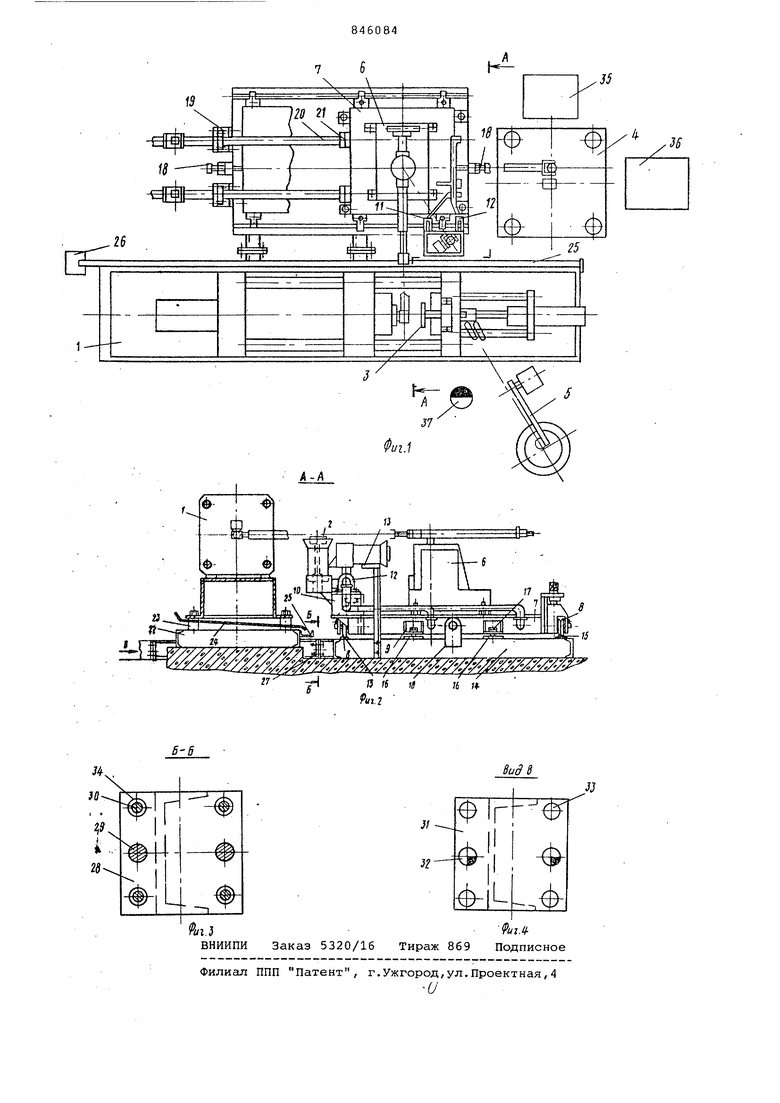
Изобретение относится к литейному производству, в частности к производ ству отливок из цветных металлов и их сплавов литьем под давлением. Известна установка для литья под давлением, состоящая из литейной машины, бака охлаждения, обрезного пре са и механизма съема литникового остатка, причем механизм транспортиров выполнен в виде двухштокового гидроцилиндра, закрепленного на подвижной каретке, которая имеет гидроцилиндр, закрепленный на литейной машине, а механизм снятия литникового остатка выполнен в виде двухпоршневого цилиндра 1 . Недостатком данной установки является то, что зона литейной машины, в которой находится пресс-форма закрыта механизмом съема литникового остатка и механизмом транспортировки это затрудняет обслуживание прессформы и обрезного штампа, и делает невозможным установку подвижной системы автоматической смазки пресс-фор мы. Применение в установке горизонтального обрезного пресса значительно увеличивает ее габаритные размеры Стационарно расположенный бак охлажД5ния отливок ухудшает обслуживание установки. . Известна также автоматизированная установка, состоящая из литейной машины, установки для смазки пресс-формы и узла прессования, манипулятора для подачи и дозирования расплава, установки для охлаждения отливок, робота для съема и передачи отливок и обрезного пресса 2, Стационарное расположение всех агрегатов данного комплекса и необходимость их обслуживания привели к тому, что была введена площадка, обеспечивающая блокировку работы комплекса при нахождении на ней обслуживающего персонала, и к значительному увеличению хода руки робота с захватным устройством извлечения отливки из прессформы. Увеличенный ход руки робота пр.иводит к уменьшению точности позиционирования отливки, удлиняет цикл работы комплекса, усложняет работ и увеличивает габаритные размеры комплекса. Установка для охлаждения отливок, стационарно расположенная между примышленным роботом и обрезным прессом также увеличивает габаритные размеры и затрудняет обслуживание комплекса. Указанные выше конструктивные недостатки удлиняют цикл получения отливок, повышают стоимость их изготовления, усложняют оборудование комплекса Кроме этого, утечки масла из гидравлических систем литейной машины загрязняют рабочую площадь ус тановки и затрудняют ее обслуживание Цель изобретения - повышение производительЕ1Ости труда, улучшение удобства обслуживания и повышение то ности позиционирования отливок. Цель достигается тем, что устано ка снабжена направляющей р-амой, тел кой с опорами, размещенной на напра ляющей раме, литейная мгииина снабже на дополнительной опорой с поддоном и сливным желобом, разъемными зажим ми, соединяющими направляющую раму с,дополнительной опорой, при этом робот установлен на тележке, а устройство для охлаждения отливок шарнирно закреплено на опорах тележки. Кроме того, установка снабжена телескопическим устройством для под вода и отвода жидкости к устройству для охлаждения отливок, при этом не подвижная часть телескопического ус ройства закреплена на направляющей раме, а подвижная часть - на тележке. , На фиг. 1 изображена установка для литья под давлением, план; на фиг, 2 - сечение А-А на фиг. 1; на фиг, 3 - сечение Б-Б на фиг. 2; на фиг. 4 - вид В .на фиг. 2. Установка для литья под давление состоит из литейной машины 1,устано ки 2 для охлаждения,установки 3 для смазки пресс-формы, вертикального обрезного пресса 4, манипулятора 5 для заливки металла и прО11Щ1шленного .