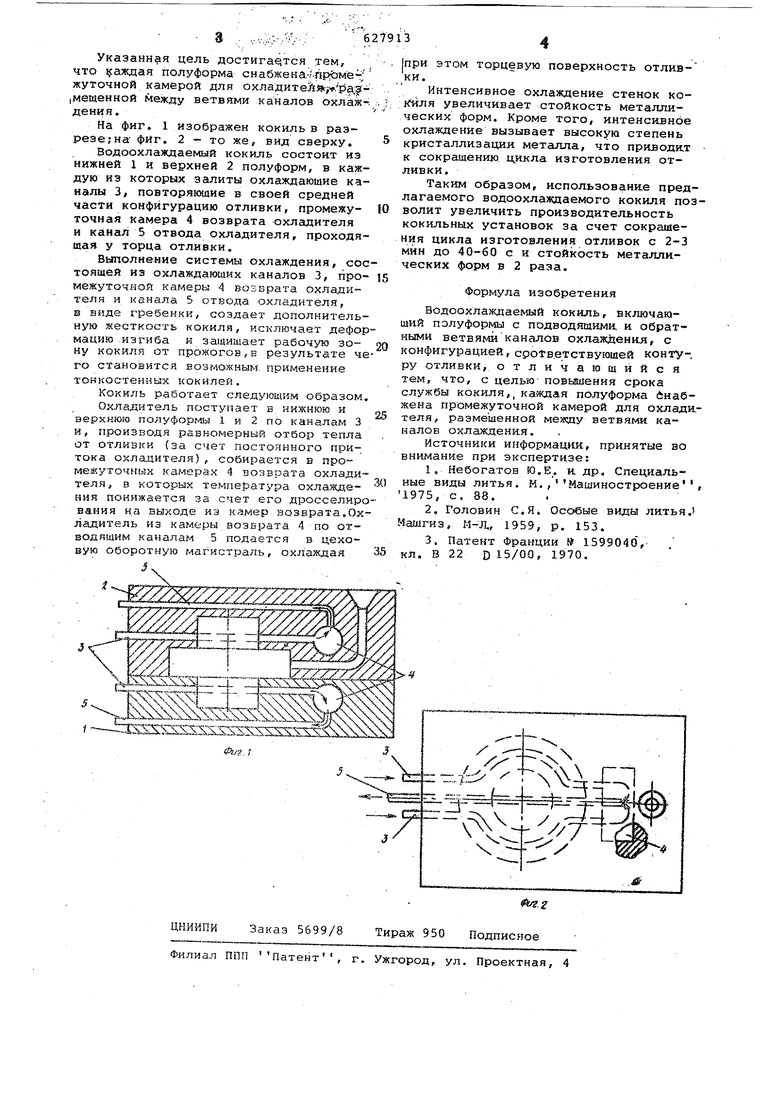
Изобретение относится к литейному производству, в частности к водоохлаж даемым кокилям для отливки деталей и черных и цветных металлов, и может быть применено в литейных цехах маши ностроительных заводов. Известны водоохлаждаемые кокили, состоящие из рабочей оболочки и короб ки охлаждения, в которую с целью интенсификации отвода тепла с тыльной стороны на рабочую оболочку подается вбда l . Однако в силу сложности регулирова ния теплового режима и разности голщины стенок кокиля, известные кокили не долговечны, так как для них. характерно сильное коробление, образование трещин в теле кокиля и проникновение воды в рабочую зону кокиля. Для уменьшения остаточного коробления кокиля-применяюх-распорные штыри, приваренные одним концом к коробке охлаждения и упираюшиеся другим концом в рабочую стенку кокиля, и оребрение 2. Оребрение кокиля с жидкостным охлаждением повышает его жесткость, но с другой стороны, исключает, температурную деформацию изгиба, вызывает .излишние напряжения, ведущие к образованию трешин на внутренней поверхности формы. Наиболее близким к предлагаемому изобретению является водоохлаждаемый кокиль, где охлаждение полуформ производится проточной жидкостью, проходящей через каналы подводящей и обратной ветвей каналов охлаждения с конфигурацией соответствующей контуру отливки С . Основным недостатком известного кокиля является то, что интенсивное водное охлаждение кокиля ведет к резкому охлаждению одной стороны его стенки, в то время, как другая сторона стенки, где проходит уже нагретый охлади-тель, имеет более высокую температуру. Деформации, возникающие при этом, приводят к образованию тридин, через которые в рабочую полость формы может проникнуть вода. Соприкосновение воды с жидким металлом ведет к интенсивному выделению паров, которые могут выбросить расплавленный металл и привести к несчастному случаю. Цель изобретения - повышение срока службы кокиля. Указанная цель достигается тем, что 1{:аж,цая полуформа снабжена/лПр Ьмё-, жуточной камерой для охладитеййг ч.г а; |Метенной между ветвями каналов охлаж-; дения. На фиг. 1 изображен кокиль в разрезе,-на фиг. 2 - то же, вид сверху. Водоохлаждаемый кокиль состоит из нижней 1 и верхней 2 полуформ, в каждую из которых залиты охлаждающие каналы 3, повторяющие в своей средней части конфигурацию отливки, промежуточная камера 4 возврата охладителя и канал 5 отвода охладителя, проходящая у торца отливки. Выполнение системы охлаждения, сос тоящей из охлаждающих каналов 3, промежуточной камеры А возврата