Изобретение относится к переработке высокотекучих материалов как пластических масс, так и сплавов, может быть использовано в радиотехнической пром1 шшенности ддтя производства деталей с цилиндрической арматурой, и является дополнительным к основному авт.св. № 1242393,
Целью изобретения является расширение технологических возможностей формы и повьшение надежности подачи арматуры.
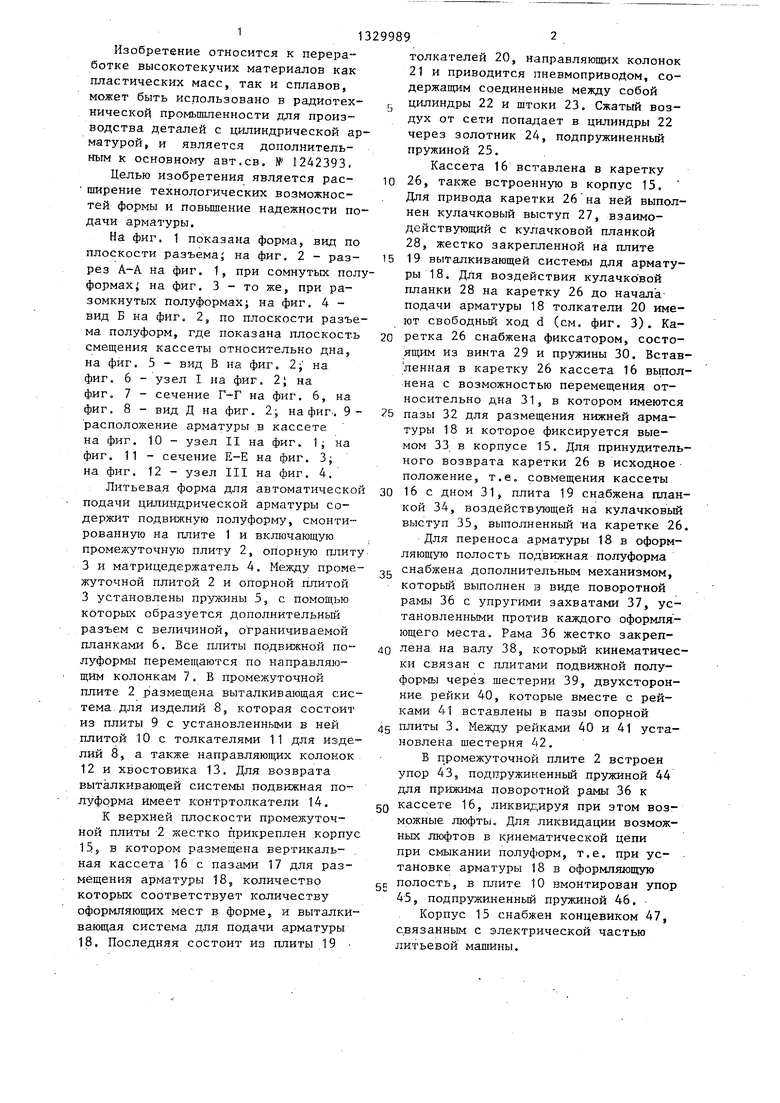
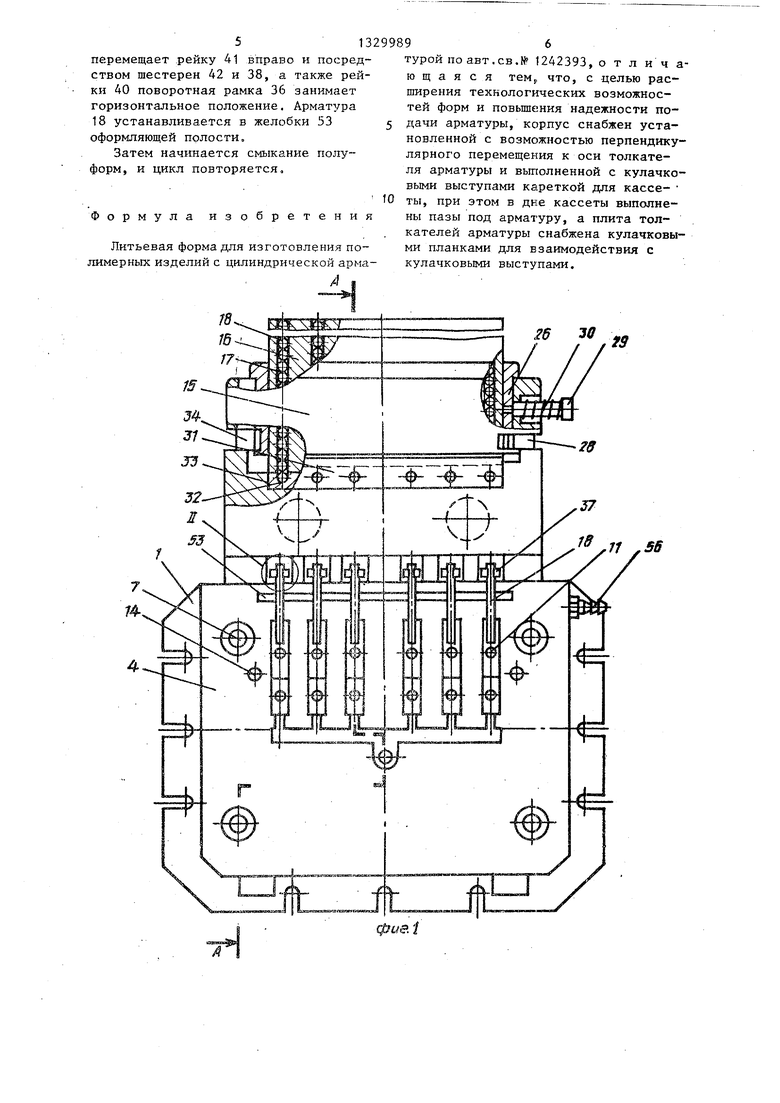
На фиг. 1 показана форма, вид по плоскости разъемаJ на фиг. 2 - разрез А-А на фиг. 1, при сомнутых полуформах; на фиг. 3 - то же, при разомкнутых полуформах; на фиг. 4 - вид Б на фиг. 2, по плоскости разъема полуформ, где показана плоскость смещения кассеты относительно дна, на фиг. 5 - вид В на фиг. 2, на фиг. 6 - узел I на фиг. 2, на фиг. 7 - сечение Г-Г на фиг. 6, на фиг. 8 - вид Д на фиг. 2; на фиг.. 9- расположение арматуры .в кассете на фиг. 10 - узел II на фиг. 1; на фиг. 11 - сечение Е-Е на фиг. 3; на фиг. 12 - узел III на фиг. 4.
