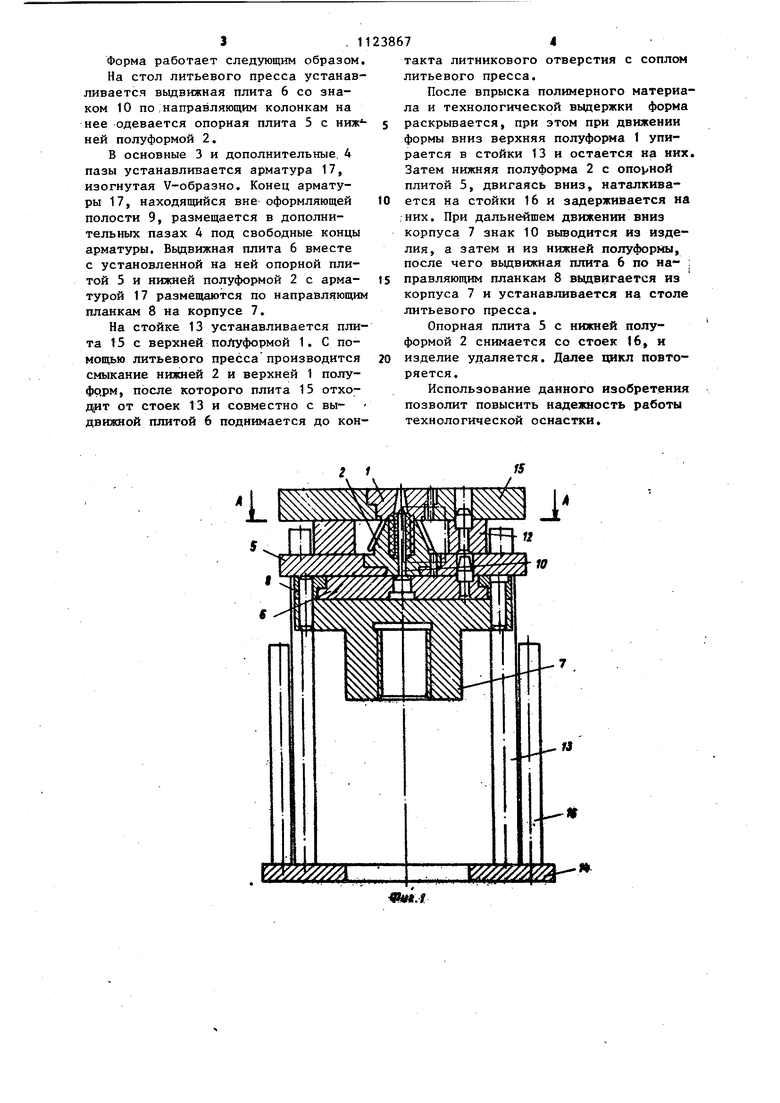
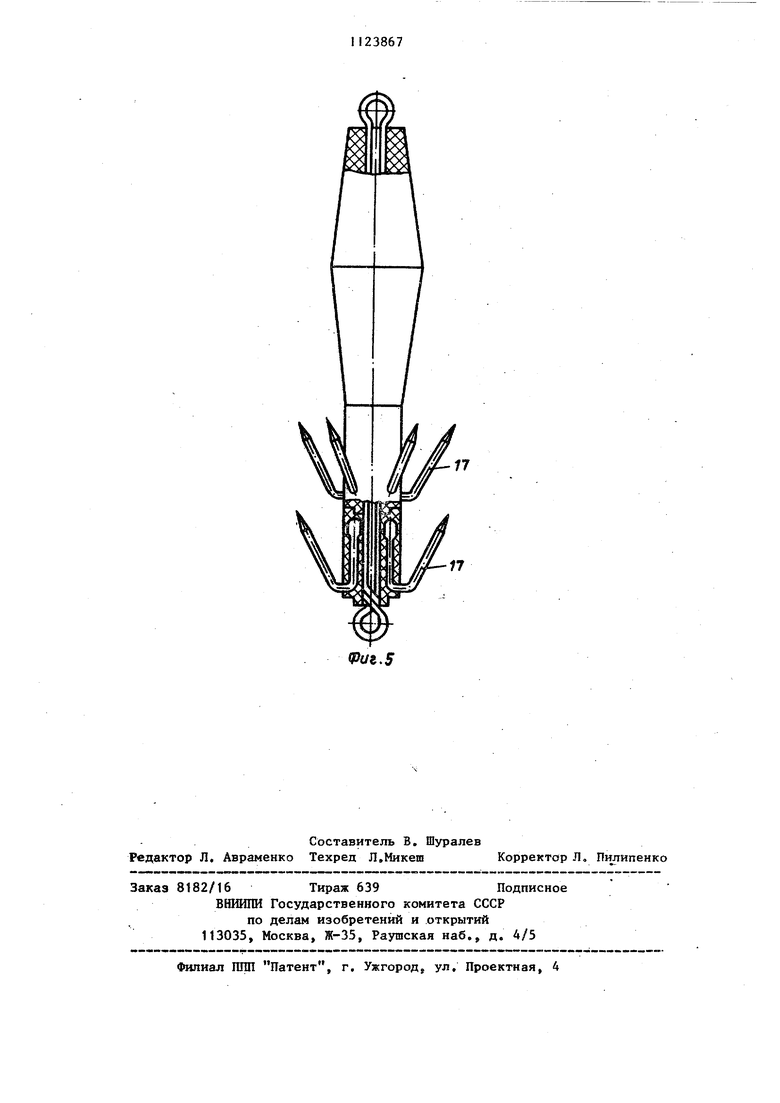
Изобретение относится к перерабо ке полимерных материалов и может быть использовано для изготовления изделий с V-образной проволочной ар матурой . Известна также форма для йзготов ления изделий с арматурой, содержащая размещенную на плите с упором составную матрицу с пазами под арма туру и фиксирующее арматуру устройс во в виде соосно расположенных в па зу стержней с пружиной между ними l . Известная форма позволяет надежн фиксировать прямолинейную арматуру от продольного перемещения и от пов рота в поперечном направлении, но н может быть использована для фиксации изогнутой арматуры. Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является литьевая форма для изготовления полимерных изделий с арматурой, содержащая верхнюю и нижнюю полуформы с пазами под арматуру, вьтолненными на сопряженных поверхностях 2j . Однако при изготовлении изделий с большим количеством V-образной проволочной арматуры вследствие неточности изготовления последней, упругости материала арматуры (тонкой проволоки), а также из-за сотря сений, сдвигов и толчков формы легкая арматура, имеющая свободные кон цы большой длины, выпадает из пазов или смещается и обламьшается при прессовании. Цель изобретения - повышение надежности работы формы при изготовле НИИ изделий с V-образной проволочно арматурой. Поставленная цель достигается тем, что литьевая форма для изготов ления полимерных изделий с арматурой, содержащая верхнюю и нижнюю по луформы с пазами под арматуру, выполненными на сопряженных поверхностях, на внешней поверхности нижней полуформы выполнены дополнитель ные пазы под свободные концы арматуры, при этом дополнительные пазы соединены с основными, а размеры дополнительного паза определены соо ношением -А 2 - 3 - 2 3, где А - глубина дополнительного паза; Б - ширина основного и дополнительного пазов. Такое конструктивное решение за счет выполнения дополнительных пазов определенной глубины исключает возможность смещения арматуры перед формованием изделия. Увеличение глубины дополнительных