ВидА
(Л


Изобретение относится к литьевым формам для изготовления полимерных изделий с цилиндрической арматурой. Цель изобретения - исключение предварительной механической обработки арматуры для образования рифлений на ней. Для этого в корпусе 18 механизма установки арматуры перпендикулярно канавкам 22 для размещения арматуры выполнены пазы (П), а в каретке 19 выполнены выступы 24 с насечкой для покатки рифлений, при этом в опорной плате выполнен копирный паз 27, а каретка 19 выполнена с выступом 26 для взаимодействия с копирным пазом 27. При смыкании полуформ копирный паз 27 воздействует на выступ 26 и каретка 19 смещается, а выступы 24, перемещаясь в П, накатывают насечку на поверхность находящейся в канавках 22 арматуры. 7 ил.
х с
05
го го
1
Изобретение относится к переработке пластических масс и может быть использовано в радиотехнической промышленности для производства деталей с цилиндрической арматурой.
Целью изобретения является исключение предварительной механической обработки арматуры для образования рифлений на ней.
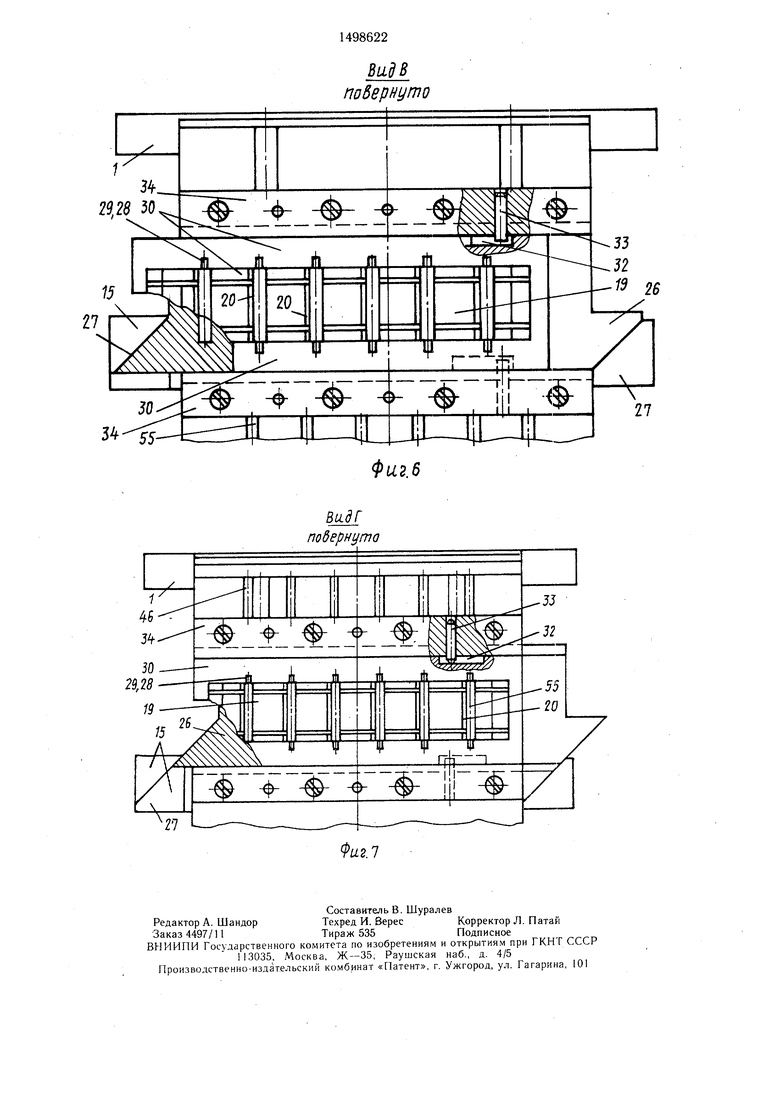
На фиг. 1 показана форма при сомкнутых полуформах, продольный разрез; на фиг. 2 - то же, при разомкнутых полуформах (неподвижная полуформа не показана); на фиг. 3 - вид А на фиг. 2; на фиг. 4 - узел 1 на фиг. 3; на фиг. 5 - сечение Б-Б на фиг. 4; на фиг. 6 - вид В на фиг. 1; на фиг. 7 - вид Г на фиг. 2.
