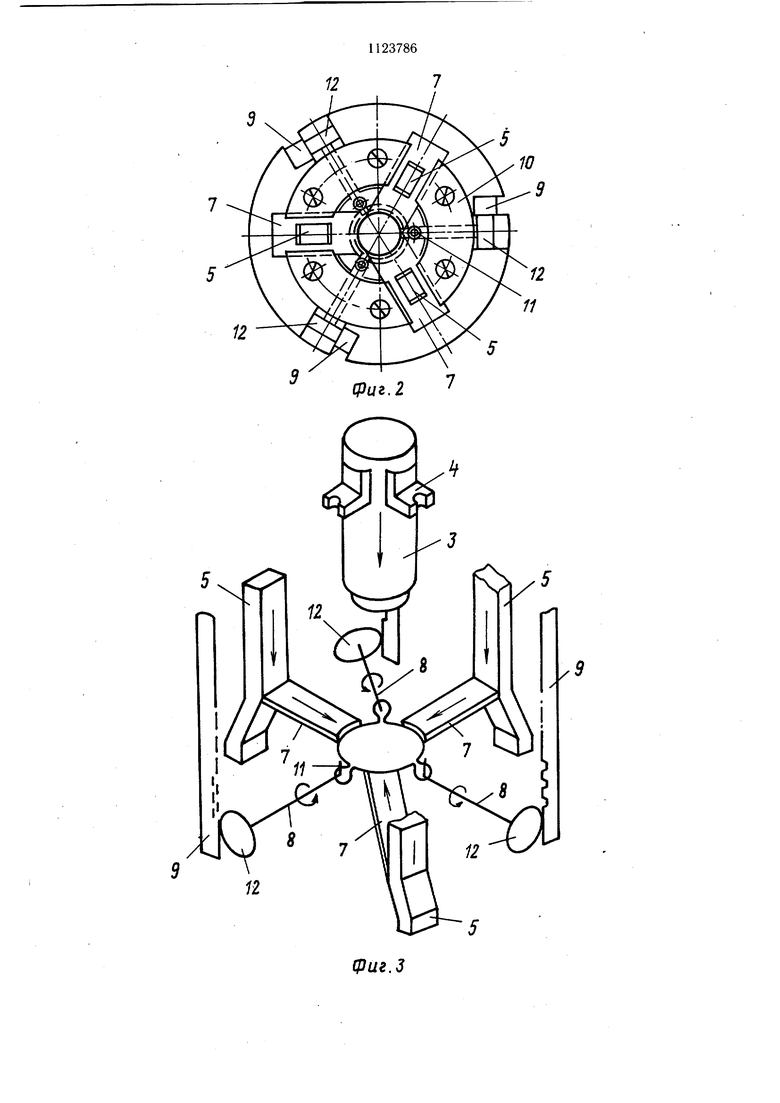
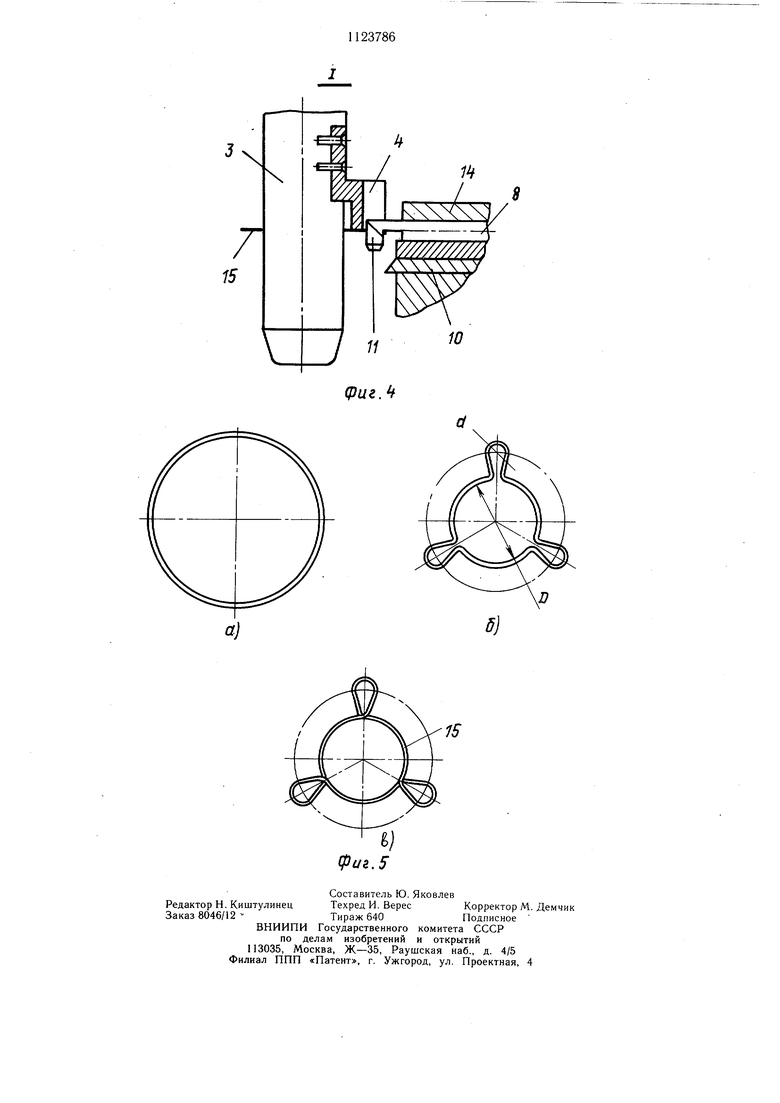
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления кольцевых изделий из проволоки, имеющих боковые отверстия для установки крепежа. Известен инструмент для закручивания овальных колец, содержащий формирующие поверхности 1. Однако этот инструмент характеризуется ограниченными технологическими ввзможностями. Известно устройство для изготовления кольцевых изделий из проволоки, содержащее закрепленные на верхней плите штампа пуансон со сбрасывателем и крылья, размещенные на основании с возможностью радиальиого перемещения посредством клиньев матрицы для формообразования боковой части изделия и смонтированные на основании ловители 2. Однако это устройство также характеризуется ограниченными технологическими возможностями. Цель изобретения - расщирение технологических возможностей путем безотходного получения деталей типа фланцев с боковыми крепежными отверстиями. Указанная цель достигается тем, что устройство для изготовления кольцевых изделий из проволоки, содержащее закрепленные на верхней плите щтампа пуансон со сбрасывателем и клинья, размещенные на основании с возможностью радиального перемещения посредством клиньев, матрицы для .формообразования боковой части изделия и смонтированные на основании ловители, имеет зубчатые рейки, смонтированные на верхней плите щтампа, размещенные на основании перпендикулярно оси пуансона подпружиненные фиксаторы, ловители смонтированы на основании с возможностью вращения и имеют формующие пальцы, размещенные на их концах, обращенные к пуансону, и закрепленные на противоположных концах шестерни, взаимодействующие с зубчатыми рейками. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 то же, кинематическая схема; на фиг. 4 - узел I на фиг. f; на фиг. 5 - этапы изготовления изделия а, б и в. Устройство для изготовления кольцевых изделий из проволоки содержит закрепленный на верхней плите 1 штампа 2 пуансон 3 со сбрасывателем 4 и клинья 5, размещенные на основании нижней плиты 6 с возможностью радиального перемещения посредством клиньев 5 матрицы 7 для формообразования боковой части изделия и.смонтированные на основании нижней плиты 6 ловители 8, зубчатые рейки 9, смонтированные на верхней плите 1 штампа 2, размещенные на основании нижней плиты 6 перпендикулярно оси пуансона 3 подпружиненные фиксаторы 10. Ловители 8 смонтированы на основании 6 с возможностью вращения и имеют формующие пальцы 11, размещенные на одних их концах, обращенных к пуансону 3, а на других концах ловителей 8 закреплены щестерни 12 для взимодействия с зубчатыми рейками 9. Фиксаторы 10 имеют пружины 13. Имеются подшипники 14, в которых вращаются ловители 8 с шестернями 12 посредством зубчатых реек 9 для формирования изделия 15. Устройство работает следующим образом. Кольцевые заготовки а (фиг. 5) укладывают на ловители 8. При движении пуансона 3 вниз матрицы 7 под действием клиньев 5 обжимают кольцевую заготовку а вокруг формующих пальцев 11 и пуансона 3. Когда кольцевая заготовка а принимает форму б (именно в этом положении изображена заготовка на фиг. 5), зубчатые рейки 9 вращают зубчатые шестерни 12 с ловителями 8 в подшипниках 14 на 180°, после чего вновь начинается участок рейки без зубьев, в этот момент сбрасыватели 4, продолжая опускаться вниз, снимают деталь в с формующих пальцев 11 и проталкивают напровал, одновременно воздействуя деталью в на фиксаторы 10, сжимая пружины 13 и вдвигая фиксаторы 10 в тело основания нижней плиты 6 до тех пор, пока заготовка 5 не пройдет фиксаторы 10, и они под действием пружин 13 вернутся на свое место. Прн подъеме верхней плиты 1 фиксаторы 