пазов более чем в 2-3 раза в сравнении с глубиной основных пазов не сказывается на надежности фиксации арматуры. Уменьшение глубины снижает надежность работы формы. На фиг. 1 показана литьевая форма, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - верхняя и нижняя полуформы с основными и дополнительными пазами под арматуру; на фиг. 4 - изготовляемое изделие; на фиг. 5 - изготовляемое изделие в устройстве для ловли кальмаров. Литьевая форма содержит верхнюю и нижнюю 2 полуформы с пазами 3 под арматуру, выполненньми на сопряженных поверхностях. На внешней поверхности нижней полуформы 2 выполнены дополнительные пазы Д под свободные концы арматуры, при зтом дополнительные пазы 4 соединены с основными пазами 3, а размеры дополнительного паза 4 определены соотношением-А 2 - 3 Б - где А - глубина дополнительного паза;Б - ширина основного и дополнительного пазов. Нижняя полуформа 2 размещена на опорной плите 5. Вьщвижная плита 6 установлена на корпусе 7 между направляющими планками 8 и связана с силовым цилиндром литьевого пресса. Соосно оформляющей полости 9 установлен знак 10, закрепленный в вьщвижной плите 6. На опорной плите 5 закреплены планки 11 с направляющими колонками 12 для фиксации верхней и нижней полуформ. Для раскрытия формы предусмотрены стойки 13, установленные на основании 14. Стойки 13 служат при раскрытии формы опорами для плиты 15, в которой размещена верхняя полуформа 1. На основании также закреплены стойки 16 взаимодействующих с опорной плитой 5 при извлечении знака 10 изделия.
3. 1
Форма работает следующим образом.
На стол литьевого пресса устанавливается вьщвижная плита 6 со знаком 10 по,направляющим колонкам на нее одевается опорная плита 5 с полуформой 2.
В основные 3 и дополнительные. 4 пазы устанавливается арматура 17, изогнутая V-образно. Конец арматуры 17, находящийся вне оформляющей полости 9, размещается в дополнительных пазах 4 под свободные концы арматуры. Вьщвижная плита 6 вместе с установленной на ней опорной плитой 5 и нижней полуформой 2 с арматурой 17 размещаются по направляющим планкам 8 на корпусе 7.
