Изобретение относится к приготовлению смесей из сыпучих материалов перед подачей их в литьевые и экструзионные машины и может быть использовано при переработке термопластов 5 в различньк областях промьгашенности.
Известна установка для приготовления смеси из термопластов и суперконцентрата красителей, содержащая бункер-распределитель, дозатор объем-to ного типа для красителя и средства одачи неокрашенного термопласта U1Недостаток этой установки сосоит в том, что неокрашенный термоласт подают в смеситель самотеком, ts что нарушает соотношение компонентов в готовой смеси, затрудняет смешивание большего количества термопласта с очень малым количеством суперконцентрата и ухудшает однородность окра- 20 шивакия изделий.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для изготовления окр.ашенных изделий 25 из термопластов, содержащее бункерраспределитель, бункер для подачи суперконцентрата красителей, дозатор суперконцентрата красителей, выполненный со средствами управления, зо бункер для подачи термопласта, сообщенный с бункером-распределителем
перепускной трубой 2. I
Недостаток известного -устройства
состоит в том, что при работе на вы- 35 ходе из бункера-распределителя может быть получена неусредненная смесь, которая попадает в литьевую машину. Это явление возникает из-за того, что неокрашенный термопласт подают 40 в буккер-распределитель самотеком по перепускной трубе, которой и опр еделяется уровень продукта в распределителе. В момент начала подачи, когда расход термопласта через перепускнзпо 45
трубу гораздо больше, чем производительность дозатора суперконцентрата красителя, неокрашенным термопластом моментально.заполняется вся нижняя часть распределителя, который практи-50 чески не может за короткое время усредниться с малым количеством
красителя. Эта часть продукта идет в брак, что влечет за собой перерасход сьфья, увеличивается время ра- 55 боты литьевой машины при выходе на кондиционную продукцию. Регулирование подачи одного из компонентов
дает возможность настраивать устройство только по весу изделия, что приводит к бесконечной перестройке дозатора, и в конечном счете, к уменьшению производительности, получен да неоднородной смеси и ухудшению качества готовых изделий.
Цель изобретения - повьпцение качества изделий за счет обеспечения равномерного, распределения суперкон™ центрата красителей в термопласте.
Поставленная цель достигается тем, что устройство для изготовления окрашенных изделий из термопластов, содержащее бункер-распределитель, бункер для подачи суперконцентрата красителей, дозатор суперконцентрата красителей, выполненный со средствами управления, бункер для подачи термопласта, сообщенный с бункером-распределителем перепускной трубой, снабжено дозатором термопласта, вьтолненным в виде заслонки, смонтированной на оси в герме°тичной камере, размещенной межд бункером для подачи термопласта и перепускной трубой, причем ось заслонки связана с исполнительным механизмом, выполненным в виде считывающего устройства числа минидоз, сообщен 1ого посредством сравнивающего устройства с задатчиком, и элемента времени средствами управления дозатором термопласта и блоком логического управления, посредством которого средства управления дозатором суперконцентрата красителей сблокированы со средствами управления дозатором термопласта.
