коррекции коэффициента усиления и одним входом соответствующего регулятора скорости, другой вход которого через второй блок коррекции скорости соединен с выходом первого блока регулируемого запаздывания, выход блока коррекции коэффициента
усиления соединен с входом блока прогнозирования.
Приоритет по пунктам.
3.0,09.81 - по п i к заявке № 157214.
30,09,81 - по п. 2 к заявке №157215. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования ширины проката на мелкосортном стане | 1982 |
|
SU1414313A3 |
| Устройство для регулирования геометрического размера проката на стане непрерывной прокатки | 1982 |
|
SU1128824A3 |
| Устройство для регулирования геометрических размеров полосы на стане непрерывной прокатки | 1982 |
|
SU1110377A3 |
| Устройство для регулирования геометрических размеров проката на стане непрерывной прокатки | 1982 |
|
SU1124883A3 |
| Способ регулирования профиля полосы | 1978 |
|
SU1048980A3 |
| Устройство для регулирования размеров концов горячекатаной полосы | 1990 |
|
SU1794517A2 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство для регулирования эксцентриситета валков прокатного стана | 1980 |
|
SU1419508A3 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
1.Устройство для регулирования геометрических размеров проката на стане непрерывной прокатки, прокатные клети которого оборудованы электроприводами, измерителем и регуляторами скорости, содержащее измерители отклонений,горизонтального и вертикального размеров проката, установленние в межклетевом промежутке , блок прогнозирования и блок регулируемого запаздывания, один из входов которого соединен с выходом измерителя скорости, а другой - с выходом блока прогнозирования, входы которого соединены с выходами изме ителсй отклонений горизонтального и вертикального размеров проката, отличающееся тем, что, с целью повышения точности регулирования, оно дополнительно содержит два блока коррекции скорости, выход одного из которых соединен с входом регулятора скорости последующей клети, а вход - с выходом блока рв гулируемого запаздывания, выход другого блока коррекции скорости соединен с входом регулятора скорости предьщущей клети, а вход - с выходом измерителя отклонения горизонтального размера проката. 2. Устройство для. регулирования геометрических размеров проката на стане непрерывной прокатки, прокатные клети которого оборудованы электроприводами, измерителем и регуляторами скорости, содержащее измерители отклонений горизонтального и вертикального размеров проката, установленные в межклетевом промежутке, блок прогнозирования и первый блок СО регулируемого запаздывания, один из входов которого соединен с выходом измерителя скорости, а другой с выходом блока прогнозирования, входы которого соединены с выходами измерителей отклонений горизонтального и вертикального размеров прокаю та, отличающееся тем, и что, с целью повьщ1ения точности ре00 00 гулирования, оно содержит дополнительный измеритель отклонения горизонтального размера проката, установленный на выходе стана, два блока коррекции скорости, второй блок регулируемого запаздывания и блок коррекции коэффициента усиления, один вход которого через второй блок регулируемого запаздывания соединен с выходом блока прогнозирования, другой вход-с выходом дополнительного измерителя отклонения горизонтального размера проката и входом первого блока коррекции скорости, выход которого соединен с третьим входом блока
Изобретение относится к йрокатному производству, в частности к автоматизации процессов прокатки в калибрах на станах с чередующимися горизонтальными и вертикальными клетями,
Наиболее близким к изобретению по. технической сущности и достигаемому результату является устройство для регулирования геометрических размеров проката на стане непрерывной прокатки, прокатные клети которого оборудованы электроприводами, измерителями и pcгyлятopa FИ скорости, содержащее измерители отклонений горизонтального и вертикапьного размеров проката, установленные в межклетевом промежутке, блок прогнозирования и блок регулируемого запйздывания, один из входов которого соединен с выходом измерителя скорости, а другой - с выходом блока прогнозирования, входы которого соединены с выходами измерителей отклонений горизонтального, и вертикального размерен проката D 1.
Однако в известном устройстве не учитываются возмущающие воздейстВИЯ на величины отклонения геометрических размеров, что снижает точность проката.
