Я .а Изобретение относится к гидроабраэивной обработке деталей. Известен способ гидроабраэивной обработки деталей, при котором рабо чей струе сообщают колебательные движения относительно обрабатываемой поверхности С 3Недостаток известного способа за ключается в том, что он не позволяет интенсифицировать съем металла по всей зоне обработки, увеличенной вследствие колебаний рабочей струи из-за инерционности факела гидроабразивной среды. Цель изобретения - повьшение про изводительности обработки. Указанная цель достигается тем, что рабочей струе сообщают колебательные движения и с двух противоположных сторон воздействуют на нее потоком силового агента, пржчем воз действие осуществляют попеременно с каждой стороны и синхронно колебаниям рабочей струи. На чертеже изображена схема реа лизации предлагаемого способа. В зажимное приспособление 1 устанавливается деталь 2, которая при перемещении опоры 3 подвергается гидроабразивной обработке. Пр цесс обработки происходит путем по дачи на деталь 2 высокоскоростной гидроабразивной струи из сопла А струйного аппарата, в котором происходит разгон компонентов струи: воздуха из жиклера 5 и суспензии из кольцевой полости 6. При подаче 42 в штуцер 7 пневмовибратора 8 сжатого воздуха, последний по каналу 9 поступает в полость 10 и, воздействуя на плунжер 11, перемещает его, открьшая отверстие бокового воздущного сопла 12, из которого сжатый воздух воздействует на гидррабразивную струю и отклоняет ее на определенный угол сИ . Под воздействием пружин 13 и 14 и сжатого воздуха плунжер 11 перемещается до определенного положения, при котором перекрывается входное отверстие канала 15. При этом воздух поступает в полость 16 и возвращает плунжер 11 в исходное положение, открывая отверстие бокового воздушного сопла 17, из которого сжатый воздух воздействует на гидроабразивную струю и отклоняет ее в противоположную первоначальному положению сторону на определенный угол ot. В процессе перемещения плунжера 11 в корпусе пневмовибратора 8 происхо дят колебания струйного аппарата с определенной амплитудой и частотой, в зависимости от давления сжатого воздуха, поступаемого в штуцер 7. При этом частота колебаний струйного аппарата соответствует частоте отклонения гидроабразивной струи, совпадая с последней по фазе колебаний. Применение предлагаемого способа позволяет повысить производительность .обработки за счет увеличения площади обработки и интенсификации съема металла в результате колебания и ускорения рабочей струи попеременным воздействием силовбго агента.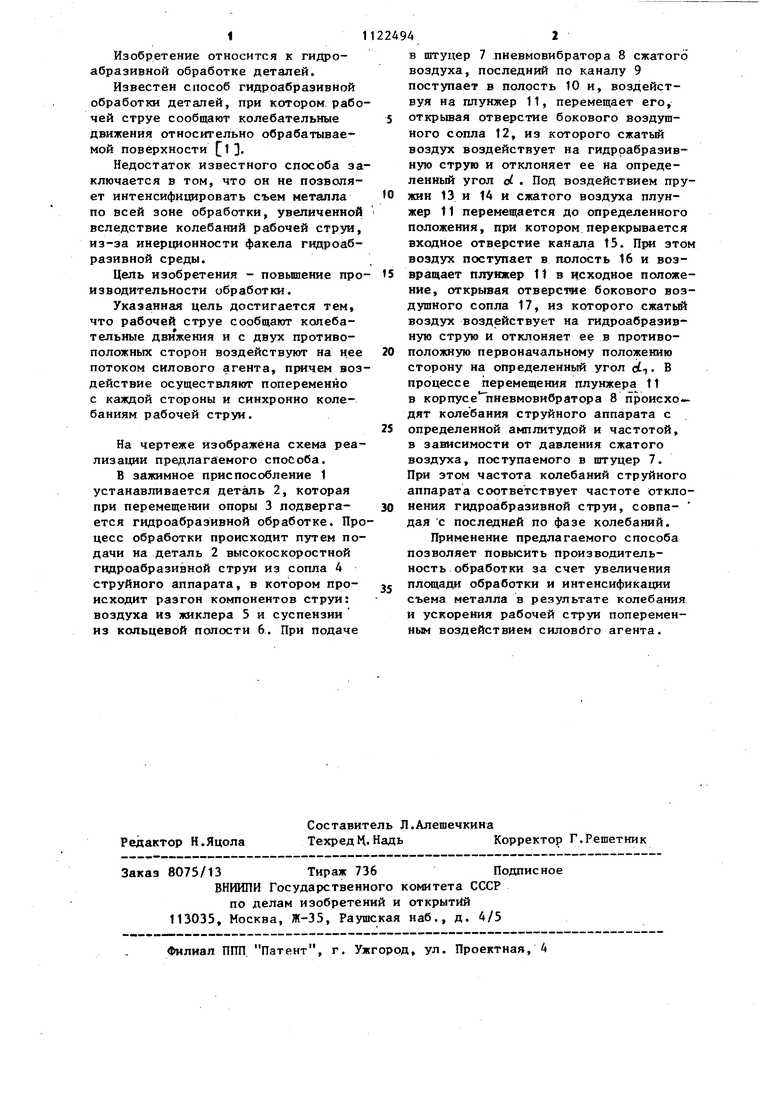
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ струйной гидроабразивной обработки деталей | 1985 |
|
SU1294587A1 |
| Установка для отделочной обработки деталей | 1981 |
|
SU1007940A1 |
| Струйный аппарат для гидроабразивной обработки деталей | 1986 |
|
SU1351764A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ | 1991 |
|
RU2009864C1 |
| Способ гидроабразивной обработки с осцилляцией струи | 2017 |
|
RU2688007C1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| Способ абразивоструйной обработки поверхностей деталей | 1980 |
|
SU884991A1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ | 2006 |
|
RU2323078C2 |
| СПОСОБ ИМПУЛЬСНО-СТРУЙНОГО ВОЗДЕЙСТВИЯ НА СКВАЖИНУ И ПРОДУКТИВНЫЙ ПЛАСТ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2002 |
|
RU2206730C1 |
СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, при котором рабочей струе сообщают колебательные движения,отличающийся тем, что, с целью повышения производительности обработки, на рабочую струю с двух противоположных сторон воздействуют потоком силового агента, причем воздействие осуществляют попеременно с каждой стороны и синхронно колебаниям рабочей струи.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ гидроабразивной обработкидЕТАлЕй | 1978 |
|
SU814694A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
