Изобретение относится к переработке пластических масс и сплавов и может быть использовано в радиотехнической промьппленности для производства деталей с цилиндрической арматурой.
Целью изобретения является повышение производительности формы .за счет обеспечения возможности загрузки формы во время ее работы.
На фиг.1 показана предлагаемая литьевая форма, вид по плоскости разъема на фиг.2 - разрез А-А на фиг.1 (при сомкнутых полуформах); на фиг.З - то же сечение при разомкнутых полуформах ; на фиг.4 - предлагаемая литьевая форма, вид по плоскости разъема при сомкнутых полу- формах; на фиг.5 - сечение Б-Б на фиг.4. -
Литьевая форма .содержит подвижную полуформу смонтированную на плите 1, на которой размещена промежуточная плита 2. К плите 2 прикреплена опорная плита 3 и матри- цедержатель 4. В промежуточной плите 2 размещены пружины 5, усилием которых образуется дополнительный разъем, величина которого ограничивается планкз -ш 6. Плиты 3 и 4 подвижной полуформы перемещаются по направляющим колонкам 7. В промежуточной плите 2 размещена выталкивающая система для изделий 8. Выталкивающая система состоит из плиты 9 и плиты 10 с толкателями 11 и колонками 12. В плите 9 жестко установлен хвостовик 13. Для возврата выталкивающей системы установлены контртолкатели
14.В плиту 1 вмонтирован золотник
15,подпружиненный пр ужиной 16. Сжатый воздух подводится к золотнику 15 через нипйель 17, закрепленный в плите 1.
В опорной плите 3 жестко закреплен корпус 18, в котором встроен цилиндр 19. В цилиндр 19 вмонтирован исток 20, жестко связанный с плитой 21 толкающей системы арматуры 22, имеющей толкатели 23, которая перемещается по направляющим колонкам 24. Плита 21 снабжена кулачковыми планками 25 и 26 для привода встроенной в корпус 18 подвижной каретки 27. Последняя имеет сквозные пазы 28 для размещения арматуры 22. Пазы 28 выполнены фигурными для исключения возможности вертикального размещения
арматуры 22 и по количеству равны количеству оформляющих мест. Под пазами 28 в корпусе 18 выполнены пазы 29 для размещения нижней арматуры 22. Между пазами 28 вьшолнены конические выступы 3Q. На каретке 28 жестко закреплены стойки 31, ограничивающие арматуру 22 с торцов и вхоQ дящие в пазы 32, выполненные в бункере 33, установленном на каретке 27. Таким образом, бункер -33 одет на стойки 31 каретки 27 и служит для загрузки арматуры 22 стопками во
5 время работы формы, причем ширина пазов 32 и соответственно стоек 31 меньше диаметра арматуры 22. Бункер 33 также имеет конические выступы 34,совпадающие Ъо контуру с коничесQ КИМ выступом 30 каретки 27. Для вер- тикального смещения бункера 33 относительно каретки 27 при их горизонтальном перемещении на нижней поверх- ности бункера 33 вьшолнены кулачко5 вые выемы 35, взаимодействующие с кулачковыми выступами 36, вьшолненными на поверхности корпуса 18. При этом происходит подъем бункера 33, а его опускание осуществляется за счет кулачковых планок 37, закрепленных на корпусе 18, взаимодействующих с выступами 38, выполненными на бункере 33. Подвижная полуформа снабжена механизмом переноса арматуры 22 в оформляющую полость, вьшолненным в виде
5 рамы 39 с упругими захватами 40, ус- тановлен ными против каждого оформляющего места. Рама 39 жестко закреплена на валу 41, который кинематически связан с плитами подвижной полуформы через шестерни 42 и двухсторонние рейки 43, которые вместе с рейками 44 вставлены в пазы опорной плиты 3. Между рейками 43 и 44 установлена шестерня 45. В промежуточной плите 2
встроены упоры 46, подпружиненные пружинами 47 для прижима поворотной рамы 39 к корпусу 18. Для ликвидации возможных люфтов в кинематической цепи при установке арматуры 22
0 в оформляющую полость в плиту 10 вмонтированы упоры 48, подпружиненные пружинами 49. Неподвижная полуформа смонтирована на плите 50, к которой жестко прикреплен пуансо5 нодержатель 51. В последнем подвижно установлены прижимы 52, подпружиненные пружинами 53, а также упоры 54 для фиксации арматуры 22 в желоб0
ках 55, выполненные в матрицедержа- теле 4. Прижимы 52 входят в паз 56, пересекающий желобки 55. Неподвижная полуформа снабжена литковой втулкой (на чертежах не показана).
Литьевая форма работает следующим образом.