На основании 1 смонтирована подвижная полуформа. К основанию 1 жестко прикреплены стойки 2, между которыми размещена выталкивающая система, состоящая из плит 3 и 4. В плите 3 закреплен хвосто- вик 5, а в плите 4 установлены толкатели 6. Толкающая система снабжена подпружиненными упорами 7 и пружинами 8. Золотник 9 подпружинен пружиной 10. В стойках 2 размещены пружины 11 и упоры 12 с пружинами 13.
На колонках 14 подвижно установлены опорная плита 15 и плита 16 матриц, жестко закрепленные между собой. К упорной плите 15 жестко прикреплены планки 17, ограничивающие просвет между стойками 2 и плитой 15.
Корпус 18 механизма установки арма- руты жестко прикреплен к верхней стойке 2 и в него встроены каретка 19 с фигурными каналами 20 для размещения арматуры, по количеству равными количеству оформляющих мест. Под каналами 20 в кор- пусе 18 выполнено основание 21, в котором имеются канавки 22 для размещения нижней арматуры. Между фигурными каналами 20 выполнены конические выступы 23.
На нижней плоскости каждого фигур- ного канала 20 в каретке 19 выполнены выступы 24 с насечкой для накатки рифлений. Длина выступов 24 должна быть равна периметру арматуры и меньще величины перемещения каретки 19 на величину диаметра арматуры. Выступы 24 размещены в па- зах 25, выполненных в корпусе 18 перпендикулярно канавкам 22.
Каретка 19 перемещается за счет выполненного на всей передней части кулачкового выступа 26, взаимодействующего с ко- пирным пазом 27, выполненным в опорной плите 15. Такой привод перемещения каретки 19 необходим для механического воздействия на арматуру, требующего боль- щого усилия, при смыкании полуформ.
Каретка 19 имеет стойки 28, входящие в пазы 29, выполненные в подвижном бункере 30. Таким образом бункер 30 смонтирован на стойках 28 каретки 19 и служит для загрузки арматуры стопками во время
работы формы. Бункер 30 имеет также конические выступы 31, совпадающие по профилю с коническими выступами 23 каретки 19. Для вертикального смещения бункера 30 относительно каретки 19 в нем выполнены фигурные пазы 32, которые взаимодействуют со щтифтами 33, жестко закрепленными на планках 34 корпуса 18.
В опорной плите 15 встроен механизм переноса арматуры в оформляющую полость, выполненный в виде рамы 35 с упругими захватами 36, установленными против каждого оформляющего места. Поворотная рама 35 жестко закреплена на валу 37, который кинематически связан с плитами подвижной полуформы через шестерни 38 и двухсторонние рейки 39, которые вместе с рейками 40 вставлены в пазы опорной плиты 15. Между рейками 39 и 40 установлена щестерня 41.
Подвижная полуформа снабжена также системой подачи воздуха к пневмоцилинд- ру 43 через золотник 9. В пневмоцилиндр 43 вставлен щток 44, жестко связанный с плитой 45, к которой прикреплены толкатели 46 для арматуры.
Неподвижная полуформа смонтирована на неподвижной литниковой плите 47, к которой прикреплена плита 48 матриц с встроенными упорами 49 и пружинами 50. К плите 48 жестко прикреплены упоры 51, фиксирующие арматуру. Неподвижная литниковая плита снабжена литниковой втулкой 52. Для возврата выталкивающей системы в исходное положение подвижная полуформа снабжена контртолкателями 53. Плитами 16 и 48 матриц образованы оформляющие полости для изделий 54 с арматурой 55.
Литьевая форма работает следующим образом.
После установки формы на л итьевую машину щтуцер 42 подсоединяют к источнику сжатого воздуха. Затем гладкую цилиндрическую арматуру 55 укладывают в фигурные каналы и только после этого ею загружают бункер 30 стопками и догружают во время работы формы также стопками.
При смыкании полуформ плита 16 матриц соприкасается с плитой 48 матриц неподвижной полуформы. Зазор между стойками 2 и опорной плитой 15 уменьшается, а пружина 11 сжимается. При этом копир- ный паз 27 воздействует на кулачковый выступ 26 и каретка 19 смещается справа налево, а выступы 24, перемещаясь в пазах 25, накатывают насечку на поверхность лежащей в канавках 22 арматуры 55. Еще до конца смещения каретки 19 выступы 24 выходят из соприкосновения с арматурой 55, освобождая ее для подачи в оформляющую полость.