робота 6. Дополнительно в установку введено откатное устройство, состоя щее из тележки 7. Промышленный робот б установлен на тележке 7, на которой закреплены колеса 8, кронштейны с отверстиями 9 и две опоры 10, на которых с помощью болтового соединения укреплены левый и правый шарниры 11 и 12, к которым закреплена установка 2 для охлаждения. Левый шарнир 11 является напорным, так как через него жидкость под давлением поступает в установку 2 для охлаждения. Правый шарнир 12 случит для слива жидкости, так как через него жидкость уходит из устаHOBKiJ 2 для охлаждения, С помощью шарниров 11 и 12 установка для охлаждения может быть отведена от машины для литья давлением 1 и опроки нута на подставку 13, как показано на фиг. 2. За счет такого конструкт кого решения возникает возможность применения промышленных роботов с малым ходом руки, которые имеют выс кую степень позиционирования, котор обеспечивает высокую точность простановки отливок в обрезного пресса 4. На направляющей раме. 14 на верхней ее части расположены направляющие 15, по которым может перемещаться тележка 7. На верхней части нижней направляющей рамы 14 также располол(еЕ1ы неподвижно накладки 16 с резьбовыми отверстиями. Болт 17, проходящий через отверстие кронштейна 9, фиксирует телелску 7 к направ/;я1ощс5.й раме 14, на которой еще находятся упоры 18 и кронштейны 19. В кронштейнах 19 направляющей рамы 14 установлена неподвилсная часть 20 телескопичес ого устройства, а подвижная часть 21 телескопического устройства расположена в теле) 7. Машина 1 .литья под давлением установлена на дополнительной опорной раме 22, которая при этом х естко соединена с направляющей рамой 14 откатного устройства. Опоры 23 жестко соединены с рамой 22. На опорах 23-закреплен поддон 24, а на раме 22 закреплен сливной желоб 25. Поддон 24 имеет уклон в сторону желоба 25, который также имеет уклон в направлении продольной оси машины 1 литья под давлением. В конце желоба 25 установлен отстойник 26. Разъемные замки, расположенные по обоим торцам литейной машины 1, соединяют дополнительную раму 22 литейной машины 1 с направляющей рамой 14 откатного устройства. Разъемный зг1мок 27 сое- . . тоит из двух частей, одна часть которого установлена на направляющей раме 14 и состоит из плиты 28, на которой закреплены штыри 29 и выполнены отверстия 30 г а другая часть замка, установленная на торцовых частях литейной машины 1, состоит из плиты 31,на которой выполнены отверстия 32 под штыри 29 и отверстия 33. Разъемный замок 27 позволяет соединить и выставить направляющую раму 14 относительно рамы машины 1, с помощью штырей 29 и крепежного соединения 34. Около пресса 4 установлена тара для литников и облоя 35 и тара 36 для отливок. Установку для литья под давлением обслуживает оператор 37. Установка для литья под давлением работает следующим образом. В исходном положении подвижная плита литейной машины 1 с полуформой находится в крайнем заднем положении, а подвижная плита пресса 4 с пуансоном штампа находится в крайнем верхнем положении. Тележка 7 своей торцовой частью находится в контакте с упором 18, при этом она с помощью болтов 17, проходящих через отверстие кронштейнов 9, закреплена к направляющей раме 14, на которой установлены накладки 16 с резьбовыми отверстиями. Установка 2 для охлаждения с помощью шарниров 11 и 12 переведена.в вертикальное положение. Через напорную
часть телескопического устройства охлаждающая жидкость, пройдя через шарнир 11, поступает в установку 2 для охлаждения и через шарнир 12 и сливную часть телескопического устройств уходит из установки 2 для охлаждения в которой постоянно поддерживается заданный уровень жидкости. Рука промышленного робота б находится перед подвижной плитой литейной машины 1
. (исходное положение). При включении литейной машины 1 смыкаются полуформы. Запрессовывается литейный сплав в форму и после кристаллизации затведевшая отливка, ос гавшаяся в подвижной полу форме отводится подвижной плитой литейной машины 1 в заднее (исходное положение), после чего рука промышленного робота 6 вводится в разъем полуформы.