После установки формы на литьевую машину ее подсоединяют к источнику сжатого воздуха через штуцер 17. Затем стопками заполняют бункер 33 арматурой 22, которая опускается по фигурным пазам 28 до канавок 29 в корпусе 18. В процессе работы формы бункер .33 дополняют арматурой 22,
Для переноса арматуры 22 в оформляющую полость смьжают и размыкают полуформы без впрыска расплава. При смыкании полуформ контртолкатели 14 устанавливают плиты 9 и 10 в исходное положение, а матрицеформатель 4 наталкивается на пуансонодержатель 51. Зазор, образованньш пружинами 5 между промежуточной 2 и подвижной 3 плитами, начинает уменьшаться. При этом плита 2 толкает двухсторонюю рейку 43, которая перемещается слева направо, поворачивая шестерню 42 с валом 41 и рамой 39 против часовой стрелки, а рейка 44 при этом сдвигается справа налево. В этот момент арматура 22 удерживается прижимами 52 и упорами 54, и поэтому она выходит из упругих захватов 40 и остается зажатой полуформами в желобках 55, При этом возможньй зазор между желобами 55 и арматурой 22 образуется в неподвижной полуформе под воздействием подпружиненного упора 52 усилием пружины 53. После выбора зазора между промежуточной 2 и опорной 3 плитами поворотная рама 39 возвращается в исходное вертикальное положение и соприкасается с корпусом 18 и кареткой 27, Под воздействием усилий пружин 47 выбираются люфты кинематической цепи. Плита 9 при этом нажимает на золотник 15, и сжатьш воздух попадает в штоковую полость пневмо1щлиндра 19. Плита 21 сдвигает толкатели 23, и арматура 22 входит в зацепы 40. В начале движенин плиты 21 кулачковая планка 26 сдвига ет каретку 27, и она смещается относительно пазов 29 корпуса 18 с находящейся в них нижней арматурой 22. При смещении каретки 27 перемещается в бункер. 33 относительно кор
5
пуса 18. Выемы 35 смещаются относительно выступов 36, а выступы 38 входят в выемы кулачковой планки 37, и бункер 33 приподнимается относительно корпуса 18 и каретки 27, направляясь стойками 31. При этом о су- ществляется шевеление и встряска арматуры 22 в бункере 33 и пазах 28 и
0 одновременно отсечение нижней арма.ту- ры 22, лежащей в пазах 29, от верхних, находящихся в фигурных пазах 28. Нижняя арматура 22 становится закрытой с четьфех сторон, и толкатели 23
5 выталкивают ее к упругим зацепам 40. При полном смыкании полуформ осуществляется впрыск расплава в оформляющую полость. После некоторой выдержки под подвижная полуформа отходит от неподвижной. При этом упоры 54 освобождают арматуру 22, а прижимы 52 еще некоторое время прижимают ее к подвижной полуформе. При дальнейшем разъеме полуформ хвостовик 13 встречается с упором литьевой машины (не пока-«г зан), и выталкивающая система изделий 8 останавливается. Подвижная полуформа продолжает двигаться, и изделия 8 постепенно освобождаются из
0 оформляюшдх гнезд матрицедержателя 4. В конце хода подвижной полуформы ,плита 10 нажимает на рейку 44 через Подпружиненный упор 48, После остановки выталкивающей системы золотник
15под воздействием усилий пружины
16смещается вправо. Сжатьш воздух попадает в предштоковую полость цилиндра 19, и плита 21 начинает смещаться влево. После выхода кулачковой планки 26 из соприкосновения с кареткой 27 кулачковая планка 25 воздействует на нее с противоположной стороны. Каретка 27 устанавливается в исходное положение по горизонтали. Одновременно с этим бункер 33 под воздействием планки 37 на выступы 38 и совмещения выступов 36 с выемками 35 опускается на каретку 27. При установке каретки 27 в исходное положение толкатели 23 смещаются в исходное крайнее левое положение,
и нижняя арматура 22 свободно опускается в пазы 29 корпуса 18, а выступы 34 устанавливаются на. уровне конических выступов 30. При дальнейшем движении подвижной полуформы на разъем упор 48 перемещает рейку 44 вправо, и посредством шестерни 45 и 42 поворотная рама 39 устанавливается
5
0
5
0
5
в горизонтальное положение. Арматура 22 укладывается в желобки 55, освобожденные к этому времени от предыдущей арматуры 22 толкателями 11.. Затем подвижная полуформа начинает движение на смыкание,
В предлагаемой пресс-форме отсутствует съемная кассета, для поштучной загрузки которой необходимо останавливать технологический изикл. Для беспрерывной работы формы требуется периодически заполнять бункер стопками арматуры во время вьщерж- ки для застывания расплава.