Во время смещения каретки 19 по горизонтали по направл яющим планкам 34 фигурные пазы 32 смещаются относительно
штифтов 33, перемещая бункер 30 вверх по стойкам 28 каретки 19. Вместе с бункером 30 приподнимаются его выступы 31 над выступами 23 каретки 19. При этом осуществляется щевеление и стряхивание арматуры 55 в каналах 20 и в бункере 30, в результате чего каналы 20 постоянно дополняются новой арматурой 55 из бункера 30. При дальнейшем смыкании полуформ упоры 12 воздействуют на двухсторонние рейки 39, ко- торые с одной стороны поворачивают щестер- ни 38, а с другой - шестерни 41. Шестерня 38, в свою очередь, поворачивает поворотную раму 35. Возможные люфты во всей кинематической цепи выбираются усилием пружины 13, и поворотная рама 35 плотно прилегает к корпусу 18. При этом контртолкатели 53 воздействуют на плиты 3 и 4 толкающей системы, и она останавливается, а подвижная полуформа продолжает движение на смыкание. В конце хода подвижной полуформы золотник 9 смещается в крайнее правое положение, выталкивая арматуру 55 к упругим захватам 36.
В начале разъема полуформ под воздействием пружин 11 между подвижной плитой 15 и стойками 2 образуется зазор. При этом опорная плита 15 своим копирным пазом 27 воздействует на кулачковый выступ 26 и каретка 19 смещается в крайнее левое положение, устанавливая свои фигурные каналы 20 над канавками 22 для размещения арматуры 55. При смещении каретки 19 вы- ступы 24 проходят над толкателями 46, диаметр которых меньше диаметра арматуры 55, а бункер 30 при воздействии фигурных пазов 32 с штифтами 33 опускается по стойкам 28 на каретку 19. При этом выступы 31 бункера 30 устанавливаются на уровне выступов 23, а арматура 55 опускается в каналы 20, получая таким образом вертикальные и горизонтальное шевеления.
При дальнейшем движении подвижной полуформы хвостовик 5 встречает упор литьевой машины, и выталкивающая система останавливается, а подвижная полуформа продолжает свое движение. Под воздействием усилия пружины 10 золотник 9 сме-
0
Q 5
5
0
5
щается в крайнее правое llo,)/-;ч. ;:ие, сжатый воздух попадает в подштоковую полость, возвращая толкатели 46 в псх; д;к)е положение. Арматуры 55 опускаются я канавки 22.
В конце хода подвижно/. ...;.;уформы на разъем подпружиненные упоры 8 воздействуют на рейки 40, которые поворачивают шестерни 41, перемещая при этом рейки справа налево. К этому времени толкатели 6 извлекают готовое издс.и- 54 нз матриц плиты 16. Со смещением рейки 39 поворотная рама 35 поворачивается по часовой стрелке, и арматура 55, удерживается упругими парными захватами 36, устанавливается в положение для заливки ее расплавом.
После этого подвижная полуформа двигается на смыкание. Плита 16 матриц соприкасается с плитой 48 матриц, зазор между плитой 15 и стойками 2 начинает уменьщаться, и контртолка. ,.:. 53 н; 1инают сдвигать выталкивающую систему в исходное положение. При этом упоры 12 воздействуют на двухсторонние рейки 39, и рама 35 поворачивается против часовой стрелки. Арматура 55, удерживаемая упорами 51, плитами 16 и 48, остается в оформляющей полости. Дальнейщее движение полуформы уже рассматривалось.
Формула изобретения
Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой, содержащая неподвижную .литниковую плиту, опорную плиту с нлитой матриц, основание, жестко связанное с механизмом установки арматуры, включ.пк1г, м, расположенную в корпусе каретку с каналами для арматуры, и с подвижным бункером для арматуры, при-этом в корпусе выполнены канавки для арматуры, отличающаяся тем, что, с целью иг ; ; -ро-гиь рительной механической oOpaouiKii арматуры для образования рифлений на ней, в корпусе перпендикулярно канавка.м выполнены пазы, а в каретке выполнены выступы с насечкой для накатки рифлсг ий, при этом в опорной плите выполис ; .лч;г, паз, а каретка выполнена с выступом для взаимодействия с копирным пазом.
30
/4
Фи.2.1
15 16 45 47
55
45,
10
22
Фиг.
4- 17 15 1В
ff-5
Фиг. 5
подернуто
Вид В поёернуто
27
Фиг.6
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Солесос | 1922 |
|
SU29A1 |
