Изобретение относится к струйной обработке деталей свободным абразивом и может быть использовано в машиностроительной и других отраслях промышленности.
Целью изобретения является повышение эффективности обработки за счет автоколебаний отражателя струйного аппарата.
На чертеже изображен струйный аппарат, продольный разрез.
Аппарат состоит из корпуса 1, в котором установлены патрубки 2 и 3 для подвода сжатого воздуха и гидроабразивной суспензии. Корпус 1 совместно с соплом 4 образует камеру 5 смешивания. На верхней части выходного конца сопла 4 консольно закреплен упругоэластичный отражатель 6, подпружиненный с внешней стороны плоской пружиной 7. Отражатель 6 расположен на поверхности сопла параллельно его продольной оси и прикреплен к соплу 5 при помощи шпильки 8.
Для обладания упругоэластичными свойствами отражатель 6 выполнен из резины. При этом от места его прикрепления к соплу 5 в сторону свободного конца отражатель выполнен плавно увеличивающимся по толщине. Внутри отражателя 6 установлена плоская пружина 9, представляющая собой упругую пластину, причем последняя установлена не на всю длину отражателя.
Пружина 9 занимает примерно среднее положение, отступая от среза сопла на величину а /5-1/10 длины отражателя и от свободного конца отражателя на величину 8 1 /3- 1 /4 его длины. Величины а и б установлены экспериментально, при проведении лабораторных исследований. Длина пружины в указанных пределах позволяет придавать отражателю 6 хорошие упругоэластич- ные свойства. Если пружину 9 удлинить до места крепления отражателя, он будет лишен жесткости и отклонения его под действием струи 10 будут незначительными. Если пружину 9 удлинить до свободного конца отражателя 6, то он станет жестким козырьком и совсем не будет реагировать на импульсные действия струи. Выбор величины а больше 1/5 длины отражателя ухудшает его упругие свойства; выбор величины а меньше 1/10 длины отражателя ухудщает его эластичные свойства. Выбор величины в больше 1/3 длины отражателя ухудшает его упругие свойства; выбор величины в меньше 1/4 длины отражателя ухудшает его эластичные свойства.
Предлагаемый струйный аппарат работает следующим образом.
Поток гидроабразивной.суспензии, подаваемой через патрубок 3, поступает в смесительную камеру 5, где ускоряется потоком воздуха, исходящего из патрубка 2 подачи воздуха. Образованная в камере 5 и выходящая через сопло 4 гидроабразивная струя 10 подается на деталь 11. Часть абразивных частиц струи 10 после соударения с
деталью 11 проходит в зазор с между деталью 11 и отражателем б. Другая часть абразивных частиц отражается от поверхности детали 11 и попадает на отражатель 6. Под влиянием турбулентного потока абразивной струи, проходящей в зазор с, и ударов абразивных частиц, отраженных от детали 11, отражатель 6 отклоняется от своего нормального положения. Однако за счет влияния сил упругости плоской пружины 7 и самого отражателя б, выполненного из резины с вмонтированной внутри пружиной 9, отражатель стремится возвратиться в исходное состояние. Поскольку силы воздействия абразивной струи и ударов
частиц абразива в отражатель не стационарны, а свойства системы отражатель - плоская пружина упругоэластичные, то система переходит в режим автоколебаний. Причем частота колебаний отражателя зависит от давления суспензии на срезе сопла и
зернистости абразива. При этом отраженные от детали абразивные частицы, достигшие поверхности отражателя, с силой отбрасываются обратно на деталь, приобретая при этом значительную скорость. Так как корпус
отражателя изготовлен из резины, то его износоустойчивость значительна. Абразивный поток в зазоре с получает колебательные движения по.а.обно тому, как это происходит при ультразвуковой обработке.
Эффективность предлагаемого струйного аппарата выше предложенных ранее. Доказано, что предлагаемым струйным аппаратом при частоте автоколебаний 40-100 гц с амплитудой 1-б мм производительность обработки сырой стали 40Х. на 20% выше,
чем при работе с неподвижным отражателем. Кроме того, при работе описанного аппарата снижается зависимость щероховатости полученной поверхности от угла атаки струи, т. е. при обработке деталей, имеющих плавную криволинейную поверхность, имеется воз.можность получить равномерную шероховатость по всему профилю детали. При этом устраняется необходимость постоянно выдерживать точную величину угла атаки струи. Применение предлагаемого струйного аппарата особенно эффективно для обработки деталей, имеющих криволинейную поверхность с плавными переходами.
Формула изобретения
1. Струйный аппарат для гидроабразивной обработки деталей, содержащий сопло и отражатель, отличающийся тем, что, с целью повышения эффективности обработки, аппарат снабжен плоской пружиной, установленной внутри отражателя, который закреплен консольно на верхней части выходного конца сопла, параллельно продольной оси последнего, подпружинен с внешней стороны и выполнен из упругоэластичного
1351764 34
материала переменной толщины, плавно уве-жателя и на расстоянии 1/4-1/3 длины
личивающейся к его свободному концу.отражателя от его свободного конца.
