Изобретение относится к обработке металлов давлением, в частности к технологии листовой штамповки
Цель изобретения - повьшение степени деформирования при изготовлении деталей преимущественно коробчатой формыс,
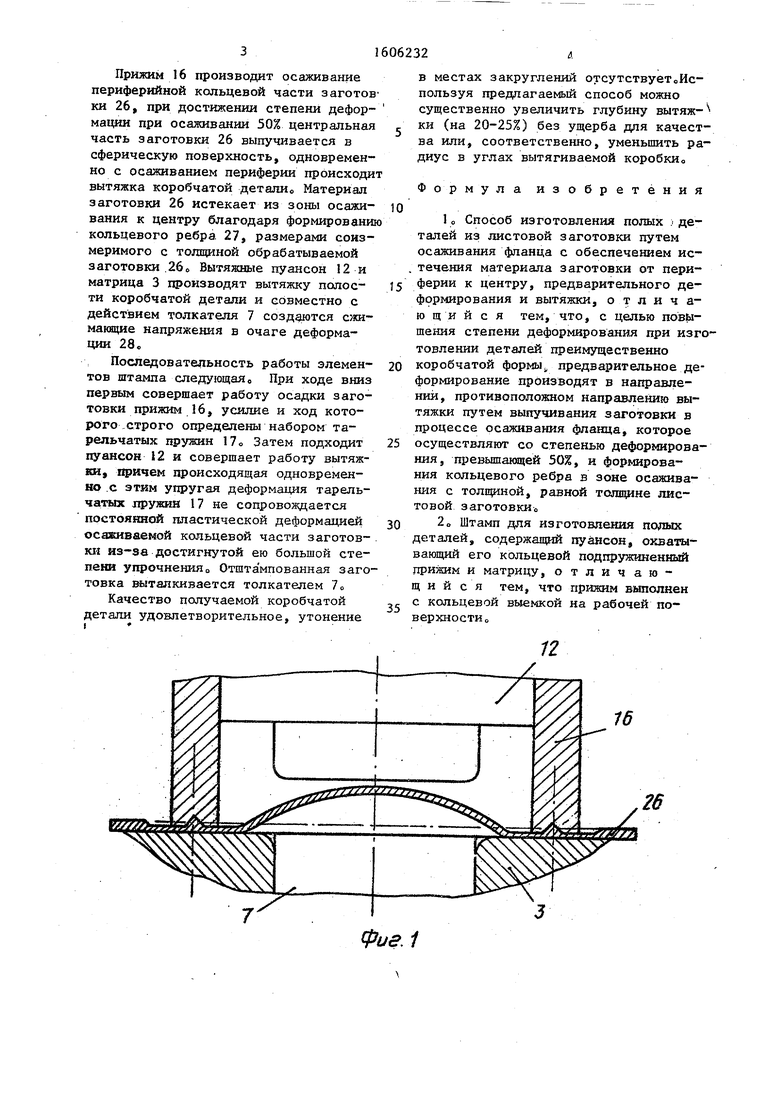
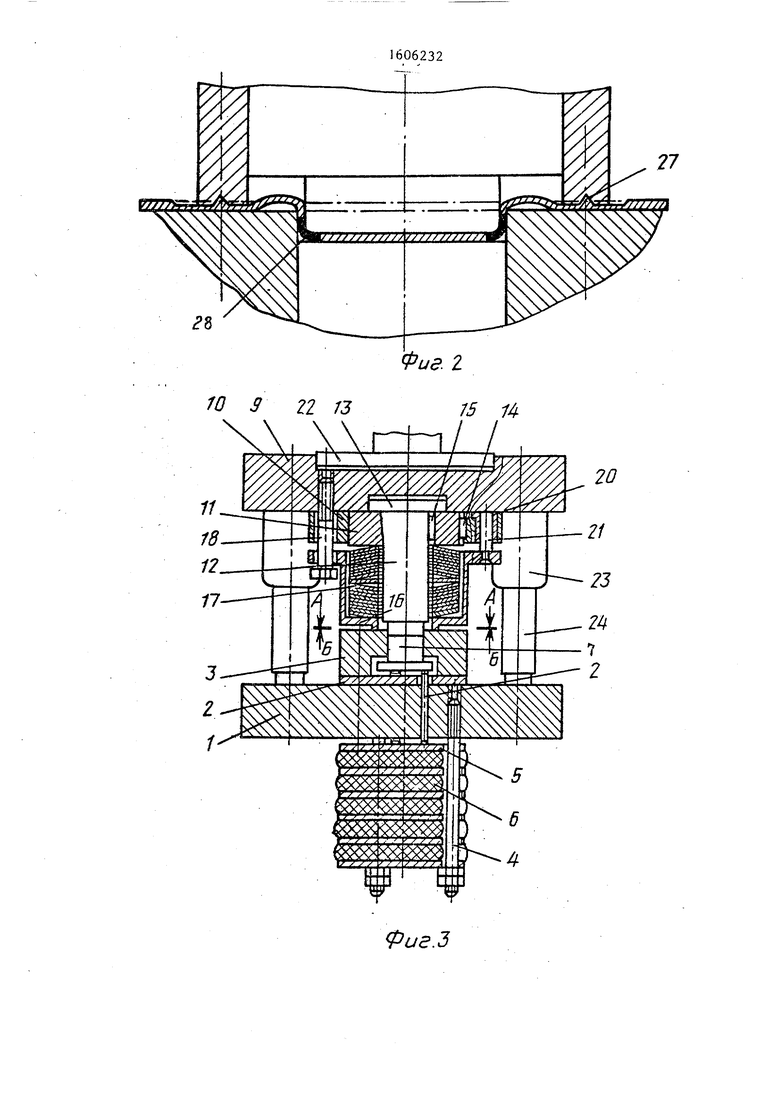
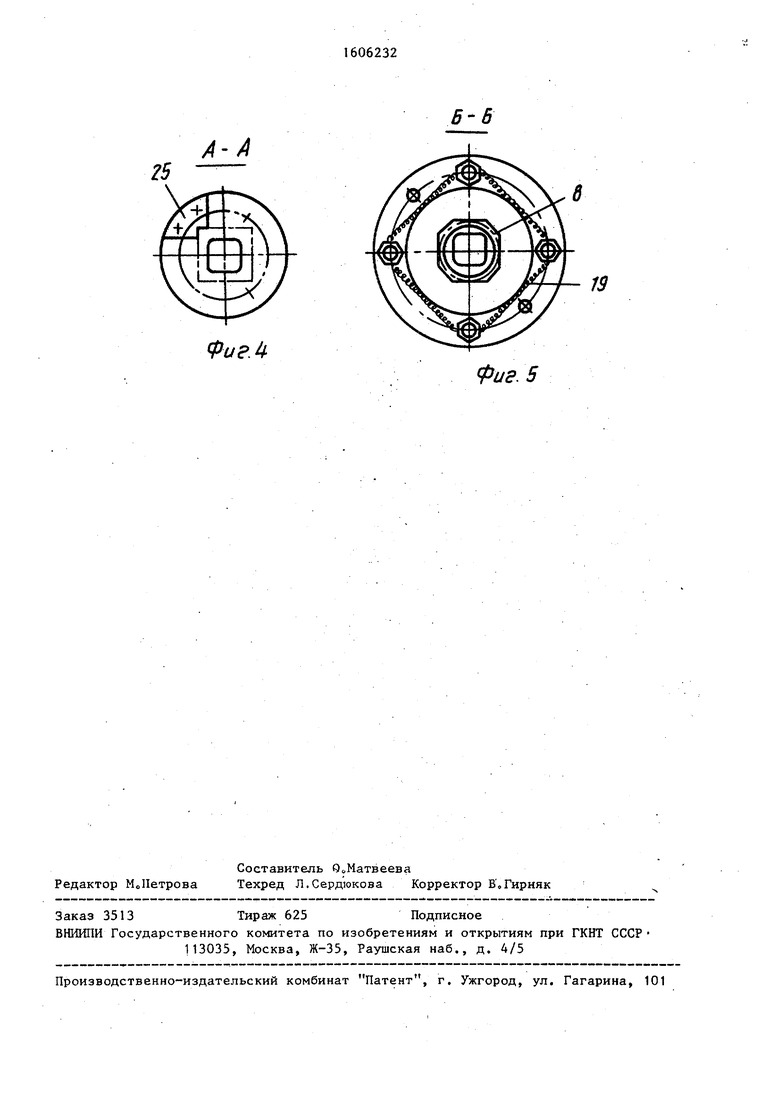
На фигр1 и 2 показана последовательность воздействия на заготовку; на фиГиЗ - штамп для реализации способа в сборе; на фиго4 - разрез А-А на фигоЗ; на фиго5 - разрез Б-Б на фиг о 3 о
Штамп для реализации предлагаемого способа (фиГоЗ - 5) содержит нижнюю плиту 1, к которой через прокладку 2 крепится матрица 3, а снизу шпильками 4 крепится набранное из
прокладок 5 и резины 6 буферное устройство, воздействующее на толкатель 7 через штифты 8оШтамп включает также верхнюю плиту 9, обойму 10, пуан- сонодержатель 11, пуансон 12.и прокладку 13, а также шпонки 14 и 15 Прижим 16, выполненный в виде стакана с кольцевой выемкой на рабочей ло- верхности, вмещает в себя набор из тарельчатых пружин 17 и крепится к верхней плите 9 спецболтами 18, зафиксированными от поворота проволокой 19 Втулки 20 и колонки 21 служат для направления при движении пуансона 12. Штамп снабжен хвостовиком 22, втулками 23 и колонками 24, а также фиксатором 25 о
