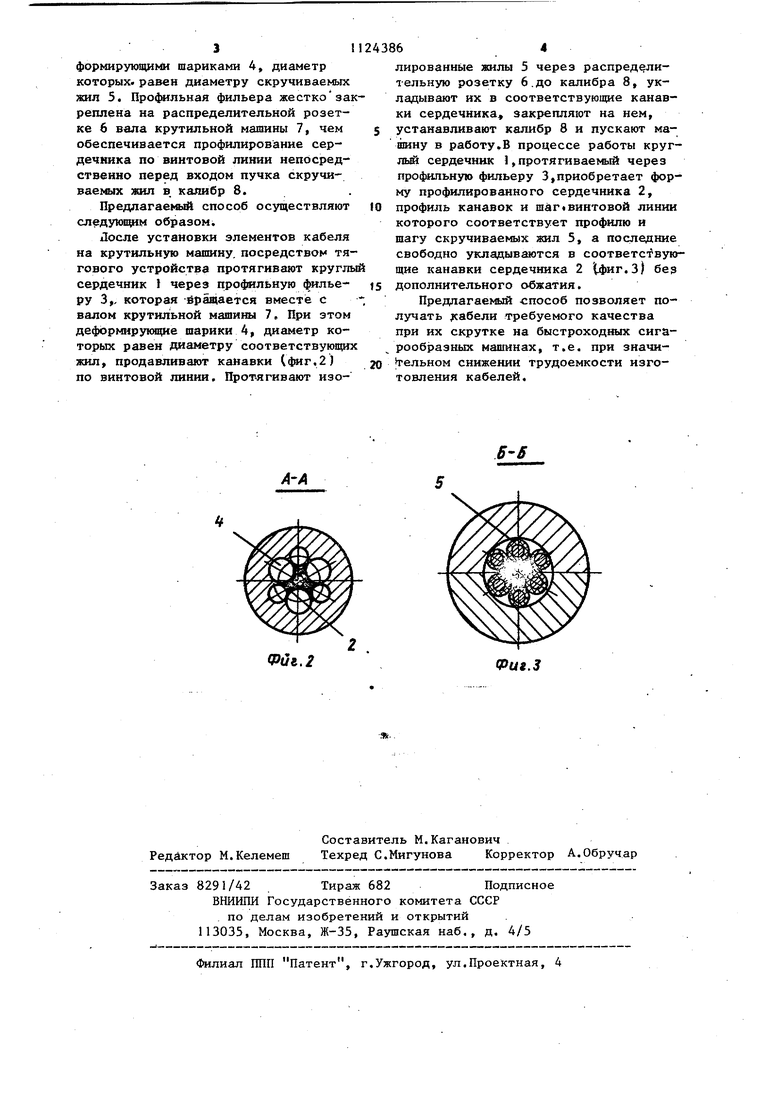
Изобретение относится к электротехнике, а именно, к кабельной промьшшеяности, в частности к способам изготовления кабелей с профилирован ным сердечником. Известен способ Изготовления кабеля марки КРПС с про4№лированным сердечником, состоящий из процессов изготовления на линии непрерывной вулканизации профилированнс го резин вого сердечника с формой канавок, соответствукицей профилю укладываемы жил, и скрутки изолированных жил на клетьевых крутильных машинах, при которой щ офилироваиный сердечник 1 закручивается с шагом, соответствую щим шагу скрутки изолированных жнл Однако известный способ не обеспечивает производство кабелей с про филированным сердечником на широко применяемых быстроходных сигарообразных крутильных машинах, так как конструкция машины не позволяет производить закрутку прр4«л.1рованного сердечника. Наиболее близким к изобретению по технической сущности является сп соб, при котором предварительно изготавливают кругльй сердечник из пластичной резины. Затем в процессе скрутки скручиваемые с определенным натяжением изолированные жилы нагре вают и вдавливают посредством определенного натяжения жнл и калибра внутрь пластичного сердечника, кото рый в результате приобретает форму профиля внутреннего пространства ме ду жилами С2 3. Недостаток данного способа обус ловлен низким качеством изготовленных кабелей вследствие образования проминов изоляции скручиваемых жил и смещения их иа поверхности сердеч ника. Образованию проминов, снижающих диэлектрические характеристики изоляции, способствует нагрев скручиваемых жил, снижающий механическую прочность изоляции, и определенное натяжение их, необходимые для осуществления процесса вдавливания жил в Пластичный сердечник. Применение круглого сердечника из пластичной резины с заведомо бол шим диаметром определяе,т укладку скручиваемых жил на его поверхности с зазором, при этом из-за неравномерного их натяжения возможно смещение жил на поверхности сердечника, что приводит к acи eтpйи полученного профиля сердечника. Кроме того, местные протины пластичного сердечника на отдающей таре, образование которых в производстве практически неизбежно по разным причинам, также увеличивают возможность смещения скручиваемых жил. Цель изобретения - повышение качества кабеля путем устранения де- формации скручиваемых жил и смещения их в процессе скрутки. Указанная цель достигается тем, что при изготовлении кабеля с профилированным сердечником согласно способу, включаюш.