Ю
ел
ю
со Изобретение относится к порошковой металлургии, в частности к изготовлению алмазно-абразивного инструмента, предназначенного для обработки закаленных и термически необработанных чугунов. Известна металлическая связка Ml, представляющая собой композицию из оловянного порошка и 80% медного порошка 1. Недостатком связи Ml является низкая режущая способность алмазного инструмента, изготовленного на основе этой связки. Наиболее близкой к предлагаемой является металлическая связка МВ5 2, содержащая, мае. %: Медь 71-75 Олово 14-16 Алюминий 10,5-12,5 Марганец 0,08-0,25 Титан 0,1-0,3 Алмазный инструмент на связке МВ5 (хонинговальные бруски) успешно применяется на операциях чернового и чистового хонингования гильз цилиндров тракторных двигателей из закаленного и термиче-. ски необработанного чугуна. Однако алмазный инструмент на связке МВ5 изготавливают способом, включающим перемешивание легкоплавкой и высокотемпературной составляющих шихты связки МБ-5 с алмазом, холодную подпрессовку, последующее спекание компонентов шихты и горячую подпрессовку. В качестве легкоплавкой составляющей для изготовления связки МВ5 берут сплав системы Ai-Си- -Sn-Ti-Mn. Этот сплав выплавляют с применением лигатур А1-Си-Ti- и А1- -Мп, а затем с добавкой чистых компонентов (А и Sn) выплавляют легкоплавкую составляющую. Легкоплавкую составляющую, представляющую собой сложнолегированный сплав на алюминиево-медной основе, для использования ее в качестве компонента шихты связки MB-5, необходимо дробить с последующим просевом. Однако частицы легко-плавкой составляющей связки MB-5 в процессе получения порошка методом дробления слипаются, образуя конгломерат, непригодный для изготовления алмазного инстру мента. Этот конгломерат должен дробиться дополнительно, что приводит к увеличению трудоемкости изготовления алмазного инструмента и увеличению его себестоимости. Цель изобретения - повышение технологичности связки и снижение трудоемкости изготовления алмазного инструмента. Поставленная цель достигается тем, что металлическая связка MB-6 для алмазноабразивного инструмента, содержащая олово, алюминий, титан, причем алюминий. титан - в виде лигатуры на основе меди, (ОНО содержит лигатуру в количестве 19,0- 23,2% от массы связки при следующем соотношении компонентов связки, мае. %: Олово16,5-20,0 Алюминий9,0-10,0 Титан 0,12-0,20 . МедьОстальное Увеличение процентного содержания олова до 16,5-20% по сравнению с 14-16% в известной связке и уменьшение процентного содержания алюминия до 9,0-10,0% по сравнению с 10,5-12,5% в известной связке, позволило исключить из состава связки марганец и тем самым упростить процесс изготовления алмазного инструмента. Действительио, уменьшение процентного содержания алюминия снизило содержание в связке очень хрупкой в -фазы и повысило общую прочность композиции. Увеличение содержания олова привело к увеличению антикоррозионных свойств предлагаемой связи. Таким образом, изменение процентного содержания олова и алюминия позволило получить у предлагаемого сплава такие же свойства, как и у известного сплава, содержащего марганец. Алмазный инструмент изготавливают следующим образом. Шихта для изготовления связки MB-6 делится на две составляющие; легкоплавкую и высокотемпературную. В качестве легкоплавкой составляющей для изготовления связки MB-6 берут сплав, содержащий, мас.%: алюминий 43-48; титан 0,65-0,85; медь остальное. Этот сплав хрупок, легко поддается дроблению, гранулы не слипаются, а поэтому трудоемкость изготовления алмазного инструмента сокращается. Для изготовления алмазного инструмента приготовлены четыре связки: три связки предлагаемого состава (MB-6) и одна связка известного состава (MB-5), Составы связок и шихты приведены в табл. 1. Алмазный инструмент изготавливают следующим образом. В смеситель типа «пьяная бочка загружали составляющие алмазной щихты (медный порошок ПМС-1 ГОСТ 4960-75, оловянный порошок ПО 1 ГОСТ 9723-73 и дробленный порощок сплавов системы алюминий-медь-титан или алюминий-медьтитан-марганец-олово) и алмазный порошок АСВ 125/100. Компоненты шихты перемещивают в течение 15 мин, послечего алмазоносная шихта готова к употреблению. Из приготовленной шихты Изготавливают алмазные хонинговальные бруски АБХ12, 5x8x5x3 - АСВ 125/100-100% на железной подложке; давление холодной подпрессовки брусков 300-МПа, спекание в
пресс-форме при 700°С в течение 25 мин, давление горячей допрессовки 200 МПа.