Способ реализуют следующим обраЗОМо
Прижим 16 производит осаживание периферийной кольцевой части заготов ки 26, при достижении степени дефор- мации при осаживании 50% центральная часть заготовки 26 выпучивается в сферическую поверхность, одновременно с осаживанием периферии происходи вытяжка коробчатой детагшо Материал заготовки 26 истекает из зоны осаживания к центру благодаря формировани кольцевого ребра. 27, размерами соизмеримого с толщиной обрабатываемой заготовки .26,, Вытяжные пуансон 12 и матрица 3 производят вытяжку полости коробчатой детали и совместно с действием толкателя 7 создаются CJJCH- макщие напряжения в очаге деформации 28,
Последовательность работы элементов штампа следующаяо При ходе вниз первым совершает работу осадки заготовки прижим 16, усилие и ход которого .строго определены набором тарельчатых пружин 17о Затем подходит пуансон 12 и совершает работу вытяж- «Kf причем происходящая одновременно .с этим упругая деформация тарельчатых лружия 17 не сопровождается постоянной пластической деформацией осаживаемой кольцевой части заготов- ки из-за достигнутой ею большой степени упрочнения о Отшта мпованная заготовка выталкивается толкателем 7о
Качество получаемой коробчатой детали удовлетворительное, утонение