Литьевая форма для автоматической подачи ци-пиндрической арматуры со- держ11т подвижную полуформу, смонтированную на плите 1 и включающую промежуточную плиту 2, опорную плиту 3 и матрицедержатель 4. Между промежуточной плитой 2 и опорной плитой 3 установлены пружины 5, с помощью которых образуется дополнительньш разъем с величиной, ограничиваемой планками 6. Все плиты подвижной полуформы перемещаются по направляющим колонкам 7. В промежуточной плите 2 размещена выталкивающая система, для изделий 8, которая состоит из плиты 9 с установленными в ней плитой 10 с толкателями 11 для изделий 8, а также направляющих колонок 12 и хвостовика 13. Для возврата выталкивающей системы подвижная полуформа имеет контртолкатели 14.
К верхней плоскости промежуточной плиты 2 жестко прикреплен корпус 15$ в котором размещена вертикаль- , ная кассета 16 с пазами 17 для размещения арматуры 18, количество которых соответствует количеству оформляющих мест в форме, и выталкивающая система для подачи арматуры 18. Последняя состоит из плиты 19
толкателей 20, направляющих колонок 21 и приводится пневмоприводом, содержащим соединенные между собой
цилиндры 22 и штоки 23. Сжатый воздух от сети попадает в цилиндры 22 через золотник 24, подпружиненный пружиной 25.
