Изобретение относится к литейному производству, а именно к литейным формам для получения отливок направленной кристаллизацией, преимущественно заготовок штампов для горячего деформирования.
Цель изобретения - повышение плотности металла заготовки и упрощение конструкции формы.
Поставленная цель достигается тем, что литейная форма для отливки заготовок штампов, содержащая металлический поддон, установленную на нем боковую полуформу с рабочей полостью и верхнюю полуформу с прибыльной полостью и литниковой системой, согласно изобретению, снабжена размещенным на поддоне стержнем из эндотермической смеси с теплоаккумулирующей способностью 1690-1760 кДж/кг и экзотермической оболочкой, оформляющей прибыльную полость, при этом боковая полуформа выполнена в виде, по крайней мере, двух ярусов из керамических смесей с теплопроводностью, составляющей в нижнем ярусе 0,083-0,125 и в верхнем ярусе 0,011-0,014 от теплопроводности заливаемого металла, а поддон выполнен с отверстиями для выхода газов. Кроме того, стержень из эндотермической смеси выполнен из керамической смеси, содержащей, мас.%:
Мел19-20
Мрамор50-51
Хромомагнезит7,6-8,0
25%-ный раствор этилсиликата в изопропиловом спирте20,4-20,8 50%-ный раствор полиэтиленполиамина в воде 1,4-1,8
VJ. VJ
О
о о
VI
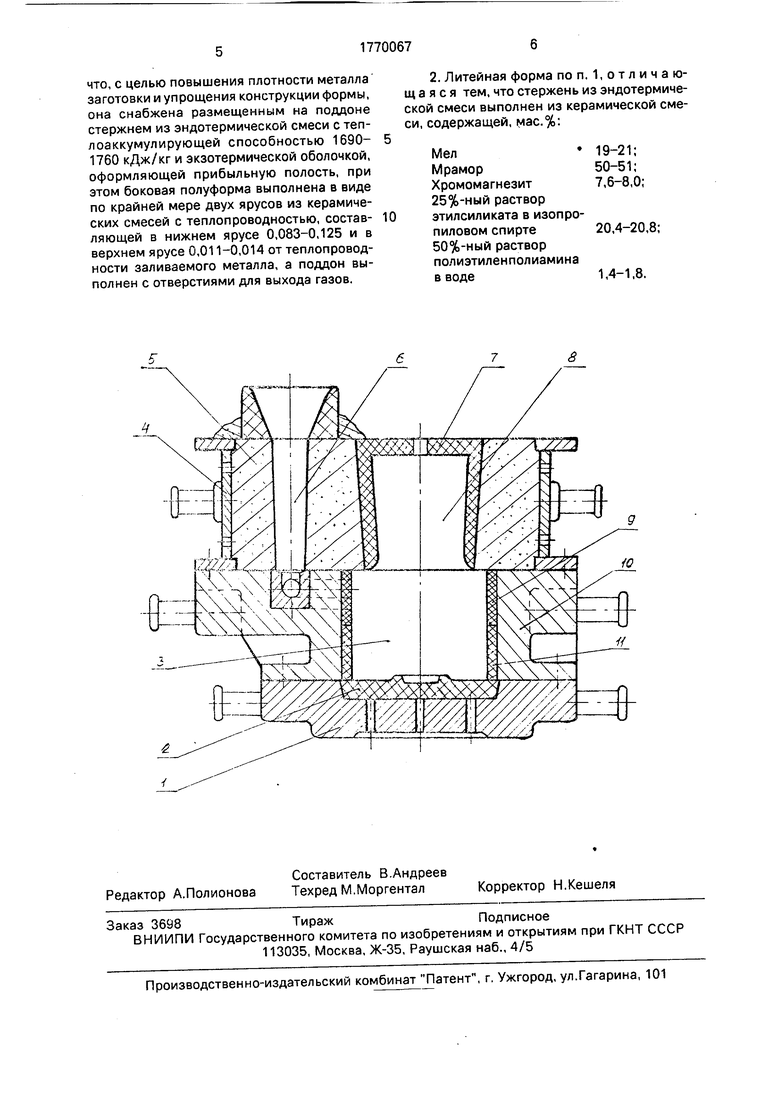
На чертеже представлен один из вариантов выполнения литейной формы, Литейная форма состоит из металлического поддона 1 с отверстиями для выхода газов, стержня 2 из эндотермической смеси, опоки 4, верхней полуформы 5 с литниковой системой 6 и прибыльной полостью 8, выполненной экзотермической оболочкой 7, боковой полуформой, состоящей из верхнего яруса 9 и нижнего 11, формирующей рабочую полость 3 и выполненную в кокиле 10. Получение заготовок штампов в заявленной литейной форме происходит следующим образом. Жидкую штамповую сталь заливают через литниковую систему б в рабочую полость заготовки 3 и прибыльную полость 8. При достижении температуры 1300К в керамическом стержне 2 начинается реакция разложения компонентов с эндотермическим эффектом и аккумуляция тепла 1690-1760 кДж/кг. Практически одновременно начинается экзотермическая реакция в оболочке 7 с тепловым эффектом 3510-3540 кДж/кг. Направленность фронта кристаллизации стабилизируется диффе- ренцирозаннымотводом тепла от боковых поверхностей формой, состоящей по крайней мере из двух ярусов 9, 11. Совместная реализация экзотермического обогрева прибыли, охлаждения нижнего торца и дифференцированного отвода тепла от боковых поверхностей заготовки штампов, обеспечивает направленную кристаллизацию и качественное питание заготовки жидким перегретым металлом, который заполняет пустоты, образующиеся в процессе усадки. Осуществление ускоренного отвода тепла от нижнего торца заготовки штампа за счет химической реакции с поглощением тепла посредством применения только эндотермического стержня исключает использование специальных устройств Б виде кристаллизаторов и емкостей с системой трубопроводов, подзчм хладагента, установок подачи и емкостей для его хранения и слива.