0
5
0
5
0
5
в местах закруглений отсутствуеТоИс- пользуя предлагаемый способ можно существенно увеличить глубину вытяж- ки (на 20-25%) без ущерба дня качества или, соответственно, уменьшить радиус в углах вытягиваемой коробкИо
Формула изобретения
1о Способ изготовления полых ) деталей из листовой заготовки путем осаживания фланца с обеспечением ис- течения материала заготовки от периферии к центру, предварительного деформирования и вытяжки, отличающийся тем, что, с целью повышения степени деформированил при изготовлении деталей преимущественно коробчатой формы, предварительное деформирование производят в направлении, противоположном направлению вытяжки путем выпучивания заготовки в процессе осаживания фланца, которое осуществляют со степенью деформирования, превышающей 50%, и формирования кольцевого ребра в зоне осаживания с толпр1ной, равной толщине листовой заготовкио
2о Штамп для изготовления подых деталей, содержащий пуансон, охватывающий его кольцевой подпружиненньй прижим и матрицу, отличающийся тем, что прижим выполнен с кольцевой выемкой на рабочей поверхности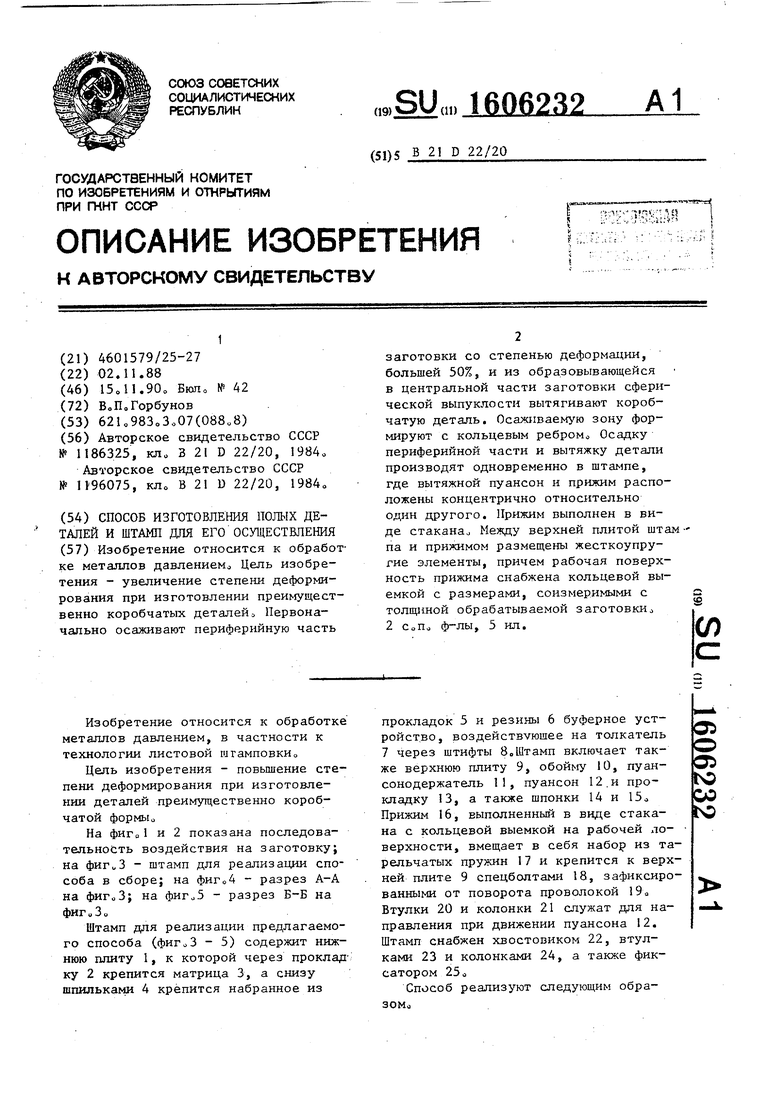
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки крупногабаритных деталей | 2016 |
|
RU2631070C2 |
