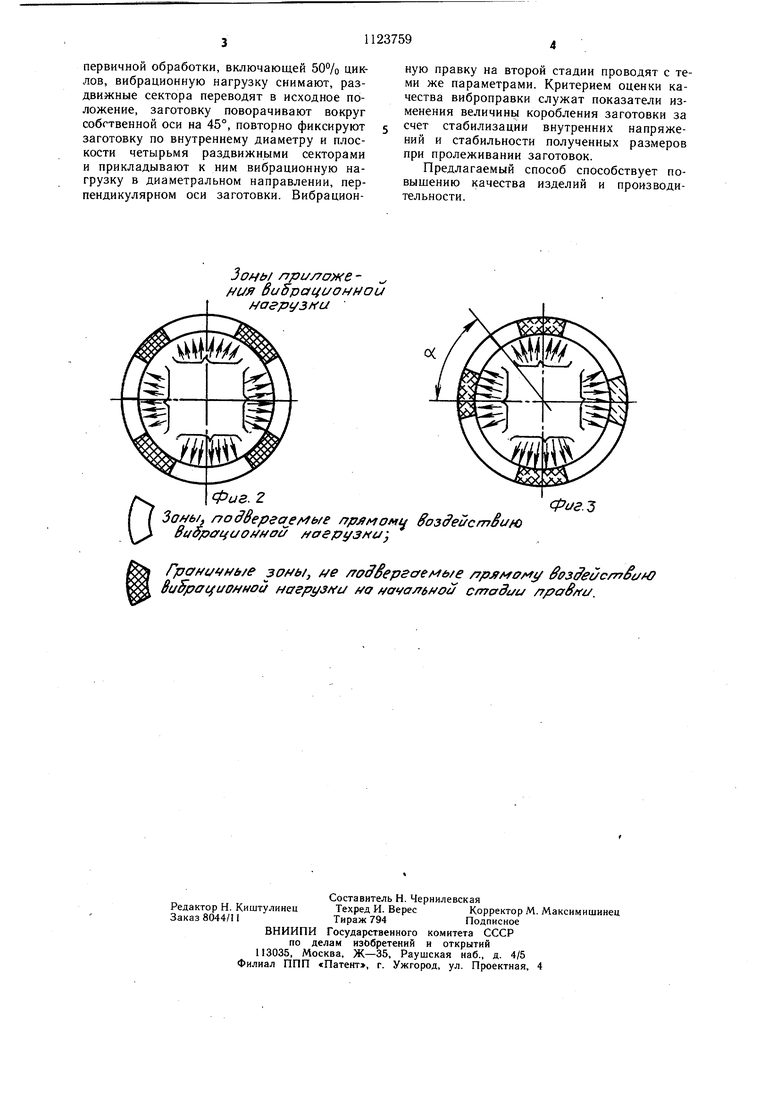
Изобретение относится к вибрационной обработке металлов и может быть использовано для правки плоских деталей типа колец, дисков и т. п. Известен способ правки коробленных в радиальном направлении плоских колец, заключающийся в фиксировании кольца и приложении вибронагрузки в направлении, перпендикулярном плоскости кольца, при этом кольцо фиксируют по внутреннему диаметру 1. Однако этот способ не позволяет править диски с остаточными напряжениями, действующими в плоскости диска и являющимися причинами коробления. Поэтому способ не обеспечивает геометрической стабильности дисков во времени, что снижает их качество и эксплуатационные показатели. Это объясняется тем, что вибрационное усилие направлено .перпендикулярно плоскости кольца. В то же время известно, что необходимым условием, при котором наблюдается снижение остаточных деформаций и напряжений, является достижение предела упругости при вибрации сочетанием остаточных напряжений и напряжений, вызванных приложением переменных нагрузок, т. е. должно выполняться условиебу.дцн (Зост +бА««, (1) где dy-AUM предел упругости при циклическом нагружении; (DOCT. -величина остаточных напряжений; СЗдцн-величина динамических напряжений. Схема приложения вибрационной нагрузки по известному способу не позволяет получить нужного наложения остаточных и динамических (наведенных) напряжений, необходимого для удовлетворения условия по формуле (1), что не позволяет осуществить правку с необходимым качеством, а схема правки по известному способу предполагает правку на единичный цикл лишь одного диска, причем правка пакета дисков практически невозможна из-за сложности надежной фиксации дисков по внутреннему диаметру. Цель изобретения - повыщение качества изделий за счет стабилизации внутренних напряжений и повышение производительности процессов. Поставленная цель достигается тем, что согласно способу правки коробленных в радиальном направлении металлических плоских колец, включеющему фиксирование кольца и приложение вибрационной нагрузки, кольцо фиксируют по торцовым поверхностям, вибрационную нагрузку прикладывают в направлении, перпендикулярном оси кольца к его внутренней поверхности в локальных зонах, при этом в процессе правки кольцо периодически поворачивают. На фиг. 1 показана схема осуществления предлагаемого способа, общий вид; на фиг. 2- начальная стадия правки; на фиг. 3 - промежуточная стадия правки. Способ правки коробленных плоских колец осуществляется следующим образам. Кольцо 1 фиксируют по плоскости зажимами 2 и 3 и производят вибронагружение. На фиг. 1 показано распределение вибрационной нагрузки на начальной стадии