охладителя и канала 5 отвода охладителя, в виде гребенки, создает дополнигельную жесткость кокиля, исключает дефор мацию -изгиба и защищает рабочую зону кокиля от прожогов в результате че го становится возможным применение тонкостенных кокилей. Кокиль работает следующим образом. Охладитель поступает Б нижнюю и верхнюю полуформы 1 и 2 по каналам 3 и, производя равномерный отбор тепла от отливки (за счет постоянного притока охладителя), собирается в промежуточных камерах 4 возврата охлади™ теля, в которых температура охлаждения понижается за счет его дросселиро вания на выходе из камер возврата.Ох л-г1дитель из камеры возврата 4 по отводяшим каналам 5 подается в цеховую оборотную магистраль, охлаждая
. r 4pi q y Г - iJ-iy -ir ji. g V j. I Ц а-щ. j
//
Фи.. /
ч
/
Лф:./ - - л х-г::1
при этом торцевую поверхность отливки. Интенсивное охлаждение стенок кокиля увеличивает стойкость металлических форм. Кроме того, интенсивное охлаждение вызывает высокую степень кристаллизации металла, что приводи.т к сокращению. изготовления отливки. Таким образом, использование предлагаемого водоохла)щаемого кокиля позволит увеличить производи,теяьность кокильных установок за счет сокращения цикла изготовления отливок с 2-3 мин до 40-60 с и стойкость металлических форм в 2 раза. Формула изобретения Водоохлаждаемый кокиль, включающий полуформы с подводящими, и обратными ветвят каналов охлажденая, с конфигурацией, сротв.етствующей конту-. ру отливки, отличающийся тем, что, с целью повышения срока службы кокиля,, каждая полуформа йнабжена промежуточной камерой для охлади,теля, размешенной мейэду ветвями каналов охлс1Ждения, Источники информации, принятые во внимание при экспертизе: 1.Небогатов Ю,Е. и др. Специальные виды литья, М.,Машиностроение 4975, с, 88. 2.Головин С.Я. Особые виды литья. Машгиз, f-5-Л., 1959, р. 153. 3.Патент Франции № 1599040, кл. В 22 D 15/00, 1970.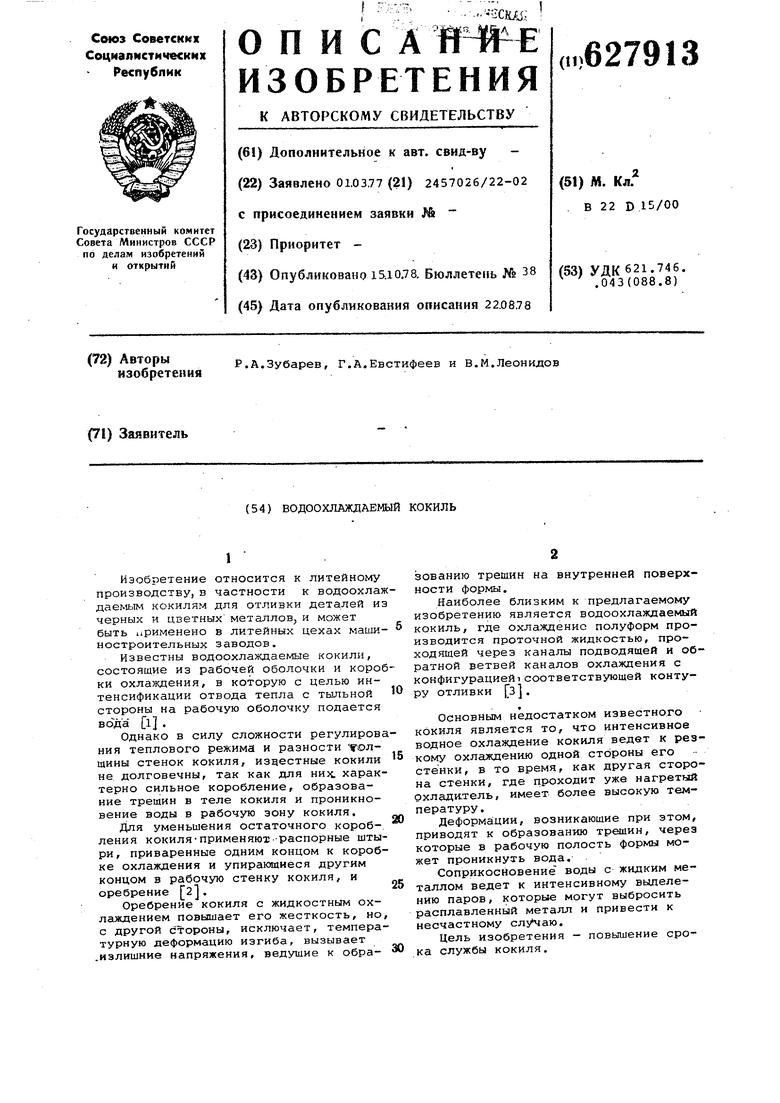
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОДООХЛАЖДАЕМЬ[Й КОКИЛЬ1 | 1973 |
|
SU399301A1 |
| Постоянная литейная форма | 1976 |
|
SU577086A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Литейная форма | 1980 |
|
SU969451A1 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| Кокиль | 1987 |
|
SU1470443A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ получения износостойких и упругих структур рабочих органов почвообрабатывающих машин | 2019 |
|
RU2743682C2 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| КОКИЛЬ С ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА | 1991 |
|
RU2009008C1 |