Средства управления дозатором су™ перконцентрата красителей выполнены в виде считывающего устройства числа доз, связанного посредством сравнивающего устройства с задатчиком. I
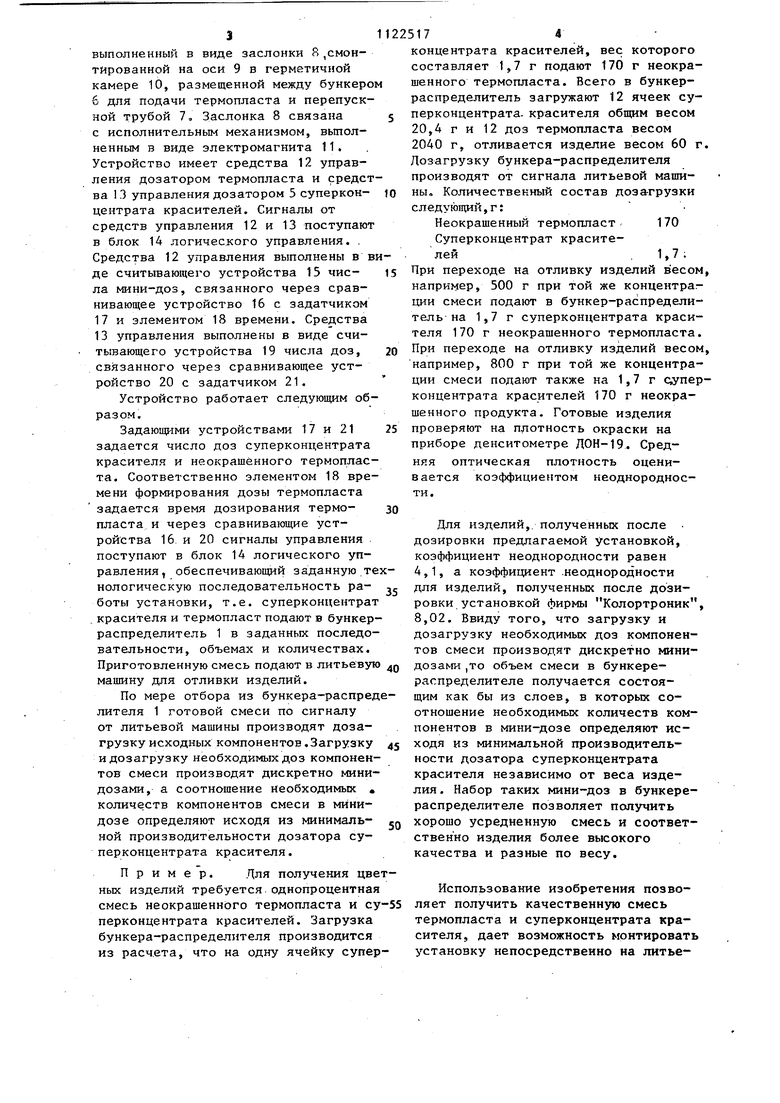
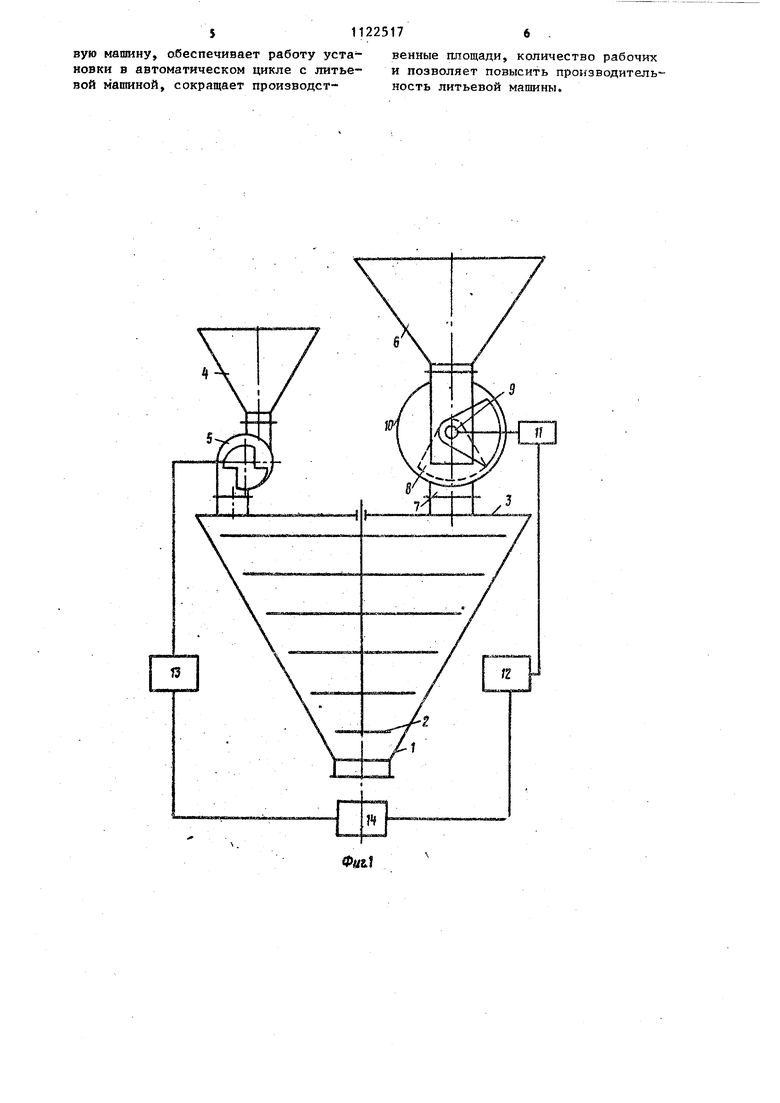
На фиг.1 изображена схема устройства; на фиг,2 - функциональная схема управления устройством.
