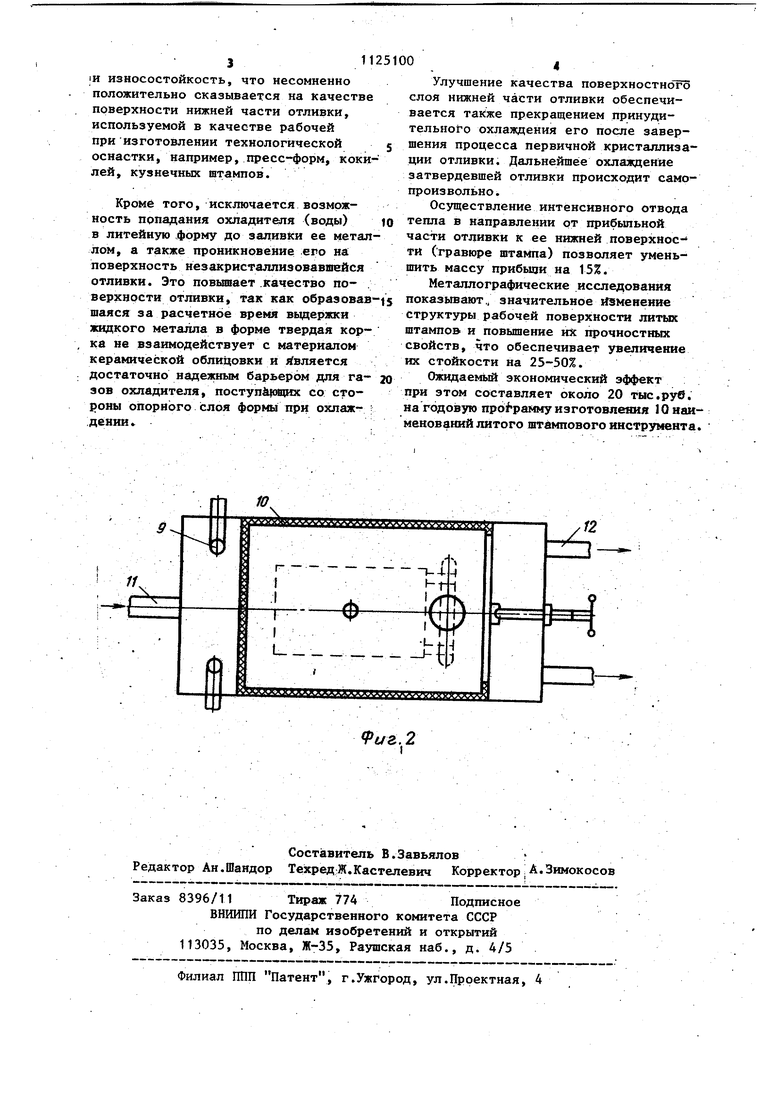
1 . 1 Изобретение относится к литью деталей направл нным звгвердеванием и может найти применение при получет НИИ литых штампов с повышеиным качеством рабочей поверхностя, Известно устройство для подучевия отливок, содержащее литейную форму, выполненную из капиллярно-пористого материала со средствами подачи жидкого хладагента СОНедостатком устройства является низкая эффективность направленности действия охлаждакицего агента. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для получения отливок направленным затвердеванием, содержащее пористую литейную форму с керамической обли-; цовкой и имеющее нарзпкное герметизи- рующее покрытие, и емкость для охлаждающего агента С2. Недостатками известного устройств являются низкая эффективность охлаж-т дения, вызванная большим термическим сопротивлением литейной формы и отсутствие строгой направленности охла дения ..v Целью изобретения является интенсификации процесса охлаждения нижнего торца отливки. Поставленная цель достигается тем, что в устройстве для получения отливок направленным затвердеванием, преимущественно щтампов, содержащем пористую литейную форму с керамической облицовкой и имеквцую наружное герметизирукяцее покрытие и емкость для охлаждающего агента, в литейш1Й форме на уровне нижнего Форца отливки и вокруг нее размещена влагонепро ницаемая диафрагма, а наружйое герме тизирующее покрытие расположено с боковых сторон литейной формы и вы полнено из резины, причем емкость для охлаждающего агента снабжена для фиксации литейной формы винтовым прижимом и вертикальной перегородкой с отверстиями, а также патрубком для подачи хладагента и сливным патрубком, размещенным на уровне нижнего торца отливки. На фиг. 1 показана литейная форма размещенная в емкост для охлаждающего агента, продольный разрез; на фиг. 2 - то же ,вид сверху. Литейная форма содержит нижнкио пористую полуформу 1 с керамической 02 облицовкой 2 и диафрагмой 3, расположенной на уровне нижнего торца о.