3. Аппарат по п. 1, отличающийся тем,
2. Аппарат по п. 1, отличающийся тем,что плоская пружина установлена на расчто плоская пружина установлена от среза 5 стоянии 1/4-1/3 длины отражателя от его. сопла на расстоянии 1/10-1/5 длины отра-свободного конца.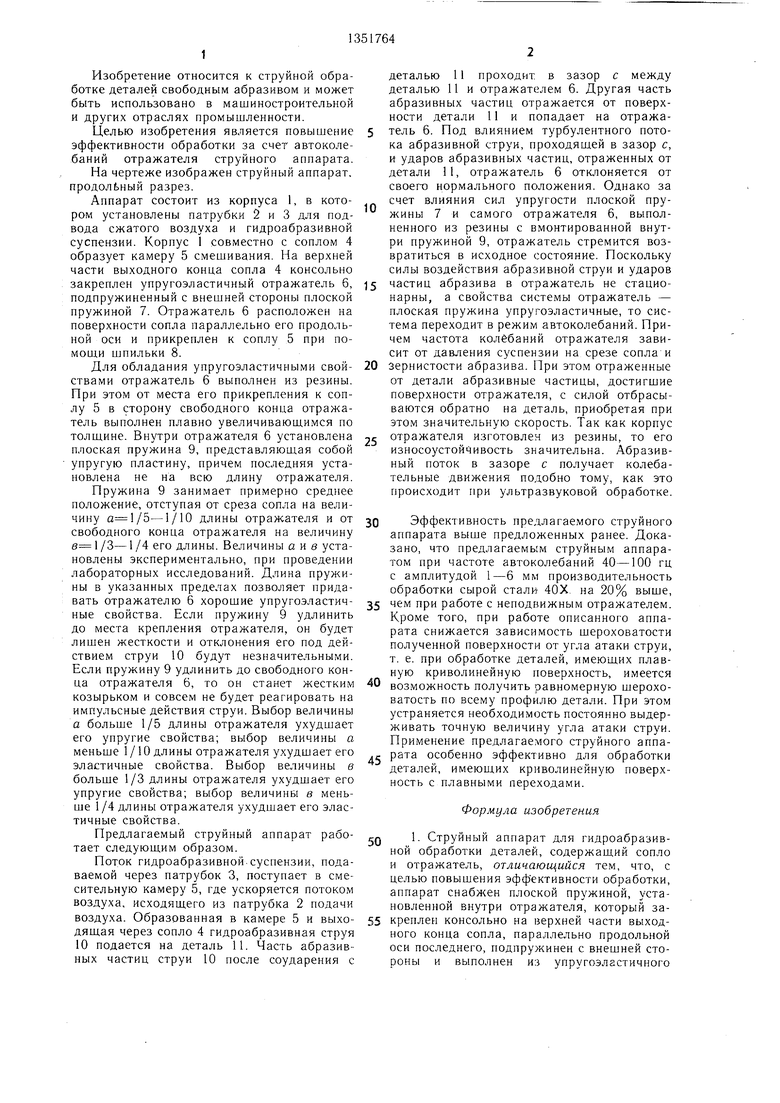
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования физических свойств металлических деталей струей абразива | 1985 |
|
SU1272172A1 |
| УСТАНОВКА ПОРТАТИВНАЯ И СПОСОБ ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ПОЖАРО-ВЗРЫВООПАСНЫЕ ВЕЩЕСТВА | 2021 |
|
RU2772366C1 |
| СПОСОБ СТРУЙНОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167757C2 |
| СПОСОБ УПРАВЛЕНИЯ ГИДРОАБРАЗИВНОЙ РЕЗКОЙ ЛИСТОВЫХ МАТЕРИАЛОВ | 2001 |
|
RU2206442C2 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ | 1991 |
|
RU2009864C1 |
| СПОСОБ ГИДРОАБРАЗИВНОГО РЕЗАНИЯ МАТЕРИАЛОВ | 2020 |
|
RU2731559C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ДЕТАЛЕЙ ИЗ СПЛАВОВ ТИТАНА | 2020 |
|
RU2754622C1 |
| Устройство для струйной обработки изделий | 1988 |
|
SU1650409A1 |
| Способ абразивоструйной обработки деталей | 1986 |
|
SU1404309A1 |
| Способ струйной гидроабразивной обработки деталей | 1985 |
|
SU1294587A1 |
Изобретение относится к устройствам для гидроабразивной обработки деталей и может быть применено в машиностроительной и других отраслях промышленности. Цель изобретения - повышение эффективности обработки за счет автоколебаний отражателя струйного аппарата. Отражатель 6 снабжен плоской пружиной 9, установленной внутри него, и закреплен консольно на верхней части выходного конца сопла параллельно его продольной оси. Отражатель 6 подпружинен с внешней стороны пружиной 7 и выполнен из упругоэластичного материала переменной толш,ины, плавно увеличивающейся к его свободному концу. Пружина 9 установлена от среза сопла на расстоянии а, равном 1/10-1/5 длины отражателя, и на расстоянии в, равном 1/4-1/3 длины отражателя, от его свободного конца. 2 з.п.ф-лы, 1 ил. 7 / .2 i сл СО ел О5 4:
| Устройство для гидроабразивной обработки поверхностей деталей | 1979 |
|
SU887142A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