Таким образом, достигается высокая плотность металла заготовки и упрощается конструкция формы.
П р и м е р. В качестве опытных штампов, получаемых в предлагаемую литейную форму, выбраны штампы для горячего деформирования с размерами: 420x250x190 мм. Заготовки штампов получали из стали 5Х2Н2МФЛ. Эндотермический стержень изготавливали из смеси, содержащей, мас.%: Мел 19-20 Мрамор 50-51 Хромомагнезит 7,6-8,0 25%-ный раствор
этилсиликата в изопро- пиловом спирте20,4-20,8
50%-ный раствор полиэтиленполиамина
в воде1,4-1,8.
Боковая полуформа облицовывалась керамическими смесями следующего состава в мас.%: Нижний ярус - карбид бора 7,4-8,0, 25%-ный раствор этилсиликата в изопропиловом спирте 19,8-20,0, 50%-ный раствор полиэтиленполиамина в воде 0,6-1,2, магнезит - остальное;
верхний ярус - 25%-ный раствор этилсиликата в изопропиловом спирте 18,8-19,6,
50%-ный раствор полиэтиленполиамина в воде 0,8-1,4, кварцевый песок и пылевидный кварц г соотношении 1:3 - остальное. Керамическая смесь для нижнего яруса имеет коэффициент теплопроводности в интервале 1100-1500К,равный4,02-5,14Вт/(м- К), для верхнего яруса 0,52-0,63 ВТ/(м- К).
При этом теплопроводность в нижнем ярусе боковой полуформы составляет 0,083-0,125 и в верхнем ярусе 0,011-0,014
от теплопроводности заливаемого металла. Это создает дифференцированный отвод тепла от отливки, стабилизирующий направленность фонта кристаллизации. Экзотермическая оболочка изготавливалась из
смеси следующего состава в мас.%: отход дробеметной очистки алюминиевых изделий 21-23, железная окалина 40-44, хроми- товый порошок 17-23, криолит 2-3, глина 5-6, связующее ЛСТ 5-5,5, вода 2,5-3. Изготовление литейной формы производится следующим образом.
На металлический поддон 1 устанавливается эндотермический стержень 2, затем устанавливается боковая полуформа,;
состоящая из кокиля 10 и керамической облицовки 9, 11. Боковая полуформа изготавливается путем заливки керамической смеси в промежуток между моделью штампа и кокилем послойно с выдержкой до
отверждения предыдущего слоя (яруса). Последней устанавливается верхняя полуформа 5 в опоке 4. Полученные в предложенную форму заготовки штампов имели плотность на границе отливка-прибыль - 7,839 г/см3,
на 0,5 высоты - 7,834 г/см3, на нижнем торце 7,848 г/см3. Эксплуатационная стойкость штампов составила 7000-7200 штамповок. Формула изобретения 1, Литейная форма для отливки заготовок штампов, содержащая металлический поддон, установленную на нем боковую полуформу с рабочей полостью и верхнюю полуформу с прибыльной полостью и литниковой системой, отличающаяся тем,
что, с целью повышения плотности металла заготовки и упрощения конструкции формы, она снабжена размещенным на поддоне стержнем из эндотермической смеси с теп- лоаккумулирующей способностью 1690- 1760 кДж/кг и экзотермической оболочкой, оформляющей прибыльную полость, при этом боковая полуформа выполнена в виде по крайней мере двух ярусов из керамических смесей с теплопроводностью, составляющей в нижнем ярусе 0,083-0,125 и в верхнем ярусе 0,011-0,014 от теплопроводности заливаемого металла, а поддон выполнен с отверстиями для выхода газов.
2. Литейная форма по п. 1, о т л и ч а ю- щ а я с я тем, что стержень из эндотермической смеси выполнен из керамической смеси, содержащей, мас.%:
Мел 19-21;
Мрамор50-51;
Хромомагнезит7,6-8,0;
25%-ный раствор этилсиликата в изопропиловом спирте20,4-20,8;
50%-ный раствор
полиэтиленполиамина
вводе1,4-1,8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367540C2 |
| Способ получения литых биметаллических штампов системы "ферритокарбидная сталь - аустенитно-бейнитный чугун" | 2018 |
|
RU2677645C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1992 |
|
RU2015835C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
| Литейная форма | 1980 |
|
SU904873A1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
Цель изобретения: повышение плотности металла заготовки и упрощение конструкции формы. Сущность изобретения: литейная форма содержит металлический поддон с отверстиями для выхода газов и размещенным на нем стержнем из эндомет- рической смеси с теплоаккумулирующей способностью 1690-1760 кДж/кг, установленную на поддоне боковую полуформу с рабочей полостью и верхнюю полумуфту с прибыльной полостью, оформляющей ее экзотермической оболочкой и литниковой системой. При этом боковая полуформа выполнена в виде по крайней мере двух ярусов из керамических смесей с теплопроводностью, составляющей в нижнем ярусе 0,083-0,125 и в верхнем ярусе 0,011-0,014 от теплопроводности заливаемого металла, а стержень выполнен из керамической эндотермической смеси, содержащей, мас.%: мел 19-20, мрамор - 50-51, хромомагнезит 7,6-8,0, 25%-ный раствор этилсиликата в изопропиловом спирте 20,4-20,8 и 50%-ный раствор полиэтиленполиамина в воде 1,4- 1,8. 1 з.п.ф-лы, 1 ил. -S Ё
| Способ получения литых штампов | 1983 |
|
SU1138240A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