тливки, верхнюю полуформу 4 с литниковой системой и стержнем легкоотделяемой прибыли. Диафрагма 3 с отверстием под дно керамической облицовки в нижней полуформе препятствует проникновению охлаждающего агента в форму выше уровня торца отливки 5. Литейная форма перед заливкой помещается в емкость 6 таким образом, что ее торец ниже диафрагмы 3 прижимается с помощью винта 7 к перегородке с отверстиями 8 для охлаждающего агента 9 из емкости 6 и, тем самым, герметизируется с ней до уровня диафрагмы. Герметизация боковых вертикальных плоскостей литейной формы до уровня диафрагмы со стенками устройства осуществляется с помощью пневморезиновых уплотнителей 10. Охлаждение отливки происходит следующим образом. В емкость 6 подается через патрубок 11 хладагент 9, который протекает через отверстия 8 в перегородке и пористую форму. Прошедший через пористую форму охлаждающий агент удаляется через сливной патрубок 1.2 на уровне нижнего торца отливки. Попадание охлаждающего агента в другие части формы практически исключено вследствие разделения нижней полуформы, находящейся в охлаждакоцем агенте, от остальной формы диафрагмой 3 и стенками емкости 6. В процессе протекания жидкого :; охладителя через пористую литейную форму происходит интенсивный теплоотвод от поверхностного слоя нижнего торца отливки. Интенсификация охлаждения обеспечивается за счет конвективного отвода тепла непосредственно жидким охладителем. При этом интен- : сивно охлаждается только поверхность нижнего Tooua отливки, р то время как остальные части отливки охлаждаются сравнительно медленно за счет низкого коэффициента аккумуляции тепла материала формы. Интенсивное охлаждение поверхностного слоя нижнего торца отливки увеличивает толщину мелкозернистого слоя, измельчает его структуру, уменьшая разме.р зерна, повьппает плотность металла, его твердость, прочность
1И износостойкость, что несомненно положительно сказывается на качестве поверхности нижней части отливки, используемой в качестве рабочей при изготовлении технологической оснастки, например, пресс-форм, кокилей, кузнечных штампов.
Кроме того, исключается возможность попадания охладителя (воды) в литейную форму до заливйи ее металлом, а также проникновение его на поверхность незакристаллизовавшейся отливки. Это повышает .качество по- . верхности отливки, так как обраэовав шаяся за расчетное зремя выдержки жидкого металла в форме твердая корка не взаимодействует с материалом керамической облицовки и л вляется достаточно надежным барьером для газов охладителя, поступ&|оорос со стороны опорного слоя формы при охлаж:дении.