Устройство содержит бункер-распределитель 1, в котором установлена мешалка 2. На крьш1ке 3 бункерараспределителя 1 установлен бункер 4 для подачи суперконцентрата красителей, роторный дозатор 5 суперконцентрата красителей, бункер 6 для подачи термопласта, сообщенный с бункером-распределителем 1 перепускной трубой 7 и дозатор термопласта.
выполненный в виде заслонки о смонтйрованной на оси 9 в герметичной камере 10, размещенной между бункером б для подачи термопласта и перепускной трубой 7, Заслонка 8 связана с исполнительным механизмом, вьтолненным в виде электромагнита 11. Устройство имеет средства 12 управления дозатором термопласта и средства 13 управления дозатором 5 суперконцентрата красителей. Сигналы от средств управления 12 и 13 поступают в блок 14 логического управления. . Средства 12 управления выполнены в виде считывающего устройства 15 числа мини-доз, связанного через сравнивающее устройство 16 с задатчиком 17 и элементом 18 времени. Средства 13 управления выполнены в виде считывающего устройства 19 числа доз, связанного через сравнивающее устройство 20 с задатчиком 21.
Устройство работает следующим образом.
Задающими устройствами 17 и 21 задается число доз суперконцентрата красителя и неокрашенного термопласта. Соответственно элементом 18 времени формирования дозы термопласта задается время дозирования термопласта и через сравнивающие устройства 16 и 20 сигналы управления поступают в блок 14 логического управления, обеспечивающий заданную тенологическую последовательность работы установки, т.е. суперконцентрат красителя и термопласт подают в бункерраспределитель 1 в заданных последовательности, объемах и количествах. Приготовленную смесь подают в литьевую мащину дпя отливки изделий.
По мере отбора из бункера-распредлителя 1 готовой смеси по сигналу от литьевой машины производят дозагрузку исходных компонентов .Загрузку и дозагрузку необходимых доз компонентов смеси производят дискретно минидозами, а соотношение необходимых . количеств компонентов смеси в минидозе определяют исходя из минимальной производительности дозатора суперконцентрата красителя.
Пример. Для получения цвеных изделий требуется однопроцентная смесь неокращенного термопласта и су перконцентрата красителей. Загрузка бункера-распределителя производится из расчета, что на одну ячейку суперконцентрата красителей, вес которого составляет 1,7 г подают 170 г неокрашенного термопласта. Всего в бункерраспределитель загружают 12 ячеек суперконцентрата- красителя общим весом 20,4 г и 12 доз термопласта весом 2040 г, отливается изделие весом 60 г Дозагрузку бункера-распределителя производят от сигнала литьевой машины. Количественный состав дозагрузки следуюш 1й, г:
Неокрашенный термопласт 170 Суперконцентрат красителей. 1,7; При переходе на отливку изделий весом например, 500 г при той же концентрации смеси подают в бункер-распределитель на 1,7 г суперконцентрата красителя 170 г неокрашенного термопласта При переходе на отливку изделий весом например, 800 г при той же концентрации смеси подают также на 1,7 г с,уперконцентрата красителей 170 г неокрашенного продукта. Готовые изделия проверяют на плотность окраски на приборе денситометре ДОН-19. Средняя оптическая плотность оценивается коэффициентом неоднородности.