Отливка захватывается за прессостаток рукой промышленного робота 6 и, вытолкнутая из подвижной полуформы толнательной системой литейной машины 1, переносится в охлаждгиощеес устройство 2, в котором находится в течение определенного времени, не обходимого для ее охлаждения, затем отливка поддается в штамп обрезного пресса 4, а рука промышленного робота 6 возвращается в исходное положение. В прессе 4 производится отделение отливки от литников и облоя, которые соответственно попадают в тару 35 и 36.
Для того, чтобы осбоводить зону литейной машины, например, для установки пресс-формы или подрегулировки форсунок, раскрепляют тележку 7, для чего выворачивают болты 17 из накладок 16 направляющей рама 14. Перекрывают напорную магистраль теле,скопического устройства Переводят установку 2 для охлаждения с помощью шарниров 11 и 12 в горизонтальное положение и опирают на подставку 13, В таком, отведенном от машины 1 лить под давлением положении, установка 2 для охлаждения не мешает отодвинуть промышленный робот б от литейной машины 1. Вручную производят откатку тележки 7 с закрепленными на ней промышленным роботом 6 и установкой 2 для охлаждения в крайнее левое положение по направляющим 15, расположенным на направляющей раме 14, до упора 18, При этом подвижная часть 21 телескопического устройства совмещается с неподвижной частью 20. Зона .литейной машины, со стороны промышленного робота 6, в которой находится пресс-форма, а также зона обе лyживaния - полностью открыты. Отодвигание робота практически может быть произведено на три величины хода подвижной части машины 1 литья под давлением.
Во время работы машины 1 литья под давлением на поддон 24 попадает несгоревшая смазка, которой опрыскивают пресс-форму, утечка масла из гидравлических устройств машины, С поддона 24 смазка и масло перетекают в сливной желоб 25, а затем попадают в отстойник 26. Кроме этого, поддон 24 и сливной желоб 25 от смазки и масла могут быть очищены. Откатное устройство с помощью разъемных замков 27 может быть смонтировано на противопо5ложной стороне машины 1 литья под давлением.
Изобретение позволяет увеличить производительность труда на 15%.
20
Формула изобретения
1.Установка для литья под давлением, содержащая литейную машину,
5 устройство для охлаждения отливок, обрезной пресс, робот для съема и транспортировки отливок, манипулятор для заливки металла, отличающаяся тем, что, с целью
0 повышения производительности труда, удобства обслуживания и Повышения точности позиционирования отливки, она снабжена направляющей рамой,тележкой с опорами,размещенной на нап-.
5 равляющей раме, литейная машина снабжена дополнительной опорой с поддоном и сливным желобом, разъемными зажимами, соединяющими направляющую раму с дополнительной опорой, при этом робот установлен на тележке, а
0 устройство для охлаждения отливок шарнирно закреплено на опорах тележки .
2,Установка по п, 1, отличающаяся тем, что она снаб5жена телескопическим устройством для подвода и отвода жидкости к устройству для охлаждения отливок, при этом неподвижная часть телескопического устройства закреплена на направ0ляющей раме,а подвижная - на тележке.
- Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 442007, кл. В 22 D 17/00, 1975.
2.Никулин Л.В. и др. Литьепод
5 давлением магниевых сплавов. М.,
Машиностроение, 1978, с. 158, рис. 90.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения отливок при литье под давлением | 1979 |
|
SU869954A1 |
| Устройство для перемещения деталей в ванне | 1982 |
|
SU1235644A1 |
| Установка для литья под давлением | 1972 |
|
SU442007A1 |
| Установка для литья | 1979 |
|
SU821054A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| Пресс для обрубки литников | 1980 |
|
SU921674A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| Устройство для извлечения отливок из пресс-форм машин литья под давлением | 1981 |
|
SU961855A1 |
| Устройство для охлаждения отливок при литье под давлением | 1982 |
|
SU1253723A1 |