Целью изобретения является повышение точности регулирования,
Поставленная цель достигается тем что устройство для регулирования геометрических размеров проката на стане непрерывной прокатки, прокатные клети которого оборудованы электроприводами, измерителем и регулятором скорости, содержащее из мерители отклонений горизонтального и вертикального размеров проката, установленные в межклетевом промежутI
ке, блок прогнозирования и блок регу.лируемога запаздывания, один из входов которого соединен с выходом измерителя скорости, а другой - с выходом блока прогнозирования, входы которого соединены с выходами измерителей отклонений горизонтального и вертикапьного размеров проката, дополнительно содержит два блока
коррекции скорости, выход одного из которы.х соединен с входом регулято- . ра скорости последующей клети, а вход - с выходом блока регулируемого запаздьшания, выход другого блока
2 коррекции скорости соединен с входом регулятора скорости предыдущей клети, а вход - с выходом измерителя отклонения горизонтального размера проката,
Q Согласно второму варианту устройство для регулирования геометрических размеров проката на стане непрерывной прокатки, прокатные клети которого оборудованы электроприводами,
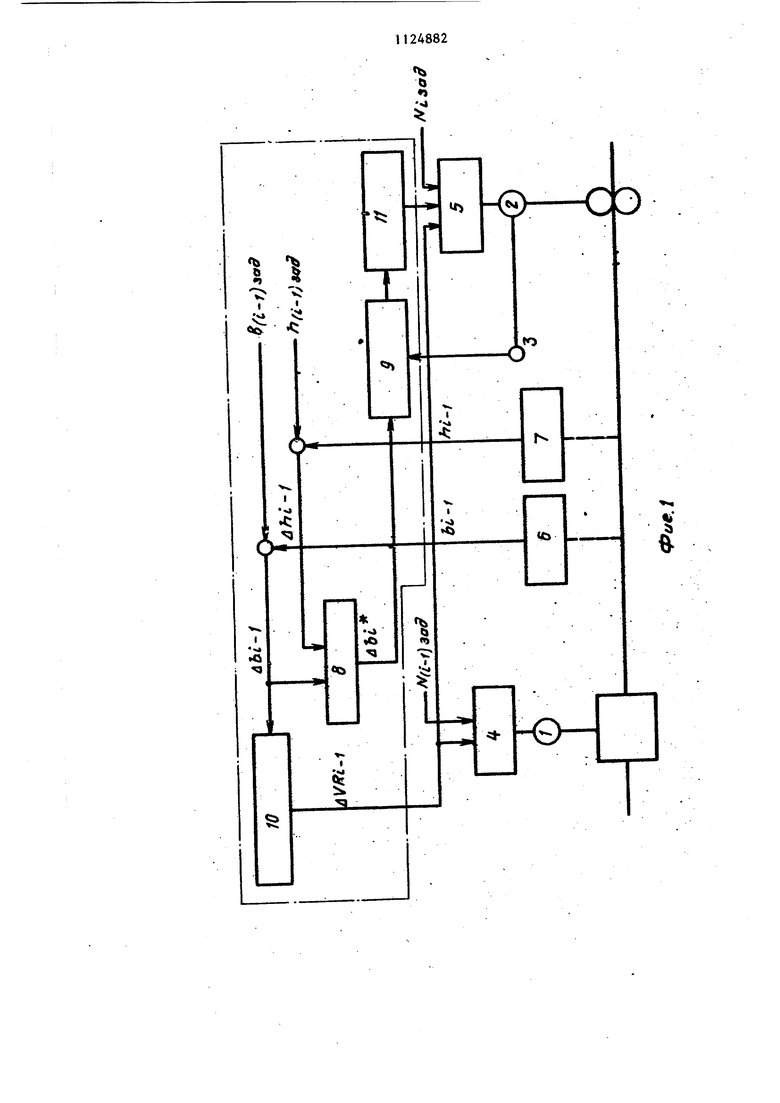
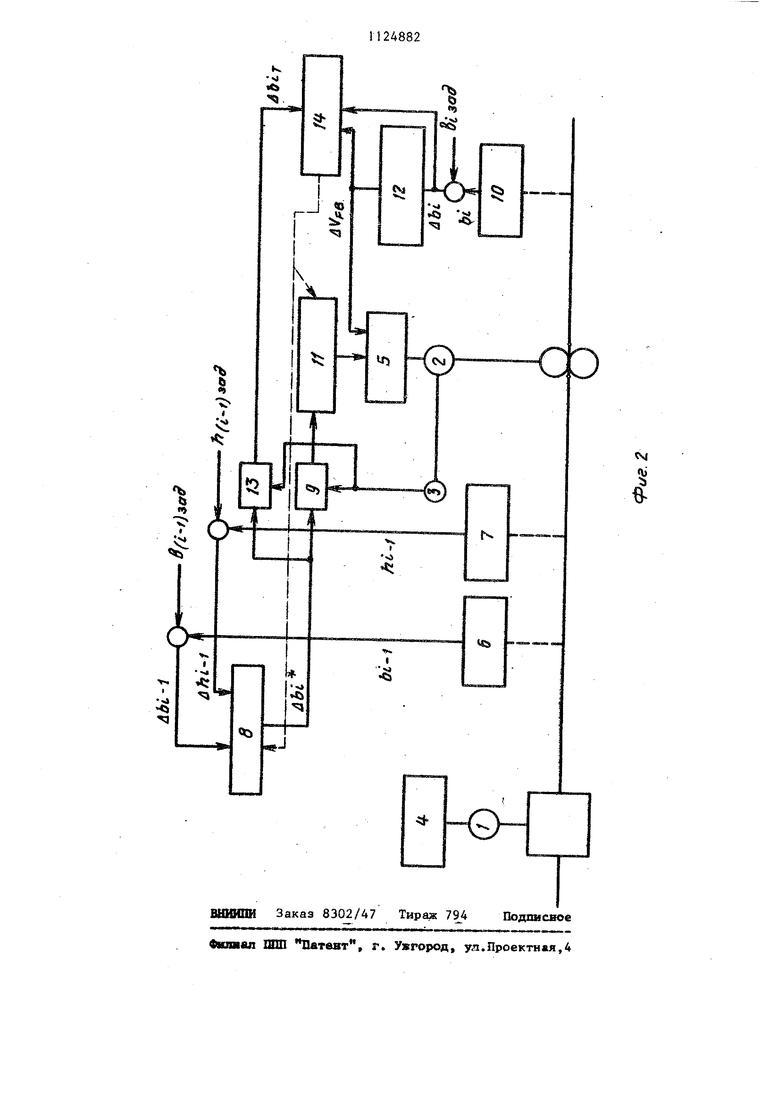
5 измерителем и регуляторами скорости, содержащее измерители отклонений горизо -1тапьного и вертикального размеров проката, установленные в межклетевом промежутке, блок прогнозирования и первый ТЗлок регулируемого запаздывания, один из входов которого соединен с выходом измерителя скорости, а другой - с выходом блока прогнозирования, входы которого соединены с выходами измерителей отклонений горизонтального и вертикального размеров проката, дополнительно содержит |измеритель отклонения горизонтального размера проката, два блока коррекции скорости, второй блок регулируе ioro запаздывания и блок коррекции коэффициента усиления, один вход ко3иторого через второй блок регулируемого запаздывания соединен с выходом блока прогнозирования, другой вход - с выходом дополнительного измерителя отклонения горизонтального размера проката и входом первого блока коррекции скорости, выход кото рого соединен с третьим входом блока коррекции коэффициента усиления и одним входом соответствующего регулятора скорости, другой вход которого через второй блок коррекции ско рости соединен с выходом первого блока регулируемого запаздывания, выход блока коррекции коэффициента усиления соединен с входом блока прогнозирования. На фиг. 1 и 2 представлены первый и второй варианты предложенного устройства для регулирования геометрических размеров проката на стане непрерывной прокатки соответствен