ему подачу сердечника по оси скручивающего устройства с последующим образованием пучка скручиваемых жил в калибре, осуществляемым одновременно с профилированием сердечника., перед калибром по оси скрутки устанавливают профильную фильеру, скорость вращения которой синхронизируют со скоростью вращения скручивающего устройства. При протягивании круглого сердечника через профильную фильеру, образованную шариками и установленную иа валукрутильной маишны, шарики, диаметр которых равен диаметру скручиваемых жил, прокатываясь вьздавливают на поверхности сердечника винтовые канавки с шагом, соответствующим шагу скрутки жил, т.е. происходит формирование профилированного сердечника, закрученного с шагом скрутки жил, а скручиваемые жилы свободно укладываются в соответствукидие канавки профилированного сердечника. Предлагаемый способ изготовления кабеля позволяет повысить качество кабеля за счет-ис1слюченйя дефомации скручиваемых изолированных жил и смещения их в процессе скрутки. На фиг.1 представлена схема технологического процесса изготовления кабеля согласно изобретениюj на , фиг.2 - разр А-А на фиг.1 (разрез участка профилирования сердечника), на фиг.З - разрез Б-Б на фиг.1 (разрез участка укладки жил в канавки сердечника и калибрования кабеля. Превращение круглого сердечника из пластичной резины 1 (фиг.1) в профилированный, сердечник 2 осуществляется профильной фильерой 3 с деформирующими шариками 4, диаметр которых, равен диаметру скручиваемых жил 5. Про жгльная фильера жесткозакреплена на распределительной розетке 6 вала крутильной машины 7, чем обеспечивается профилирование сердечника по винтовой линии непосредственно перед входом пучка скручивae шx жил в, калибр 8.
Предлагае(Ф1Й способ осуществляют следующим образом.
Лосле установки элементов кабеля на крутильную машину, посредством тягового устройства протягивают круглы сердечник I через профильную льеру 3,, которая вращается вместе с валом крутильной машины 7, При этом дефоркируницие шарики 4, диаметр которых равен диаметру соответствующих жил, продавливают канавки (фиг.2) по винтовой линии. Прот-ягивают изолированные жилы 5 через распределительную розетку 6.