Формула изобретения
Литьевая форма для изготовления полимерных изделий с арматурой, содержащая неподвижную литниковую плиту, опорную плиту с закрепленным на ней механизмом установки арматуры в оформляющие полостиу вьшолненным в виде поворотной рамы с парными зах
5
0
матуры, плита толкателей которой снабжена кулачковыми планками для взаимодействия с подвижной кареткой, встроенной в корпус с возможностью перпендикулярного перемещения к оси толкателя арматуры, отличающая с я тем, что, с целью повышения производительности формы за счет обеспечения возможности загрузки формы арматурой во время ее работы, на подвижной каретке с фигурными пазами для арматуры, между которыми вьшол- нены конические выступы, закреплены стойки, размещенные в пазах установленного на каретке бункера с коничее кими выступами, совпадающими по контуру с коническими выступами каретки, причем на бункере выполнены кулачковые выемы, выполненные . с возможностью взаимодействия с неподвижными выступами корпуса, и выступы, выполненные с возможностью действия с кулачковыми планками.
взаимо-
«
за


| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| Литьевая форма | 1973 |
|
SU494269A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма | 1989 |
|
SU1706881A1 |


Изобретение относится к переработке пластических масс в изделия с 3f 33-4 iS арматурой литьем под давлершем. Цель - повышение произзодительностн труда при подаче арматуры во время работы формы. Дтя этгя о на подвижной каретке 27 с фигурны ш пазамк 28 для арматуры 22 закреплены стойки, между которыми выполнены выступы 30. Стояки размещены в пазах бункера 33. Взгн кер 33 установлен на каретке 27. На бункере 33 выполнены кулачковые выемы 35 для взаимодействия с выступами 36 корпуса 18 н выступы 38 для взат-юдействия с планкаьш 37 на корпусе 18„ 5 ил / С SS . 00 tvd (Ж 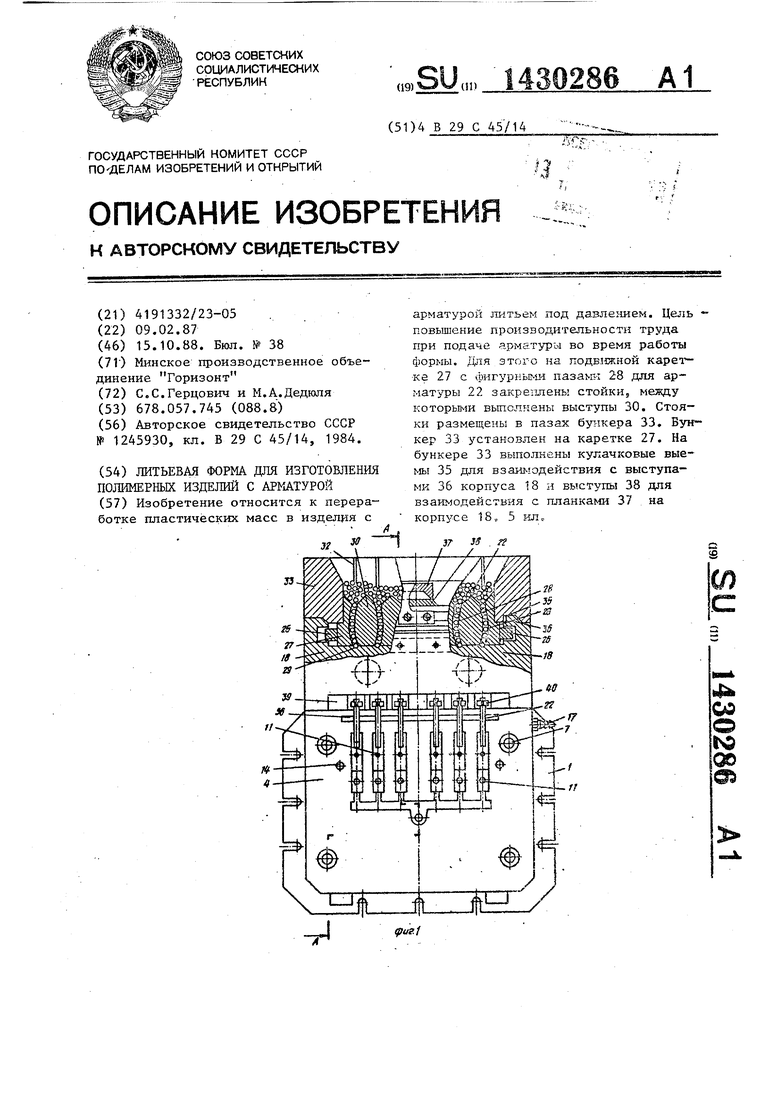
ватами, и толкающей системой для ар- 25 крепленными на корпусе.
22
46
срие.Э
17
fl
-11
t8
tftuSff
| Устройство для испытаний изделий гидравлическим давлением | 1984 |
|
SU1245930A1 |
| Солесос | 1922 |
|
SU29A1 |