Для изделий,, полученных после дозировки предлагаемой установкой, коэффициент неоднородности равен
4.1,а коэффициент .неоднородности для изделий, полученных после дозировки установкой фирмы Колортроник
8.02.Ввиду того, что загрузку и дозагрузку необходимых доз компонентов смеси производят дискретно минидозами ,то объем смеси в бункерераспределителе получается состоящим как бы из слоев, в которых соотношение необходимых количеств компонентов в мини-дозе определяют исходя из минимальной производительности дозатора суперконцентрата красителя независимо от веса изделия . Набор таких мини-доз в бункерераспределителе позволяет получить хорошо усредненную смесь и соответственно изделия более высокого качества и разные по весу.
Использование изобретения позволяет получить качественную смесь термопласта и суперконцентрата красителя, дает возможность монтировать установку непосредственно на литьевую машину, обеспечивает работу установки в автоматическом цикле с литьевой машиной, сокращает производственные площади, количество рабочих и позволяет повысить производительность литьевой машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования легкоплавких материалов | 1984 |
|
SU1212816A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2091227C1 |
| Устройство для изготовления окрашенных изделий из термопластов | 1988 |
|
SU1577997A1 |
| Устройство для многокомпонентного объемного дозирования сыпучих материалов | 1990 |
|
SU1790992A1 |
| Устройство для изготовления изделий из термопластов | 1988 |
|
SU1599214A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Способ раздачи кормов в устройство для его осуществления | 1986 |
|
SU1496730A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СУПЕРКОНЦЕНТРАТА | 1992 |
|
RU2076116C1 |
| ДОЗАТОР, УСТАНОВКА ДЛЯ ТРАНСПОРТИРОВКИ ПЛОТНОГО ПОТОКА И СПОСОБ ПОДАЧИ ПЫЛЕВИДНОГО НАСЫПНОГО МАТЕРИАЛА | 2010 |
|
RU2539406C2 |
| Устройство для непрерывного дозирования и перемешивания сыпучего полимерного материала | 1980 |
|
SU960024A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОКРАШЕННЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ, содержащее бункер-распределитель, бункер для подачи суперконцентрата красителей, дозатор суперкондентрата красителей, выполненный со средствами управления, бункер для подачи термопласта, сообщенный с бункером-распределителем перепускной трубой, отличающееся тем, что, с целью повышения качества изделий за счет обеспечения равномерного распределения суперконцентрата красителей в термопласте, оно снабжено дозатором термопласта, выполненным в виде заслонки, смонтированной на оси в герметичной камере, размещенной между бункером для подачч термопласта и перепускной трубой, причем ось заслонки связана с исполнительным механизмом, выполненным в виде считывающего устройства числа мини-доз, сообщенного посредством сравнивающего устройства с задатчиком, и элемента времени средствами управления дозатором термопласта и блоком логического управления, посредством которого средства управления дозатором суперконцентрата красителей сблокированы со средствами управления- дозатором термопласта. 2. Устройство ПОП.1, отличающееся тем, что средства управления дозатором суперконцентра- сг та красителей вьшолнены в виде считы- ,. . „|titts&& вающего устройства числа доз, связанного посредством сравнивающего устройства с задатчиком.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ НИЗКОТЕМПЕРАТУРНОЙ МАГНИТОАКТИВНОЙ ПЛАЗМЫ В БОЛЬШИХ ОБЪЕМАХ | 2019 |
|
RU2711180C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Стекловаренная ванная печь | 1961 |
|
SU150990A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