Кассета 16 вставлена в каретку
26, также встроенную в корпус 15. Для привода каретки 26 на ней выполнен кулачковый выступ 27, взаимодействующий с кулачковой планкой 28, жестко закрепленной на алите
19 выталкивающей системы для арматуры 1 8 . Для воздействия кулачковой планки 28 на каретку 26 до начала- подачи арматуры 18 толкатели 20 имеют свободный ход d (см. фиг. 3). Каретка 26 снабжена фиксатором, состоящим из винта 29 и пружины 30. Вставленная в каретку 26 кассета 16 выполнена с возможностью перемещения относительно дна 31, в котором имеются
пазы 32 для размещения нижней арматуры 18 и которое фиксируется выемом 33 в корпусе 15. Для принудительного возврата каретки 26 в исходное положение, т.е. совмещения кассеты
16 с дном 31, плита 19 снабжена планкой 34, воздействующей на кулачковый выступ 35, выполненный на каретке 26. Для переноса арматуры 18 в оформляющую полость подвижная полуформа
снабжена дополнительным механизмом, который выполнен в виде поворотной рамы 36 с упругими захватами 37, установленными против каждого оформляющего места. Рама 36 жестко закреп- лена на валу 38, который кинематически связан с .плитами подвижной полуформы через шестерни 39, двухсторонние рейки 40, которые вместе с рейками 41 вставлены в пазы опорной
плиты 3. Между рейками 40 и 41 установлена шестерня 42.
В промежуточной плите 2 встроен упор 43, подпружиненный пружиной 44 для прижима поворотной рамы 36 к
кассете 16, ликвцЕ;ируя при зтом возможные люфты. Для ликвидации возможных люфтов в кинематической цепи при смыкании полуформ, т.е. при установке арматуры 18 в оформляющую
полость, в плите 10 вмонтирован упор 45, подпружиненный пружиной 46. .
Корпус 15 снабжен концевиком 47, связанным с электрической частью литьевой мащины.
Неподвижная полуформа смонтирована на плите 48, к которой жестко прикреплен пуансонодержатель 49. В последнем подвижно установлены прижимы 50, подпружиненные пружинами 51, а также жесткие упоры 52 для фиксации арматуры 18 к желобам 53, выполненным в матрицедержателе 4.
Прижимы 50 входят в паз 54, пере- Q секающий желобки 53.
Неподвижная полуформа снабжена литниковой втулкой 55, конструкция кото рой зависит от вида перерабатываемого материала и типа литьевой 15 машины, к которой привязана форма. Подвижная полуформа снабжена штуцерами 56 для подвода сжатого воздуха от сети.
Литьевая форма работает следую- 2о щим образом.
После установки формы на литьевую машину подсоединяют штуцер 56 к источнику сжатого воздуха, а конце- вик 47 подключают к электрической 25 системе литьевой ма.шины. При разомкнутых полуформах устанавливают наполненную арматурой 18 кассету 16. Затем смыкают и размыкают полуформы без впрыска расплава для переноса зо арматуры 18 в оформляющую полость. При смыкании полуформ контртолкатели 14 устанавливают плиты 9 и 10 в исодное положение, а матрицедержатель 4 касается пуансонодержателя 49.
Зазор, образованный пружинами 5 ежду промежуточной плитой 22 и опор- ной плитой 3, начинает уменьшаться. ри своем перемещении плита 2 толкает двухстороннюю рейку 40, которая 40 перемещается слева направо, поворачивая шестерню 39 с валом 38 и раой 36 против часовой стрелки. Рейка 41 сдвигается справа налево. В этот момент арматура 18, удерживае- 4Е мая прижимами 50 и упором 52, выходит из захватов 37 рамы 36 и остается между сомкнутыми полуформами. При этом под воздействием усилий пружин 51 весь зазор между желобом 53 и арматурой 18 образуется со стороны неподвижной полуформы. Таким образом рама 36 возвращается в исходное положение, а плита 9 нажимает на золотник 24 пневмоцнлиндра 22 gg для привода выталкивающей системы арматуры 18. Плита 19 при перемещении кулачковой планкой 28 взаимодействует, с кулачковым выступом 27 и карет35
5 о
0 Е g
5
ка 26 вместе с кассетой 16 сдвигается относительно дна 31 последней, которое удерживается выемом 33. Нижняя арматура 18 остается в пАзах 32 дна 31, закрытая с четьфех сторон гладкими стенками. При дальнейшем движении плиты 19 после прохода расстояния а, необходимого для смещения кассеты 6, толкатели 20 начинают сдвигать нижнюю арматуру 18, которая входит в упругие захваты 37 и удерживается в них под натягом упругих стенок. При этом усилие от вхождения арматуры 18 в захваты 37 с некоторым натягом воспринимают пружины 44.