На стойке 13 устанавливается плита 15 с верхней полуформой 1. С помощью литьевого пресса производится смыкание нижней 2 и верхней 1 полуфс)рм, после которого плита 15 отходит от стоек 13 и совместно с выдвижной плитой 6 поднимается до кон38674
такта литникового отверстия с соплом литьевого пресса.
После впрыска полимерного материала и технологической вьщержки форма
5 раскрывается, при этом при движении формы вниз верхняя полуформа 1 упирается в стойки 13 и остается на них. Затем нижняя полуформа 2 с опорной плитой 5, двигаясь вниз, наталкива0 ется на стойки 16 и задерживается на ;них. При дальнейшем движении вниз корпуса 7 знак 10 выводится из изделия, а затем и из нижней полуфоркш, после чего выдвижная плита 6 по на- :
s правляющим планкам 8 вьщвигается из корпуса 7 и устанавливается на столе литьевого пресса.
Опорная плита 5 с нижней полуформой 2 снимается со стоек 16, и
0 изделие удаляется. Далее цикл повторяется.
Использование данного изобретения позволит повысить надежность работы технологической оснастки.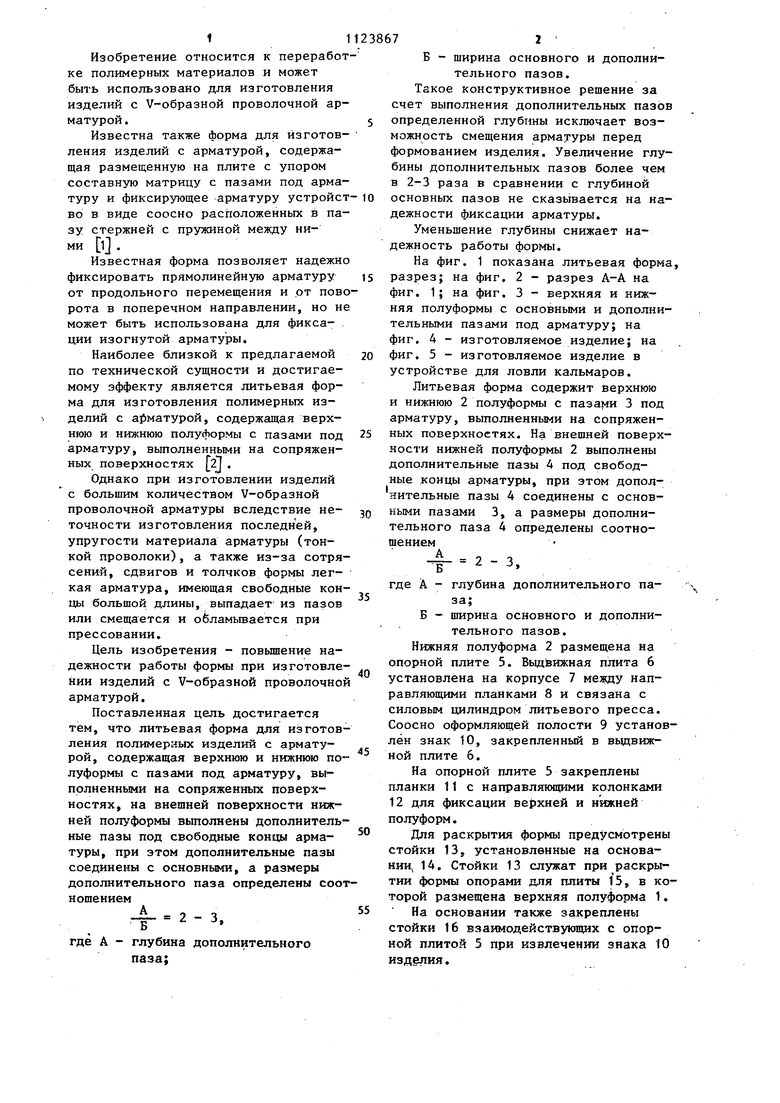
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| Кассетная литьевая пресс-форма для изготовления полимерных изделий с арматурой | 1985 |
|
SU1380981A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1509266A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |

ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С АРМАТУРОЙ, содержащая верхнюю и нижнюю полуфор-.мы с пазами под арматуру, выполненными на сопряженньк поверхностях, отличающаяся тем, что, с целью повьппения надежности работы формы при изготовлении изделий с V-образной проволочной арматурой, на внешней поверхности нижней полуформы выполнены дополйительные пазы под свободные концы арматуры, при . этом дополнительные пазы соединены с основными, а размеры дополнительного паза определены соотношением А Б 2-3, где А Б глубина дополнительного паза; ширина основного и дополнительного пазов.
г 1
ю
11
X
Г7
fPu,3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для изготовления изделий с арматурой | 1976 |
|
SU596454A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С АРМАТУРОЙ | 0 |
|
SU395273A1 |
| Солесос | 1922 |
|
SU29A1 |
