Изобретение относится к области обработки давлением, а именно к способам правки поковок.
В процессе изготовления в поковках по различным причинам возникают внутренние силы, приводящие к их искривлению в одной или нескольких плоскостях. Современное производство требует использования поковок с повышенной степенью точности геометрической формы и высоким качеством отделки поверхности. Поэтому процесс правки приобретает особое значение. Для исключения последствий коробления делают большие припуски, которые в последствии необходимо снимать, т.е. появляется дополнительная операция.
Известен способ правки крупногабаритных поковок типа дисков, колец, фланцев, пятников, выбранный в качестве прототипа, включающий установку заготовки торцом на нижнюю часть штампа и приложение бойком динамической нагрузки, направленной перпендикулярно плоскости заготовки (Сторожев М.В. Ковка и объемная штамповка стали. Справочник в двух томах, «Машиностроение», М., 1967, т.1, с.270-272).
Данный способ предусматривает выполнение формы бойка, соответствующей форме поковки. Правка осуществляется при одномоментном приложении нагрузки. Описанный способ не может быть использован для крупногабаритных тонких поковок, т.к. требует мощного оборудования и при одномоментном приложении нагрузки возможно разрушение поковки или в них создаются такие напряжения, которые приведут к их разрушению в последующей эксплуатации.
Таким образом, недостатком известного способа является создание напряжений внутри поковки, приводящее к снижению ее качества вплоть до разрушения, и необходимость использования мощного оборудования.
Задачей настоящего изобретения является создание способа, обеспечивающего повышение качества правки поковок, увеличение срока службы заготовок и повышение производительности.
Способ правки крупногабаритных поковок типа дисков, колец, фланцев, пятников, включающий установку поковки торцом на нижнюю часть штампа и приложение к поковке бойком динамической нагрузки, направленной перпендикулярно плоскости поковки, согласно изобретению, приложение к поковке динамической нагрузки осуществляют секционно за 4-7 ударов бойка, при этом после каждого удара бойка производят поворот поковки вокруг ее оси на угол до обеспечения заданной плоскостности поковки.
Предлагаемая правка обеспечивает возможность получения деталей с минимальными величинами коробления и биения, надежное сохранение полученных размеров и форм, вследствие того, что усилия прилагаются локально и в поковке не остается остаточных напряжений, т.е. обеспечивает необходимое качество поковки. Применение данного способа правки позволяет использовать маломощное оборудование. Верхний боек имеет небольшую площадь относительно поковки. Оптимальное количество ударов бойка 4-7, что определяется величиной заготовки и качеством материала.
Приведенные выше отличительные признаки являются новыми по сравнению с прототипом, поэтому изобретение соответствует критерию «новизна».
Патентные исследования показали, что в изученном уровне техники отсутствуют аналогичные технические решения, т.е. заявляемое техническое решение не следует явным образом из изученного уровня техники и, таким образом, соответствует критерию «изобретательский уровень».
Данное техническое решение может быть воспроизведено промышленным способом, следовательно, оно соответствует критерию «промышленная применимость».
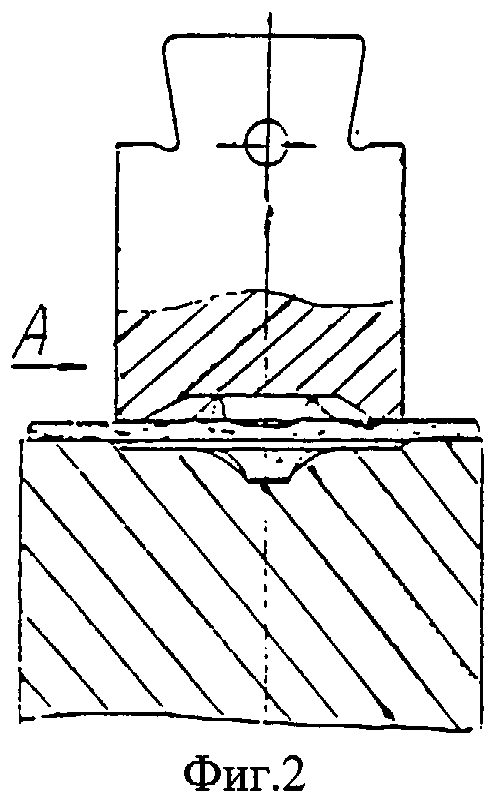
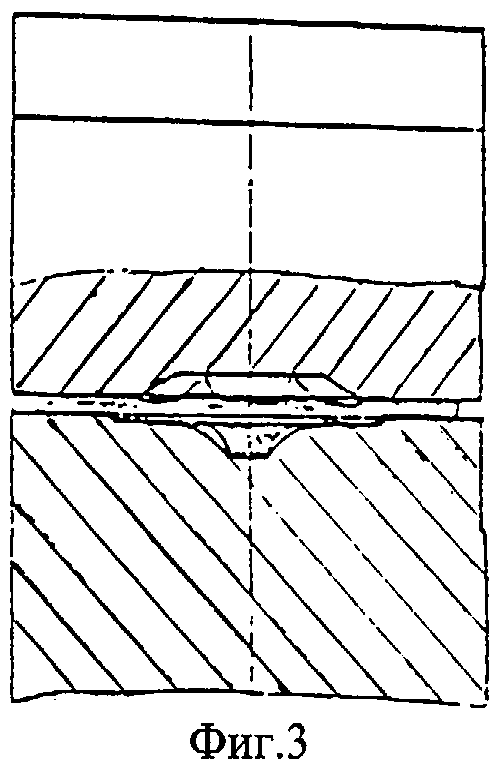
Схема правки поковок представлена: на фиг.1 - первоначальное положение поковки; на фиг.2 - при опущенном бойке; на фиг.3 - вид по стрелке А.
