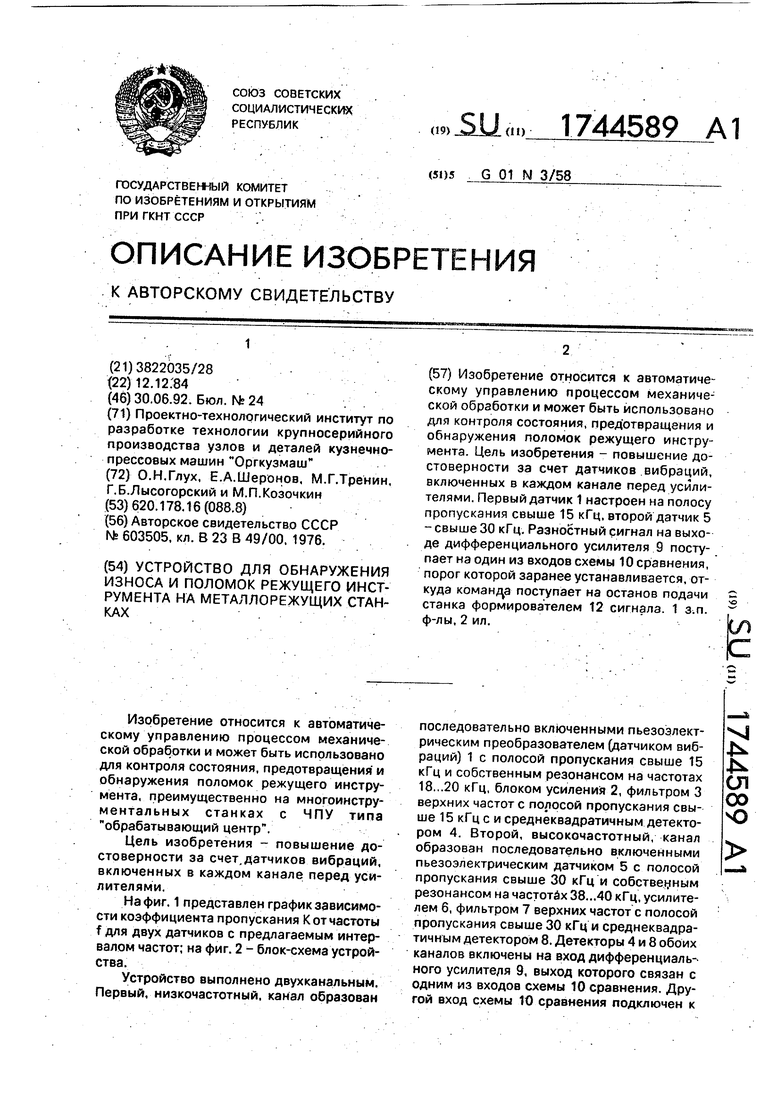
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения износа режущего инструмента | 1976 |
|
SU648349A1 |
| Устройство для автоматического упавления процессом механической обработки | 1989 |
|
SU1673387A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА КАСАНИЯ ДЕТАЛИ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1990 |
|
RU2012481C1 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
| Устройство для измерения износа режущего инструмента | 1980 |
|
SU879398A1 |
| Устройство для определения момента касания детали режущим инструментом | 1982 |
|
SU1077768A1 |
| Устройство для контроля износа режущего инструмента | 1982 |
|
SU1034870A1 |
| Устройство для управления процессом глубокого сверления | 1974 |
|
SU524612A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство для определения информации о параметрах процесса резания | 1983 |
|
SU1119825A1 |
Изобретение относится к автоматическому управлению процессом механической обработки и может быть использовано для контроля состояния, предотвращения и обнаружения поломок режущего инструмента. Цель изобретения - повышение достоверности за счет датчиков вибраций, включенных в каждом канале перед усилителями. Первый датчик 1 настроен на полосу пропускания свыше 15 кГц, второй датчик 5 - свыше 30 кГц. Разностный сигнал на выходе дифференциального усилителя 9 поступает на один из входов схемы 10 сравнения, порог которой заранее устанавливается, откуда команда поступает на останов подачи станка формирователем 12 сигнала. 1 з.п. ф-лы, 2 ил.
А
У MB К-С2
20
8,5
30
40
S,rfu
Фиг.1
| Устройство прогнозирования состояния режущего инструмента | 1976 |
|
SU603505A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
