ю
00
00 САЭ
Изобретение относится к области обработки металлов давлением, а именно к изготовлению биметаллических контактных болтоно
Целью изобретения является повышение качества болтов за счет увеличения плотности соединения по сопрягаемым поверхностям и прочности соединения о
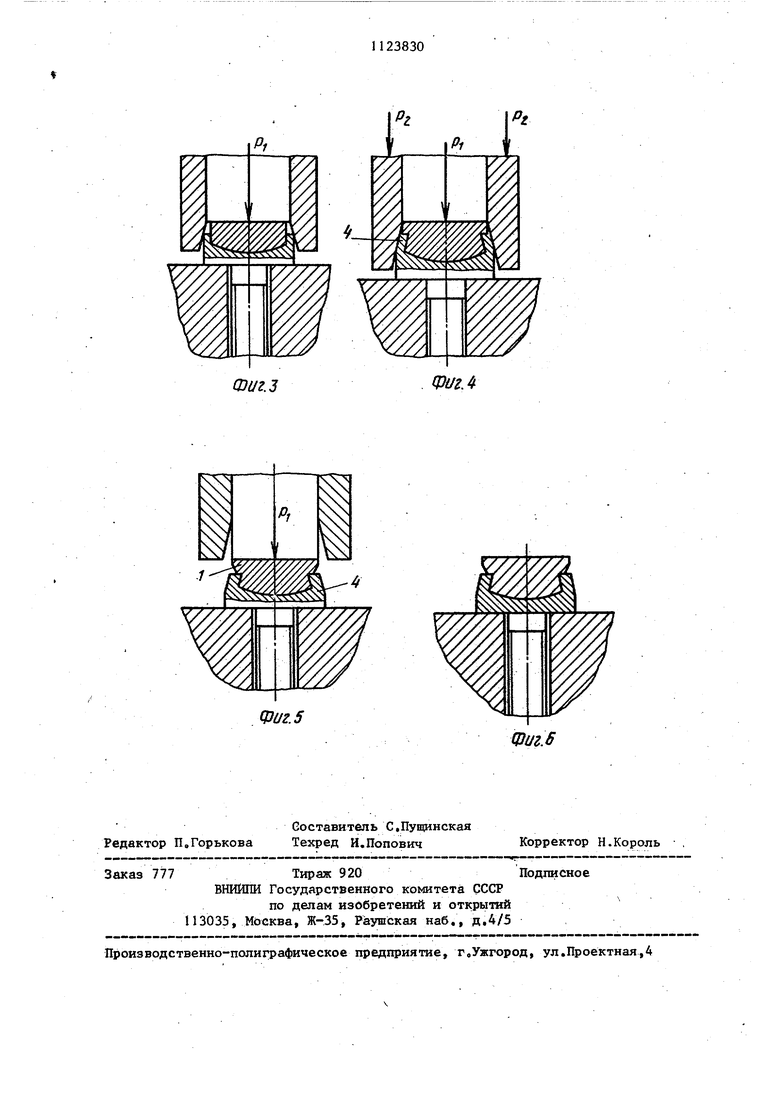
На фиг,1 показано исходное положение заготовок; на фигD2,3,4,5 - стадии деформирования заготовок; на фиг.6 - готовая деталь.
Способ изготовления биметаллического контактного болта заключается в следующем
Изготавливают контакт 1 из электропроводного пластичного металла и болт 2 из металла с вь1сокими механическими свойствами В головке болта выполняют осевое гнездо 3 Сопрягаемые поверхности контакта 1 и дна гнезда 3 выполняют сферическими. Поверхность контакта выполняют радиусом RI, который меньше радиуса R поверхности дна гнезда 3
Устанавливают контакт 1 в гнездо 3 болта и осаживают его усилием Р, до заполнения частью металла контакта гнезда 3 Осаживание осув ествляют до полного заполнения гнезда 3 материалом контакта. Затем без снятия
усилия Р, осуществляют обжим головки болта усилием Р с внедрением стенок 4 головки болта в контакт. Затем снимают усилие Р и производят распрессовку контакта в гнезде болта на величину упругой деформации стенок 4 головки болта
Формула изобретения
Способ изготовления биметаллического контактного болта, заключаю- щийся в размещении электропроводного контакта из пластичного металла в осевомгнезде головки болта из металла с высокими механическими свойствами и их соединении пластическим деформированием с осаживанием контакта до заполнения частью его металла-гнезда болта, отличающийся тем, что, с целью повьппения его качества, сопрягаемые поверхности контакта и дна гнезда болта ш 1полнены сферическими, поверхность контакта выполнена с меньшим радиусом, после осаживани контакта осуществляют обжим .головки болта без снятия усилия осаживания с внедрением ее стенок в контакт, а затем производят распрессовку контакта в гнезде болта на величину упругой деформации стенок головки болта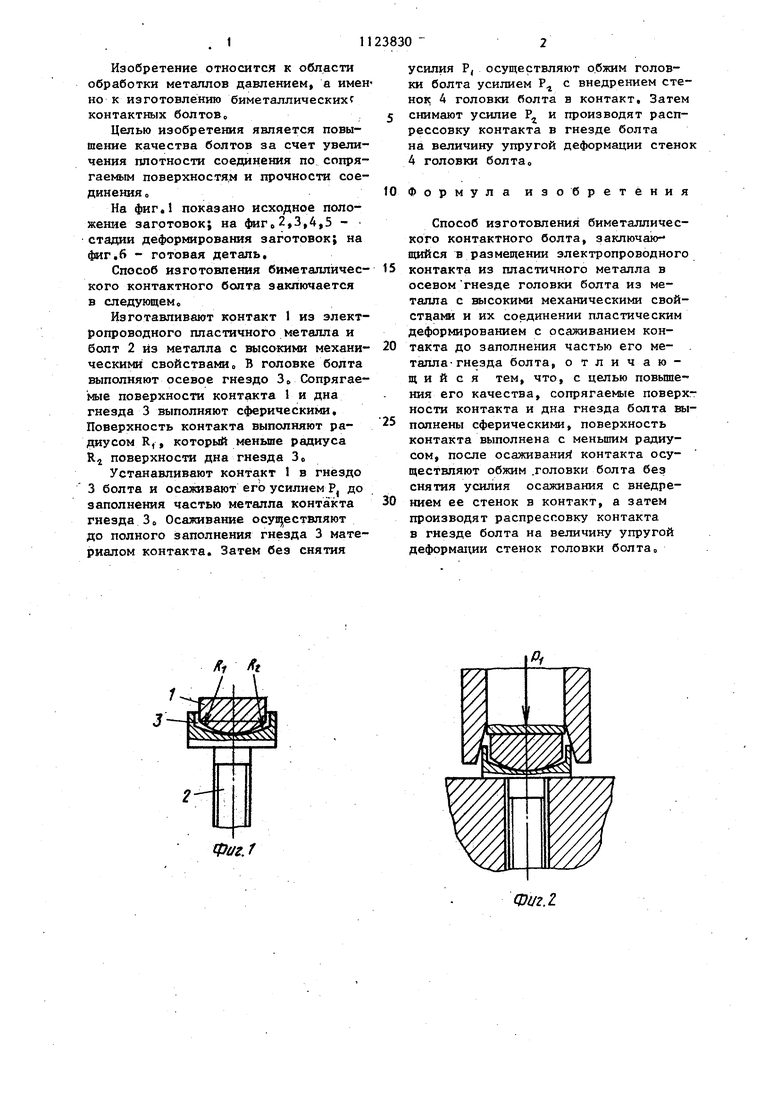