но. Устройство для регулирования геометрических размеров проката на стане непрерывной прокатки (фиг.1), про катные клети которого оборудованы электроприводами 1 и 2, измерителем 3 и регуляторами 4 и 5 скорости, содержит измерители отклонений горизонтального 6 и вертикального 7 размеров проката, установленные в межклетевом промежутке, блок 8 прогнозирования, блок 9 регулируемого запаздывания, блоки 10 и 11 коррекции скорости, причем один из входов бло.ка 9 регулируемого запаздывания соединен с выходом измерителя 3 скорости, а другой - с выходом блока 8 прогнозирования, входы которого соединены с выходами измерителей отклонений горизонтального 6 и вертикального 7 размеров, выход блока 11 коррекции соединен с входом регулятора 5 скорости последующей клети, а вход - с выходом блока 9 регулируемого запаздывания, выход блока 10 коррекции скорости соединен с входом регулятора скорости предыдущей клети, а вход - с выходом измерителя 6 отклонения- горизонтального размера проката. Согласно второму варианту (фиг.2) устройство для регулирования геометрических размеров проката на стане непрерывной прокатки, прокатные клети . которого оборудованы электроприводами 1 и 2, измерителем 3 и регуля торами 4 и 5 скорости, содержит из24мёрители отклонений горизо тального 6 и вертикального 7 размеров проката, установленные в межклетевом промежутке, блок 8 прогнозирования, блок 9 регулируемого запаздывания, измеритель 10 отклонения горизонтального размера, установленный на выходе стана, блоки И и 12 коррекций скорости, второй блок 13 регулируе- МОго запаздывания и блок 14 коррекции коэффициента усиления, причем один из входов первого блока 9 регулируемого запаздывания соединен с выходом измерителя 3 скорости, а другой - с выходом блока 8 прогнозирования, входы которого соединены с выходами измерителей отклонений горизонтального 6 и вертикального 7 размеров, один из входов блока 14 коррекции коэффициента усиления через второй блок 13 регулируемого запаздывания соединен с выходом блока 8 прогнозирования, другой вход - с выходом измерителя 10 отклонения горизонтального размера и входом первого блока 12 коррекции скорости, выход которого соединен с входами соответственно блока 14 коррекции коэффициента усиления и регулятора 5 скорости, другой вход которого через второй блок 11 коррекции соедииеи с выходам первого блока 9 регулируемого запаздывания, выход блока 14 коррекции коэффициента усиления соединен с входом блока 8 прогнозирования. Устройство по первому варианту работает следукшшм образом.