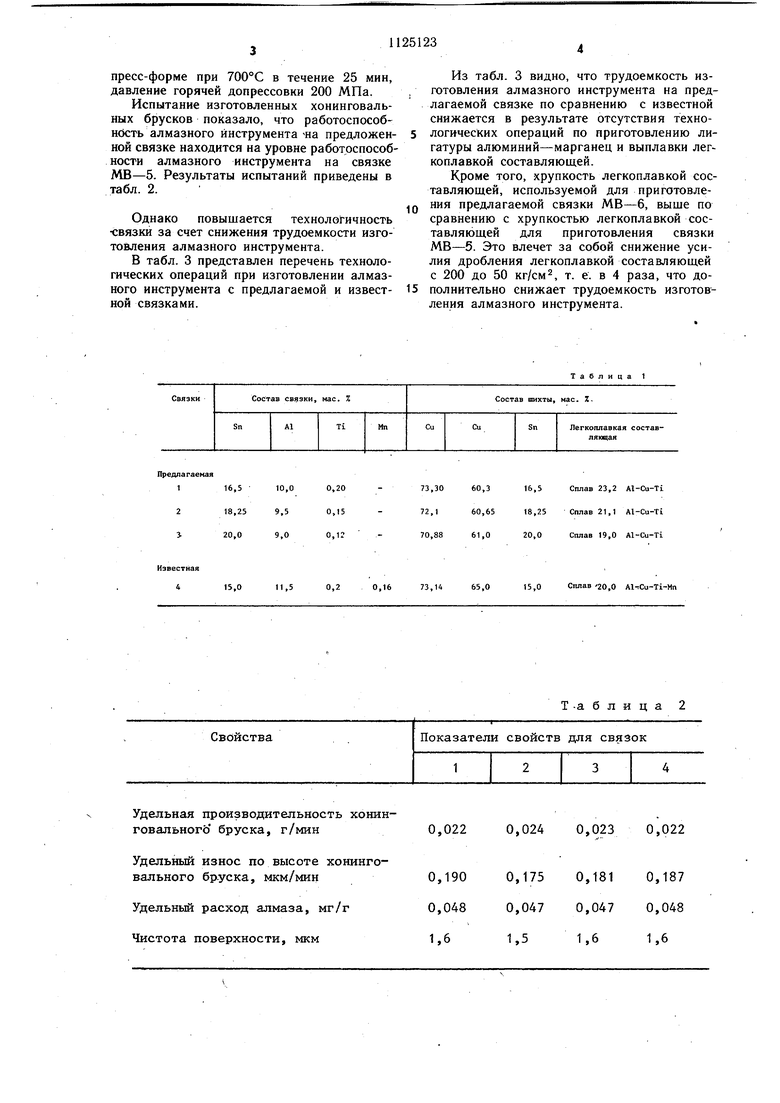
Испытание изготовленных хоиинговальных брусков показало, что работоспособность алмазного инструмента «а предложенной связке находится на уровне работоспособности алмазного инструмента на связке MB-5. Результаты испытаний приведены в табл. 2.
Однако повышается технологичность ч;вязки за счет снижения трудоемкости изготовления алмазного инструмента.