вибрационной правки; прямому воздействию вибрационной нагрузки на этой стадии подвергается только часть периметра кольца, при этом не проработанными остаются граничные зоны; после переориентации кольца, как это показано на фиг. 2, граничные зоны переводят в зоны прямого воздействия вибрационной нагрузки и при таком положении кольца заканчивают вибрационную правку,- таким образом, после вибрационной обработки с поворотом заготовки прямому воздействию вибрационной нагрузки подвергается весь периметр кольца, т. е. выполняется необходимое и достаточное условие, позволяющее повы- . сить качество правки изделий. Переориентация кольца предназначена для изменения направления действия вибрационной нагрузки, она осуществляется поворотом кольца вокруг собственной оси на угол с 45° в случае четырехзонного приложения вибрационной нагрузки в диаметральных направлениях, и на угол 60° - в случае трехзонного приложения вибрационной нагрузки; переориентация производится с целью повыщения качества изделий за счет стабилизации внутренних напряжений по всему периметру кольца. Это положение пояснено вышеотмеченными схемами (случай четырехзонного приложения вибрационной нагрузки). Пример,. 20 гнуто-сварных заготовок для детали «Диск трения (черт. 54.09.054А) из стали ЗОХГСА, толщиной 4 мм и пределом текучести (оо,г 85 кгс/мм правят на вибростенде (черт. 2172-Р). Перед правкой определяют параметры коробления заготовки по плоскости с помощью щупов и рычажного индикатора ИУ10 кл. 1 со штативом. Правку осуществляют последовательно в две стадии. Первоначально заготовку помещают на правильную плиту, фиксируют ее по внутреннему диаметру и плоскости четырь.мя раздвижными секторами и прикладывают к секторам вибрационную нагрузку в диаметральном направлении, перпендиакулярном оси заготовки. Вибрационную правку проводят с постоянными амплитудой (А 2мм) и частотой вибрации 47 Гц. Число циклов варируется в зависимости от величины .параметров коробления заготовки. Суммарное число циклов составляет 60000-70000. После
первичной обработки, включающей циклов, вибрационную нагрузку снимают, раздвижные сектора переводят в исходное положение, заготовку поворачивают вокруг собственной оси на 45°, повторно фиксируют заготовку по внутреннему диаметру и плоскости четырьмя раздвижными секторами и прикладывают к ним вибрационную нагрузку в диаметральном направлении, перпендикулярном оси заготовки. Вибрационную правку на второй стадии проводят с теми же параметрами. Критерием оценки качества виброправки служат показатели изменения величины коробления заготовки за счет стабилизации внутренних напряжений и стабильности полученных размеров при пролеживании заготовок.