10 снимают заготовку в с пуансона 3, зубчатые рейки 3 поворачивают ловители 8 в исходное положение, клинья 5 разводят матрицы 7. Устройство готово к следующей операции. . Изделия 15 могут подвергаться термообработке, покрытию, правке, если необходимо иметь участки D на одиом уровне. Изобретение существенно расширяет технологические возможности путем безотходного получения деталей типа фланцев с боковыми крепежными отверстиями.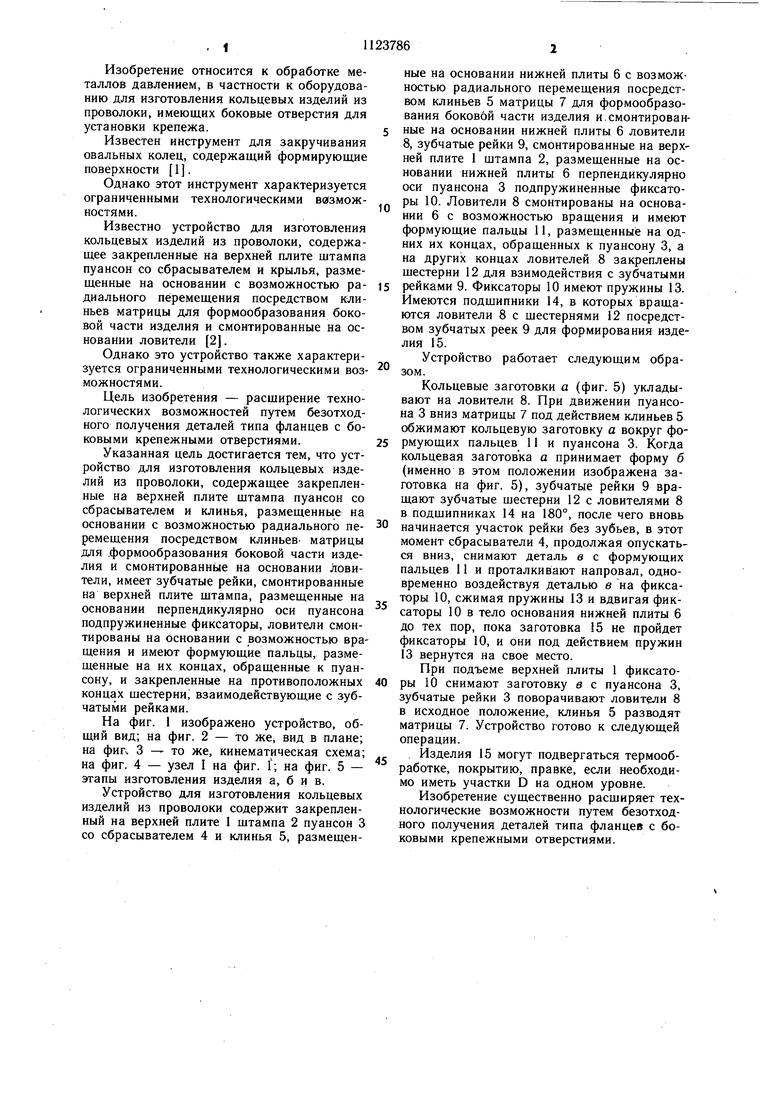
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Штамп для объемного формообразования деталей | 1982 |
|
SU1140877A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, содержаш,ее закрепленные на верхней плите штампа пуансон со сбрасывателем и клинья, размеш,енные на основании с возможностью радиального перемещения посредством клиньев матрицы для формообразования боковой части изделия и смонтированные на основании ловители, отличающееся тем, что, с целью расширения технологических возможностей путем безотходного получения деталей типа фланцев с боковыми крепежными отверстиями, оно имеет зубчатые рейки, смонтированные на верхней плите штампа, размещенные на основании перпендикулярно оси пуансона подпружиненные фиксаторы, ловители смонтированы на основании с возможностью вращения и имеют формующие пальцы, размещенные на их концах, обращенных к пуансону, и закрепленные на противоположных концах шестерни, взаимодействующие с зубчатыми рейками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления кольцевых заготовок змейковых сепараторов подшипников качения | 1957 |
|
SU122736A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Корсаков В | |||
| Д | |||
| Штамп клиновой для формовки рельефов | |||
| Справочник мастера по штампам | |||
| Л., «Машиностроение, 1972, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