| Способ изготовления коробчатых изделий и штамп для его осуществления | 1978 |
|
SU747577A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
| Штамп совмещенного действия для изготовления полых деталей из листовых заготовок | 1983 |
|
SU1131576A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
Изобретение относится к обработке металлов давлением. Цель изобретения - увеличение степени деформирования при изготовлении преимущественно коробчатых деталей. Первоначально осаживают периферийную часть заготовки со степенью деформации, большей 50%, и из образовывающейся в центральной части заготовки сферической выпуклости вытягивают коробчатую деталь. Осаживаемую зону формируют с кольцевым ребром. Осадку периферийной части и вытяжку детали производят одновременно в штампе, где вытяжной пуансон и прижим расположены концентрично относительно один другого. Прижим выполнен в виде стакана. Между верхней плитой штампа и прижимом размещены жесткоупругие элементы, причем рабочая поверхность прижима снабжена кольцевой выемкой с размерами, соизмеримыми с толщиной обрабатываемой заготовки. 2 с.п.ф-лы, 5 ил.
Г6
Фие.1
8
0 3 22 ГЗ
Фиг. г
/5 П
11
Фиг.З
Х-
ФигЛ
6-В
19
фиг. 5
| Способ изготовления полых деталей с фланцем | 1984 |
|
SU1186325A1 |
