Изобретение относится к управлению процессом автоматизированного производства при механической обработке деталей на металлорежущих станках в условиях индивидуального, мелкосерийного и серийного производства.
Известен способ управления процессом мелкосерийного производства при механической обработке деталей, при котором производят параллельную обработку деталей на многоцелевых станках с числовым программным управлением (ЧПУ), объединенных в производственные участки с централизованным управлением всеми устройствами ЧПУ от управляющей ЭВМ, снабженной согласующими устройствами 1J, При таком способе удается сконцентрировать на отдельных станках значительное количество технологических операций и существенно снизить общее время обработки деталей, обеспечив одновременную обработку деталей с различной длительностью технологического цикла. Однако, несмотря на автоматическую смену инструмента, использование однопозиционных и одноинструментальных станков, каждый из
которых единовременно обрабатывает сяно изделие одним инструментом почти без совмещения операций, существенно снижает производительность процесса обработки в сравнении с .вышеописанным способом автоматизации механообработки на автоматических линиях.
10 Предлагаемый способ управления процессом автоматизированного поточного производства при механической, обработке деталей в условиях серийного производства основан на диффе 5 ренциации и концентрации операций, выполняемых последовательно на отдельных позициях обработки технологического, комплекса, состоящего из многооперационных станков с ЧПУ
20 и автоматической. сменой инструмента, связанных между собой транспортным устройством с кодированными приспособлениями-спутниками и централизованным управлением от ЭВМ, определяющей для каждого станка соответствующую управляюш.ую программу обработки детали и отличающийся тем, что, с целью повышения производительности обработки, управляющую програм30 У обработки детали расчленяют на
подпрограммы с учетом последовательности технологических переходов на всех рабочих позициях обработки и равной длительности обработки на каждом технологическом переходе и при каждом шаге транспортного устройства формируют команды, соответствующие указанным подпрограммам на все рабочие пози-ции обработки,