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока цилиндров аксиально-поршневой гидромашины | 1985 |
|
SU1323302A1 |
| Электрический контакт | 1982 |
|
SU1220022A1 |
| Способ изготовления резьбового крепежного элемента | 1991 |
|
SU1774085A1 |
| Способ изготовления биметаллического контактного болта | 1981 |
|
SU979069A1 |
| Способ изготовления полых деталей и штамп для его осуществления | 1988 |
|
SU1606232A1 |
| СПОСОБ СОЕДИНЕНИЯ ПАКЕТА ДЕТАЛЕЙ И СИЛОВАЯ ТОЧКА СОЕДИНЕНИЯ ПАКЕТА ДЕТАЛЕЙ | 2005 |
|
RU2308344C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ И СИЛОВАЯ ТОЧКА СОЕДИНЕНИЯ | 2005 |
|
RU2308345C2 |
| Электрический контакт | 1982 |
|
SU1072124A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНЫХ РАЗМЕРОВ ЗАГОТОВКИ | 2017 |
|
RU2693280C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2177854C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления биметаллических контактных болтов. Цель изобретения - повышение качества болтов. Способ заключается в том, что сопрягаемые поверхности электропроводного контакта 1 и гнезда 3 в головке болта 2 из металла с высокими механическими свойствами выполняют сферическими. Поверхность контакта выполняют радиусом, меньшим радиуса поверхности гнезда. Контакт устанавливают в гнездо, осаживают его до полного заполнения гнезда материалом контакта. Без снятия усилия осаживания осуществляют обжим головки болта с внедрением ее стенок в контакт, Лосле снятия усилия обжима производят распрессовку контакта в гнезде болта на величину упругой деформации стенок головки болта. 6 ил.
Ki /ft
Фиг.1
fpi/z.5
| Способ изготовления биметаллического контактного болта | 1981 |
|
SU979069A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