до калибра 8, укладывают их в соответствующие канавки сердечника, закрепляют на нем, устанавливают калибр 8 и пускают машину в работу В процессе работы кругльй сердечник ,протягиваемый через профильную фильеру 3,приобретает форму профилированного сердечника 2, профиль канавок и шаг«винтовой линии которого соответствует профилю и шагу скручиваемых жил 5, а последние свободно укладываются в соответствующие канавки сердечника 2 (.З) без дополнительного обжатия.
Предлагаемый способ позволяет получать кабели требуемого качества при их скрутке на быстроходных сигарообразных машинах, т.е. при значи -ельном снижении трудоемкости изготовления кабелей.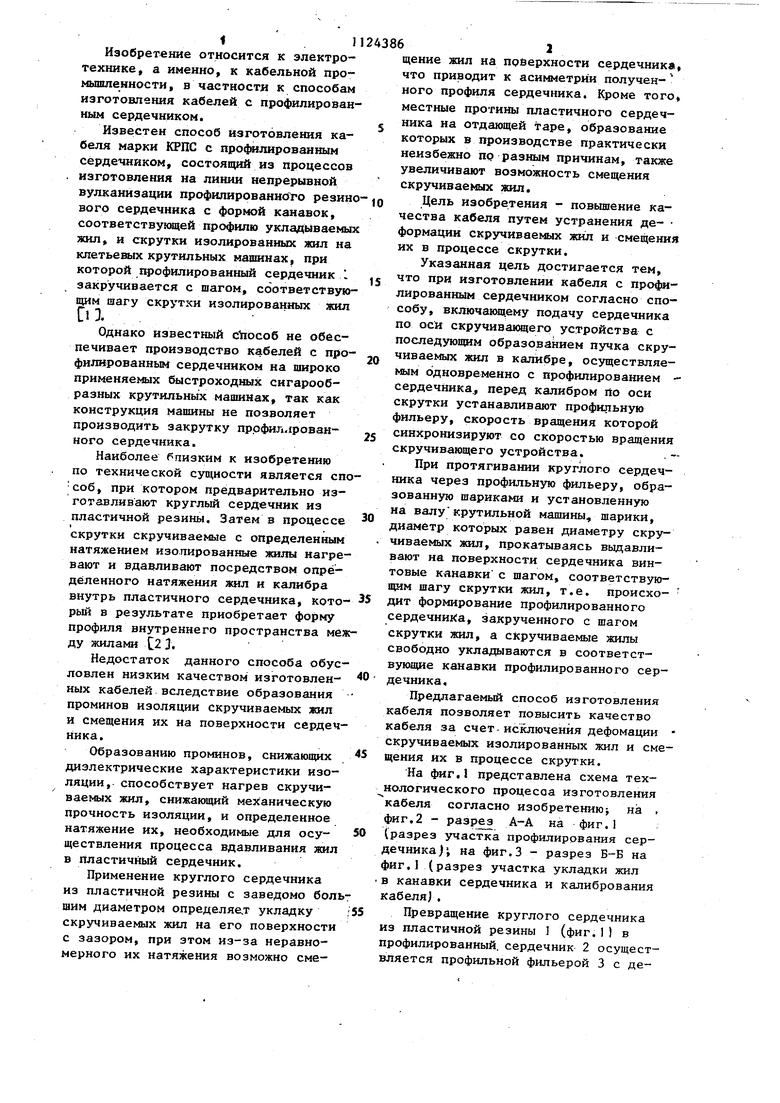
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПАРНЫХ КАБЕЛЕЙ СВЯЗИ | 1994 |
|
RU2087960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНЫХ УПЛОТНЕННЫХ ЖИЛ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010368C1 |
| КАБЕЛЬ МОНТАЖНЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЙ ДЛЯ ВЫСОКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ | 2022 |
|
RU2786188C1 |
| УСТРОЙСТВО ДЛЯ SZ-СКРУТКИ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2064699C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| Способ герметизации кабеля (варианты) и герметичный кабель | 2023 |
|
RU2795264C1 |
| КРУТИЛЬНЫЙ ОРГАН МАШИНЫ РЕВЕРСИВНОЙ СКРУТКИ | 1999 |
|
RU2152658C1 |
| УСТРОЙСТВО ДЛЯ СКРУТКИ И УПЛОТНЕНИЯ ЖИЛ КАБЕЛЕЙ | 2010 |
|
RU2490743C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ С ПРО«ИИШРОВАННЫМ СЕРДЕЧНИКОМ, вклю4 U( подачу сердечника по оси скручивакщего устройства.с последукицим обраэо занием пучка скручиваемых жил в калибре, осуществляемым одновременно с профилированием сердечника, отличающийся тем, что, с целью повьшения качества кабеля путем устранения деформации скручиваемых жил и смещения их в процессе скрутки перед калибром по оси скрутки устанавливают профильную фильеру, скорость вращения которой синхрони- . зируют со скоростью вращения скручивающего устройства.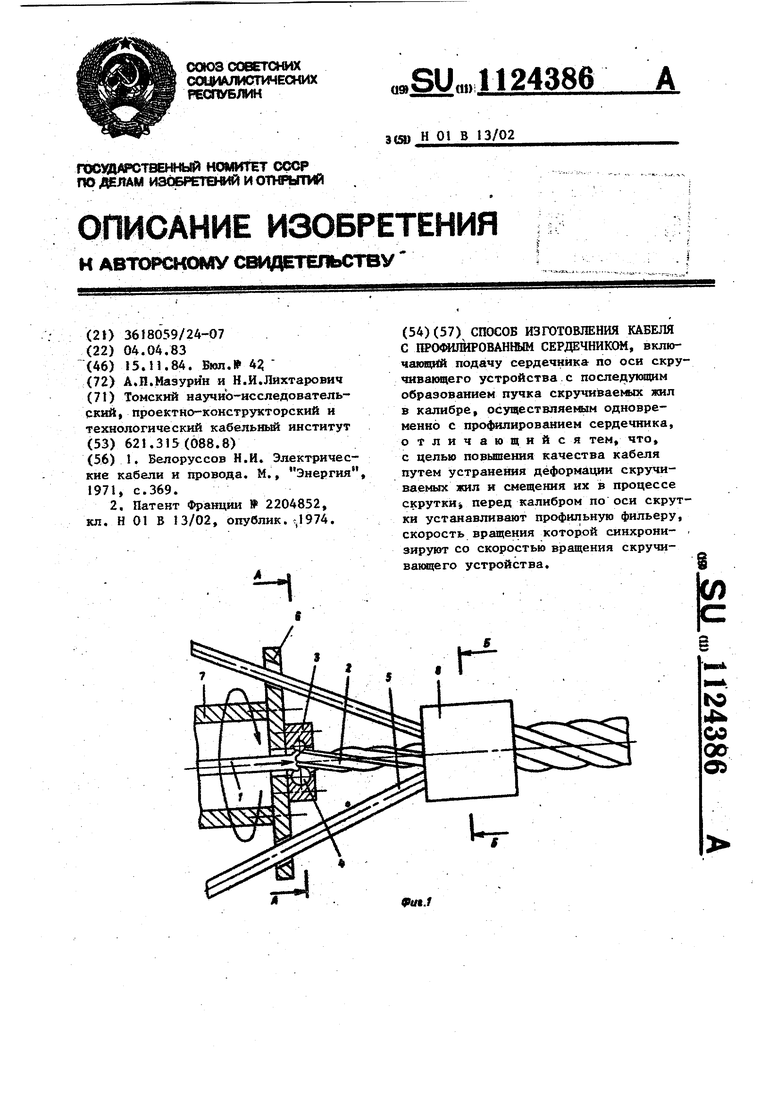
АА
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Велоруссов Н.И | |||
| Электричес кие кабели и провода | |||
| М., Энергия 1971, с.369 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ,1974 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