После смыкания полуформ осуществляется впрыс расплава в оформляющую полость, причем упоры 52, прикрепленные к пуансонодержателю 49, удерживают арматуру 18 от осевого смещения при воздействии давления расплава на торец арматуры 18.
После некоторой выдержки подвижная полуформа отходит от неподвижной. При этом упоры 52 освобождают арматуру 18, а прижимы 50 еще некоторое время прижимают арматуру 18 к подвижной полуформе.
При дальнейшем разъеме полуформ хвостовик 13 встречает упор литьевой машины (не показан) и выталкивающая система изделий 8 останавливается. Изделия 8 постепенно освобождаются из оформляющих гнезд матрицедержате- ля 4, а плита 10 выталкивающей системы нажимает на рейку 41.
При этом золотник 24 под воздействием усилия пружины 25 смещается вправо. Сжатый воздух попадает в предштоковую полость цилиндра 22, И плита 1-9 начинает смещаться влево. После выхода кулачковой планки 28 из соприкосновении с кулачковым выступом 27 каретка 26 устанавливается в исходное положение под действием пружины 30. В случае задания при перемещении каретки 26 в самом конце хода плиты 19 кулачковая планка 34 надавливает на выступ 35 и устанавливает каретку 36 в исходное положение, при котором арматура 18 из пазов кассеты 16 свободно в горизонтальном положении опускается в свободные от толкателей 20 пазы 32 дна 31.
При дальнейшем разъеме полуформ установленный в плите 10 упор 45
перемещает рейку 41 вправо и посредством шестерен 42 и 38, а также рейки 40 поворотная рамка 36 занимает горизонтальное положение. Арматура 18 устанавливается в желобки 53 оформляющей полости.
Затем начинается смыкание полуформ, и цикл повторяется о
Формула изобретения
Литьевая форма для изготовления полимерных изделий с цилиндрической арма/
Г8
турой по авт.св. 1242393, отличающаяся тему что, с целью расширения технологических возможностей форм и повьшения надежности подачи арматуры, корпус снабжен установленной с возможностью перпендикулярного перемещения к оси толкателя арматуры и вьтолненной с кулачковыми выступами кареткой для кассе- ты, при этом в дне кассеты выполнены пазы под арматуру, а плита толкателей арматуры снабжена кулачковыми планками для взаимодействия с кулачковыми выступами.
.5 Зв
f9
фиеЛ
/
LZ
7/
cf)uf.2
,л
/
Ж
cf)uf.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1509266A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |



Изобретение относится к области переработки высокотекучих .материалов как пластмасс, так и сплавов, и может быть использовано в радиотехнической промышленности для производства деталей с цилиндрической арматурой. Целью изобретения является расширение технологических возможностей формы и повьшение надежности подачи арматуры. Литьевая форма содержит неподвижную и подвижную полуформы с опорной и промежуточной плитами.На опорной плите вьтолнен механизм переноса арматуры в оформляющую полость в виде поворотной рамы с захватами. К промежуточной плите прикреплен кор. пус с кареткой с кулачковыми выступами. Кассета с арматурой установлена в каретке. Плита толкателей арматуры снабжена кулачковыми планками. В дне кассеты выполнены пазы под арматуру. При смыкании полуформ при взаимодействии кулачкового выступа каретки с кулачковой планкой каретки с кассетой сдвигается перпендикулярно оси толкателя арматуры. Арматура остается в пазах дна и толкатели сдвигают ее в захваты поворотной рш«1Ы. 12 ил. (Л 14)
а г го га
26
ш:.з.
fuf.3
fii
26
/
J8
cpuB.S
фи. 6
r-r
cpus.7
ВидА
фигв
фиг.9
I
J7.
Е-е
фиг. 10
Cf3UB.11
16
31
33 32 33
фие12
Редактор А.ДолинИч
Составитель Б.Мамушкин Техред И.Попович .
Заказ 3525/18
Тираж 564Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, т. Ужгород, ул. Проектная, 4
Корректор С.Черни
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Солесос | 1922 |
|
SU29A1 |