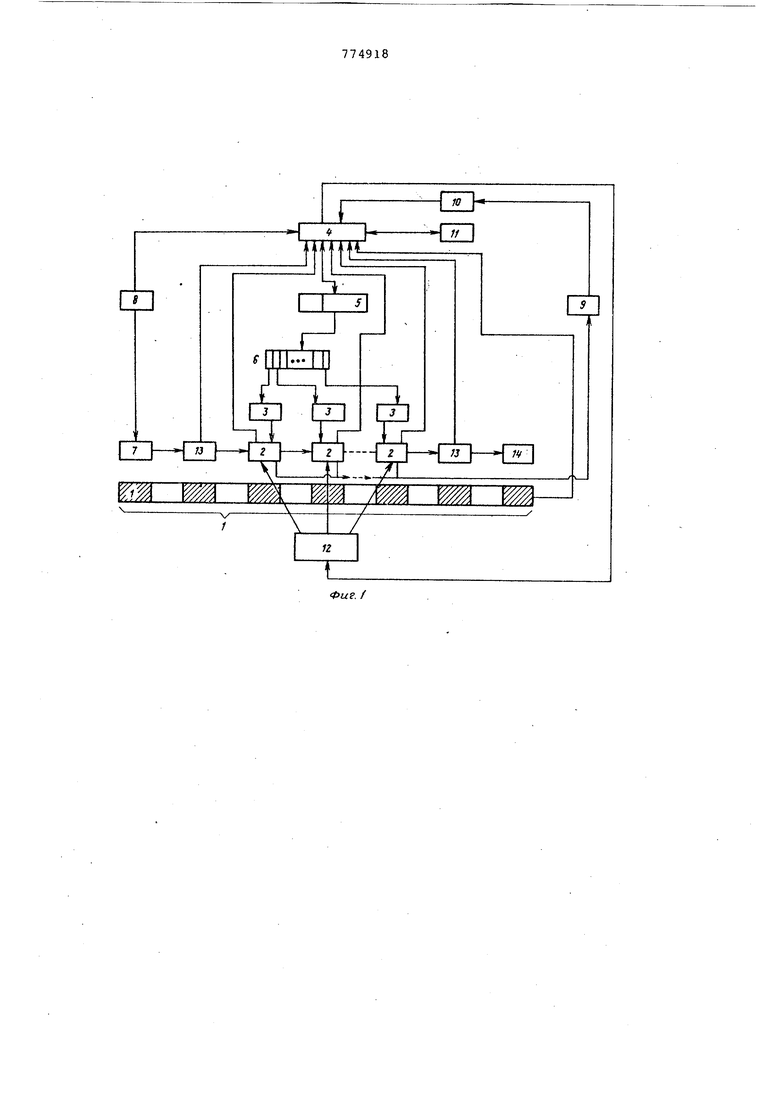
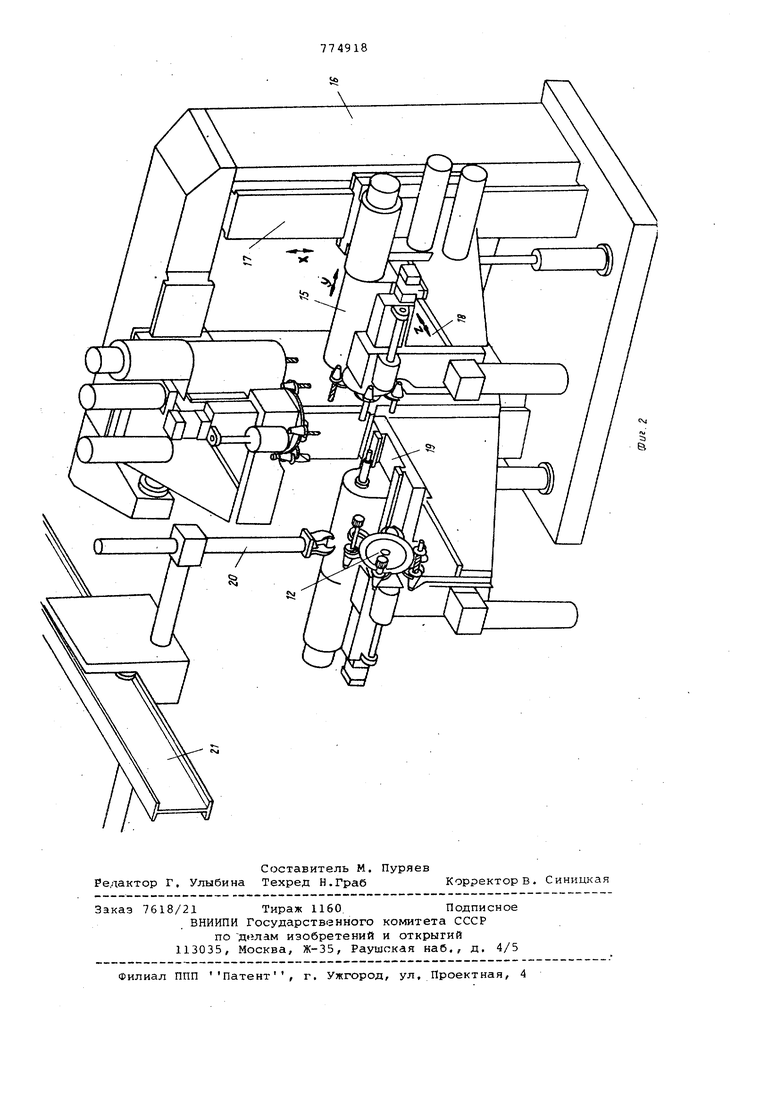
ПреЛпагаемый способ управления процессом автоматизированного поточного производства при механической обработке деталей в условиях индивидуального, мелкосерийного и серийного производства поясняется структурной схемой управления, представленной на фиг. 1 и примефом реализации компоновочной схемы построения одной из позиций автоматической линии, реализующей указанный способ,представленной на фиг. 2,
Структурная схема управления содержит транспортное устройство 1, многооперационные и многошпиндельные станки 2 с устройством ЧПУ 3, выполненным например, в виде микропроцессорных комплектов. Устройства управления 3 соединены с оперативной памятью ЗВМ 4 через блок оперативной памяти 5 для хранения полной управляющей программы обработки детали и блок б хранения управляющих программ на отдельные технологические переходы. Закрепление заготоки на приспособлении-спутнике производится в позиции 7, а ввод кода детали в позиции 8. Диагностические входы вСех многооперационных станков 2 соединены через устройство ввода данных о технологических параметрах 9 с узлом оперативного расчета упрайляющей программы 10 на отдельные технологические переходы. Управляющие программы на обрабатываемые детали хранятся в долговременной п 1мяти ЭВМ, выполненной, например, на магнитные дисках, в виде библиотеки управляющих програм
11.Станки 2 снабжены устройствами смены инструменты 12. Перед станками 2 и после них расположены координат нр-измерительные машины 13.
В конце.линии имеется позиция раскрепления готоврлх деталей 14.
Мцогооперациэнчый станок 2, являющийся одной из позиций авто)/1зтическрй линии,предназначен для механичеекой обработки корпусных детале с шэмощью нескольких н-эзависимых управляющих шпиндельных головок 15, установленных на общей станине 16, выполненной, например, в виде порта ла. Каж;цая шпиндельная головка имеет возможность 3-х координатного перемещения по направляющим 17, 18 и 19. Устройство смены инструмента
12,выполненное, например, в промежуточных магазинов, установленых на каждом шпинделе, и робота 20, перемещающегося вдоль всех позиций линии по монорельсу 21 к складу инструментов (не показан).