(фиг.I). Блок 8 прогнозировання по величинам отклонений горизонтально, го и вертикального дЬ размеров проката на выходе (1-1)-й клети прогнозирует отклонение горизонтального дВ t размера проката на выходе i-й клети по формуле - постоянные . ы Nкоэффициенты. Блоки 10 и 11 коррекции скорости представляют собой усилители, коэффициенты усиления которых выбираются при настройке устройства применительно к конкретному стану. Изменение скорости i-й клети не приводит к значительному изменению вертикального размера h, заметно изменяет горизонтальный размер.Поэтому горизонтальный размер проката на вЬссоде 1-;й клети регулируется выходомблока 8 прогнозирования путем воздействия на натяжение полосы через коррекцию скорости i-й клети. При этом прогнозированное значе11ие отклонения горизонтального размера становится равным нулю. Поскольку горизонтальный размер на выходе 1-й клети в устройстве регулируется только изменением натяжения проката между (1-1)-й и i-й клетями, то возможно возникновение значительных натяжений полосы. Чтобы предупредить такую опасность, отклонение горизонтального размера на вьжоде (i-l)-й клети доводят до нуля путем коррекции скорости (i-l)-й йлети при помощи блока 10 коррекции скорости. Сигнал коррекции скорости dVR j из блока 10 коррекции передается также в регулятор 5 скорости таким образом, чтобы коррекция скорости (1-1)-и клети не оказывала влия ния на натяжение полосы между (i-l)и i-й клетями. Устройство по второму варианту работает следующим образом (фиг.2-). Блок 8 прогнозирования, ,ка и по первому варианту, вычисляет по формуле (1), прогнозирует отклонени горизонтального размера.-дЬ , проката на выходе i-й клети, В соответствии с прогнозированным отклонением гори зонтального размера проката на выходе i-й клети блок 11 коррекции ск рости изменяет скорость i-й клети таким образом, чтобы указанное отклонение равнялось нулю, т,е. имеет место регулирование по возмущению. Отклонение ДЬ горизонтального Ь размера, измеренное измерителем 6 горизонтального размера, передается в блок 12 коррекции скорости i-й клети, который изменяет скорость i-й клети на величину dVpg , т.е. устройство обеспечивает регулированде по отклонению. Для устранения известных недостатков регулирования по возмущению и отклонению в устройстве предусмотрен блок 14 коррекции коэффициента усиG- блока 11 коррекции скорос4V,.G.b Новый коэффициент, усиления опредеяют как (см.фиг.2). 1«06 ЛЬ,-4Ь. 1 4Ц -аЦ-. постоянный коэффициент. Недостатки регулирования могут быть устранены также коррекцией коэффициентов усиления блока 8 прогнозирования, Предложенное устройство обеспечивает значительное повышение точноси проката.
11
I. ,
.«
o
Q
«b 0
СЭ
ч
t;
I
I
ft 4
0
1
I
jn
к w
u
J «
5 Чд
«
-a
«
a §
B
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Трансформируемое перекрытие здания | 1984 |
|
SU1270246A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