Улучшение качества поверхностного слоя нижней части отливки обеспечивается также прекращением принудительного охлаждения его после завершения процесса первичной кристаллизации отливки. Дальнейшее охлаждение затвердевшей отливки происходит самопроизвольно..
Осуществление интенсивного отвода тепла в направлении от прибыльной части отливки к ее нижней поверхнос- тй (гравюре штампа) позволяет уменьшить массу прибьщи на 15%.
Металлографические исследования показывают./ значительное изменение структуры рабочей поверхности литых штампов и повышение иХ прочностных свойств, что обеспечивает увеличение их стойкости на 25-50%.
Ожидаемь1Й экономический эффект при этом составляет около 20 тыс.рув. на годовую npoi paMMy изготовления 10 наименований литого штампового иистрз мент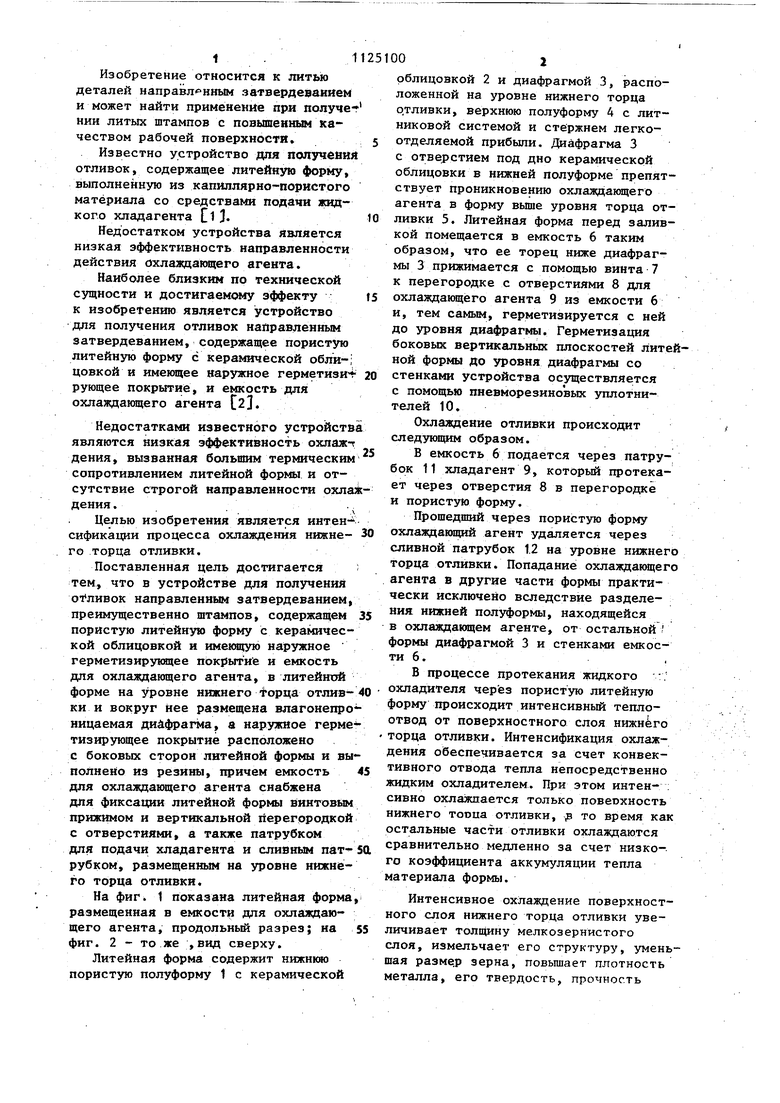
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для отливки заготовок штампов | 1989 |
|
SU1770067A1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Способ получения отливок вОблицОВАННыХ КОКиляХ | 1979 |
|
SU816683A1 |
| Установка для получения отливок методом направленной кристаллизации | 1980 |
|
SU933215A1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| Установка для литья под давлением | 1979 |
|
SU846084A1 |
| Способ получения тонкостенных отливок направленной кристаллизацией | 1989 |
|
SU1743684A1 |
| Водоохлаждаемый кокиль | 1977 |
|
SU627913A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211746C1 |
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННЬМ ЗАТВЕРДЕВАШШМ преимущественно штампов, содержащее пористу10 литейную форму с керамичес-: ;кой облицовкой и имекяцую наружное герметизирующее покрытиеj и емкость для охлаждакнцего агента, о т л и чающееся тем, что, с целью интенсификации процесса охлаждения нижнего торца отливки, в литейной форме на уровне нижнего торца отливки и вокруг нее размещена влагонепроницаемая диафрагма, а.наружное герметизирующее покрытие расположено с боковых сторон литейной формы и выполнено из резины, причем емкость для охлаждакнцего агента снабжена для фиксации литейной формы винтовым прижимом и вертикальной перегородкой с отверстиями, а также патрубко 4 для подачИ хладагента и сливным патрубком, размещенным на уровне ниж(П него торца отливки. с ю ел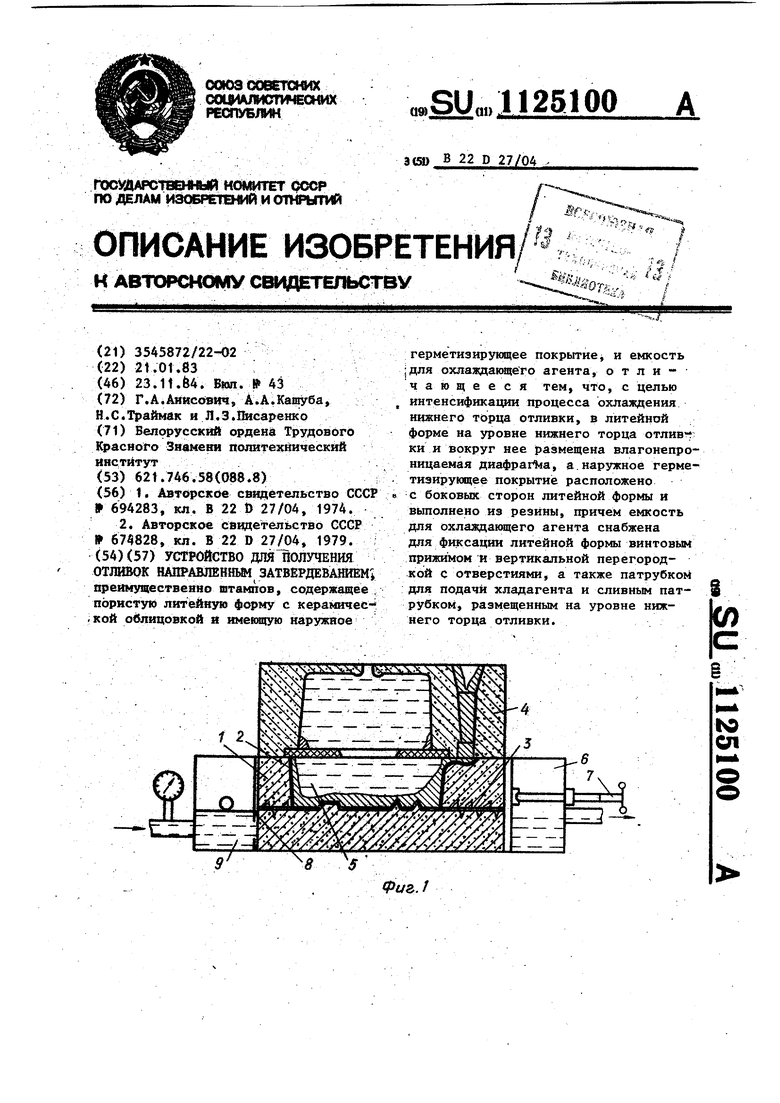
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения отливок | 1977 |
|
SU674828A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ; | |||