Предлагаемый способ может быть реализован с помощью устройства, выполненного в виде автоматической линии из агрегатных станочных модулей с программируемой переналадкой, причем каждый модуль содержит несколько независимых шпиндельных головок, имеющих возможность многокоординатных перемещений с устройствами смены инструмента, шпиндельная головка управляется от ЭВМ через автономное устройство управления.
Особенностью предлагаемой системы .управления является возможность сокращения объема оперативной памяти устройства ЧПУ, выполненного, например, на базе микропроцессорного комплекта, за счет того, что вход устройства ЧПУ каждого модуля соединен с выходом блока хранения части управляющей программы на отдельный технологический переход.
Другой особенностью предлагаемой системы управления является повышение ее надежности, исключающее остановку линии при выходе из строя одного или даже нескольких модулей за счет того, что диагностический выход каждого модуля соединен через устройство ввода данных о технологических параметрах с узлом оперативного расчета управляющей программы на отдельные технологические переходы ЭВМ.
Предлагаемый способ управления процессом реализуется следующим образом.На позиции 7 производится закрепление детали в приспособлении-спутнике и установка последнего в транспортном устройстве 1.
Устройство ввода кода детали 8 выдает в библиотеку программ 11 команду вызова управляющей программы в оперативную память ЭВМ 4.
Координатно-измерйтельная машина 13 по результатам измерения заготовки вводит в эту управляющую программу постоянную-коррекцию, после, чего деталь проходит последовательно рабочие позиции обработки, представляющие собой многооперационные станки, выполненные в виде многошпиндельных станочных модулей 2, управляющие входы которых соединены с устройствами управления 3. Диагностические входы этих модулей соединены через устройство ввода данных о технологических параметрах 9 с узлом оперативного расчета управляющей программы на отдельные технологические переходы ЭВМ 10.. Вход каждого модуля 5 соединен с выходом предьщущего, что
обеспечивает последовательное проходени детали через все модули. Устройства управления модулями 3 соединены с оперативными памятью ЭВМ 4 через блок 5 оперативной памяти для хранения полнойуправляющей программы на отдельные технологические переходы.
Поскольку в общем случае каждый станочный модуль содержит несколько независимых шпиндельных головок 15, имеющих возможность многокоординатных перемещений с устройствами смены инструмента 12, расчленение управляющей программы на подпрограммы отдельных технологических переходов производится в узле оперативного расчета 10 на отдельные технологические переходы простым разделением общего времени отработки программы на число рабочих модулей
Использование таких линий может оказаться целесообразным как для корпусных, так и для плоскостных деталей, В последнем случае на приспособлении-спутнике может быть установлено сразу несколько деталей В случае необходимости увеличения количества сторон обработки в транспортной линии предусматривается позиция поворота приспособленияспутника {не показано).
После окончания обработки на координатно-измерительной машине 13 производится контроль готовой детали и на позиции 14 производится раскрепление приспособления спутник
Подбор деталей в группы по трудоемкости и общему времени технологической обработки обеспечивает максимальное использование станков линии. В то же время имеется возможность одновременной обработки на линии деталей с кратным временем трудоемкости, в последнем случае
на позиции 14 не производится раскрепление приспособления-спутника, а последний вновь возвращается в позицию. 1, разница в трудоемкости обработки учитывается при расчлененим управляющей nporpaNLMH на отдельные технологические переходы.
Формула изобретения
0
Способ управления процессом поточного производства при механической обработке деталей в условиях индивидуального мелкосерийного и серийного производства на станках с ЧПУ
5 и автоматической сменой инструмента,, связанных между собой транспортнь м устройством с кодированными приспособлениями-спутниками и объединенных в производственные участки с централизованным управлением от ЭВМ, определяющей для каждого соответствующую управляющую программу обработки детали, о т л и ч а щ и и с я тем, что, с целью повышения производительности обработки,
5 управляющую программу обработки детали расчленяют на подпрограммы с учетом последовательности технологических переходов на всех рабочих позициях обработки и равной длитель0ности обработки на каждом технологическом переходе и при каждом шаге транспортного устройства формируют команды, соответствующие yKa3aKHbiivi подпрограммам, одновременно-на все
5 рабочие позиции обработки.
Источники информации, принятые во внимание при экспертизе
1, Комплексная автоматизация мелкосерийного производства в машиностроении. - Обзор. НКИМаш, C-lf
0 Станкостроение , М., 1976, с . 2 6 3 6 .

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Гибкий производственный модуль | 1987 |
|
SU1419852A1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Многооперационный станок | 1984 |
|
SU1733217A1 |
| Многооперационный станок для обработки деталей типа валов | 1980 |
|
SU918005A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СИСТЕМ КООРДИНИРОВАННЫХ ОТВЕРСТИЙ НА СТАНКАХ С ЧПУ | 2000 |
|
RU2171733C1 |
| Автоматизированный участок | 1978 |
|
SU779018A1 |