Предлагаемый способ способствует повышению качества изделий и производительности.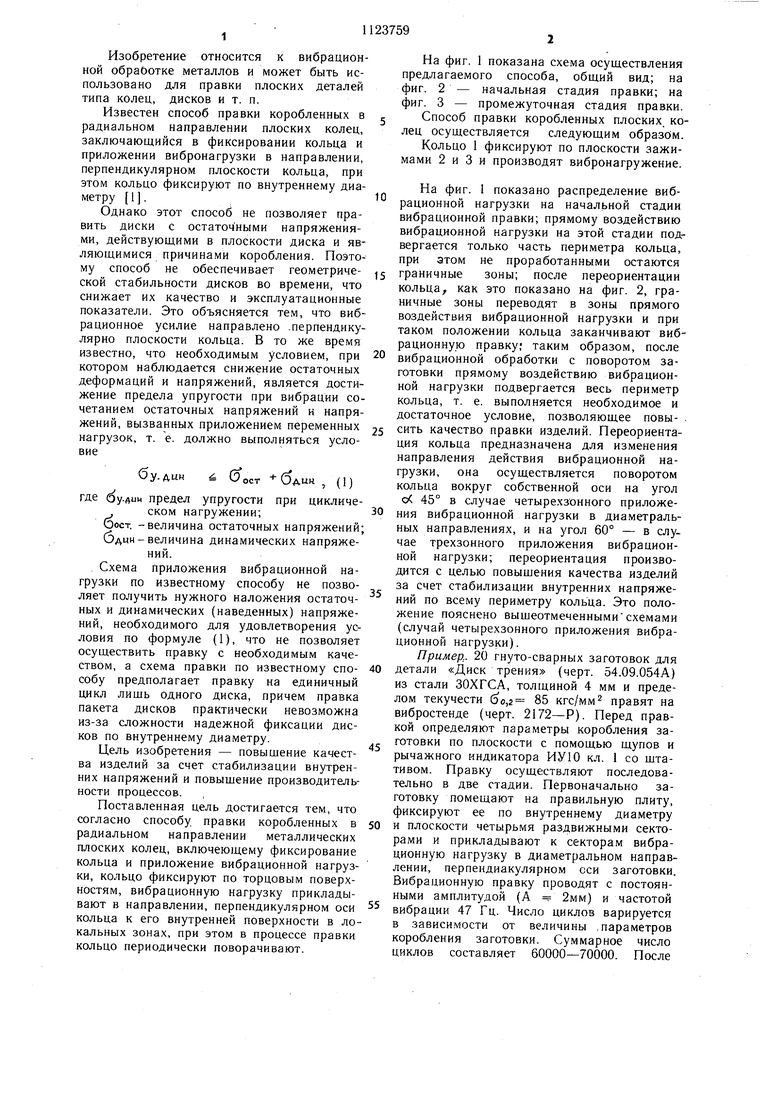
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки коробленных плоских колец | 1985 |
|
SU1219203A1 |
| СПОСОБ ПРАВКИ КРУПНОГАБАРИТНЫХ ПОКОВОК ТИПА ДИСКОВ, КОЛЕЦ, ФЛАНЦЕВ, ПЯТНИКОВ | 2006 |
|
RU2311250C1 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2010 |
|
RU2484910C2 |
| Способ правки кольцевых деталей | 1983 |
|
SU1142193A1 |
| СПОСОБ ПРАВКИ ДЕФОРМИРОВАННЫХ ДИСКОВЫХ ПИЛ (ВАРИАНТЫ) | 2003 |
|
RU2245766C1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254192C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2000 |
|
RU2201974C2 |
| СПОСОБ ПРАВКИ И СТАБИЛИЗАЦИИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2015 |
|
RU2611614C1 |
| СПОСОБ ПРЕЦИЗИОННОГО ДЕФОРМИРОВАНИЯ ТРУБЧАТЫХ И СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 2021 |
|
RU2762224C1 |
СПОСОБ ПРАВКИ КОРОБЛЕННЫХ В РАДИАЛЬНОМ НАПРАВЛЕНИИ МЕТАЛЛИЧЕСКИХ ПЛОСКИХ КОЛЕЦ, включающий фиксирование кольца и приложение вибрационной нагрузки, отличающийся тем, что, с целью повышения качества изделий путем стабилизации внутренних напряжений и повышения производительности, кольцо фиксируют по торцовым поверхностям, вибрационную нагрузку прикладывают в направлении, перпендикулярном оси кольца к его внутренней поверхности в локальных зонах, при этом в процессе правки кольцо периодически поворачивают. Y////////J7.
rpaHt tf /ir/e , /roffSepSffSf b/e Sui pffcfионной Haepy-SffU f/o cmadutj /грав.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ правки коробленных плоских колец | 1975 |
|
SU606653A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