Для предлагаемого способа используется молот с весом падающих частей 0,63 т. Секционная правка применяется для поковок диаметром до 500 мм и толщиной до 27 мм. При этом нет необходимости выполнения бойка по форме поковки. Применяется обычный боек прямоугольной формы, имеющий небольшую относительно поковки площадь.
Например, для правки пятника, применяемого в железнодорожном транспорте, поковка с отсутствием припуска на основании и наличием центрального отверстия устанавливается в форму на нижней части молота. Далее бойком обычной прямоугольной формы наносят до 4-5 ударов, по необходимости до 7 ударов, каждый раз поворачивая поковку вокруг ее оси на угол до обеспечения заданной плоскостности поковки.
Применение данного метода правки исключает последующую обработку по снятию припусков и последующее сверление центрального отверстия.
Применение предлагаемой правки поковок приводит к повышению качества заготовок, снижению металлоемкости и трудоемкости процесса получения поковок, типа дисков, колец, фланцев, пятников. При этом повышается производительность труда, а вследствие повышения качества правки увеличивается и срок службы деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВКИ ПЯТНИКА, ПРЕДНАЗНАЧЕННОГО ДЛЯ СЦЕПКИ ВАГОНОВ ПОДВИЖНОГО СОСТАВА, И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2008 |
|
RU2392087C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ПРАВКИ ПОКОВОК | 1966 |
|
SU178662A1 |
| Способ изготовления поковок дисков | 1988 |
|
SU1579626A1 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |
| Способ изготовления криволинейных деталей | 1979 |
|
SU863119A2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ОСЕЙ ДЛЯ ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304483C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при правке поковок. Поковку устанавливают торцом на нижнюю часть штампа и прикладывают к ней бойком динамическую нагрузку. Нагрузка направлена перпендикулярно плоскости поковки. При этом нагрузку прикладывают секционно за 4-7 ударов бойка. После каждого удара бойка поковку поворачивают вокруг ее оси на угол до обеспечения заданной плоскостности. В результате обеспечивается повышение производительности и качества правки. 3 ил.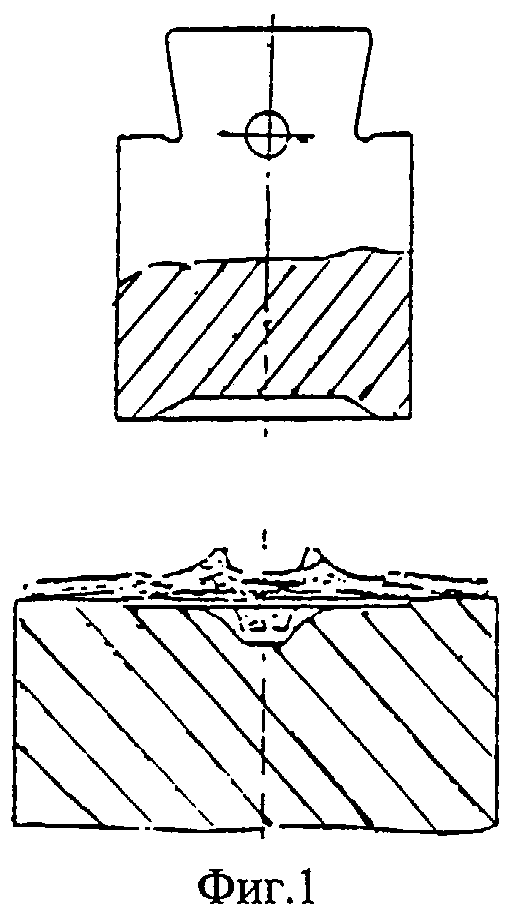
Способ правки крупногабаритных поковок типа дисков, колец, фланцев, пятников, включающий установку поковки торцом на нижнюю часть штампа и приложение к поковке бойком динамической нагрузки, направленной перпендикулярно плоскости поковки, отличающийся тем, что приложение к поковке динамической нагрузки осуществляют секционно за 4-7 ударов бойка, при этом после каждого удара бойка производят поворот поковки вокруг ее оси на угол до обеспечения заданной плоскостности поковки.
| Ковка и объемная штамповка стали, Справочник в двух томах | |||
| Под ред | |||
| Сторожева М.В., том 1, Москва, Машиностроение, 1967, с.270-272 | |||
| Установка для правки деталей типа дисков | 1978 |
|
SU721158A1 |
| Устройство для правки | 1957 |
|
SU110713A1 |
| Станок для проковки и правки дисковых и рамных пил | 1956 |
|
SU110526A1 |
| СПОСОБ ПРАВКИ ДЕФОРМИРОВАННЫХ ДИСКОВЫХ ПИЛ (ВАРИАНТЫ) | 2003 |
|
RU2245766C1 |
| Комплексный модификатор | 1982 |
|
SU1046297A1 |
| US 4450707 A, 29.05.1984. | |||