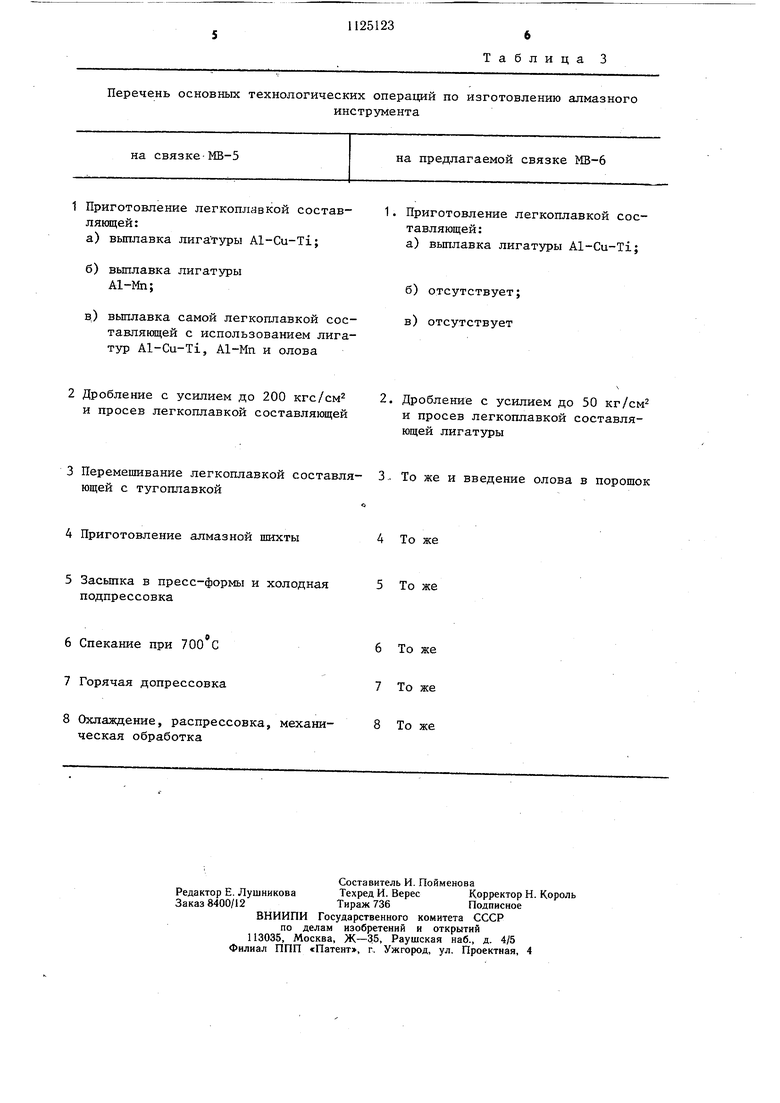
В табл. 3 представлен перечень технологических операций при изготовлении алмазного инструмента с предлагаемой и известной связками.
Из табл. 3 видно, что трудоемкость изготовления алмазного инструмента на предлагаемой связке по сравнению с известной снижается в результате отсутствия технологических операций по приготовлению лигатуры алюминий-марганец и выплавки легкоплавкой составляющей.
Кроме того, хрупкость легкоплавкой составляющей, используемой для приготовления предлагаемой связки MB-6, выще по сравнению с хрупкостью легкоплавкой составляющей для приготовления связки MB-5. Это влечет за собой снижение усилия дробления легкоплавкой составляющей с 200 до 50 кг/см2, т. е. в 4 раза, что дополнительно снижает трудоемкость изготовления алмазного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного инструмента | 1986 |
|
SU1362565A1 |
| Металлическая связка | 1979 |
|
SU833433A1 |
| Металлическая связка на основе меди для алмазно-абразивного инструмента "МВ4-10 | 1985 |
|
SU1261776A1 |
| Металлическая связка | 1978 |
|
SU1021093A1 |
| Металлическая связка для абразивного инструмента | 1983 |
|
SU1087320A1 |
| Металлическая связка | 1969 |
|
SU779055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОИЗНОСОСТОЙКОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2572903C2 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2010 |
|
RU2457935C2 |
| Связка для изготовления алмазного инструмента | 1975 |
|
SU572371A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1973 |
|
SU395175A1 |
МЕТАЛЛИЧЕСКАЯ СВЯЗКА MB-6 ДЛЯ АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА, содержащая олово, алюминий, титан, причем алюминий, титан - в виде лигатуры на основе меди, отличающаяся тем, что, с целью повышения технологичности связки и снижения трудоемкости алмазного инструмента, она содержит лигатуру в количестве 19,0-23,2% от массы связки при следующем соотношении компонентов связки, мае. /о: Олово16,5-20,0 Алюминий9,0-10,0 Титан0,12-0,20 Медь,Остальное
15,0
11,5
0,2
Удельная производительность хонинговального бруска, г/мин
Удельный износ по высоте хонинговального бруска, мкм/мин
Удельный расход алмаза, мг/г
Чистота поверхности, мкм
Таблиц
Сплав 20,0 Al-Cu-Ti-Mn
15,0
65,0
73,U
T.а блица 2
0,0230,022
.j
0,1810,187
0,0470,048
1,61,6 Перечень основных
на связке-МВ-З
1 Приготовление легкоплавкой составляющей :
а)вьшлавка лигатуры Al-Cu-Ti;
б)вьшлавка лигатуры А1-Мп;
в,) вьшлавка самой легкоплавкой составляющей с использованием лигатур Al-Cu-Ti, А1-Мп и олова 2Дробление с усилием до 200 кгс/см 2. и просев легкоплавкой составляющей 3Перемешивание легкоплавкой составля- 3.. ющей с тугоплавкой
4 Приготовление алмазной шихты
5 Засьшка в пресс-формы и холодная подпрессовка
6Спекание при 700 С6То же
7Горячая допрессовка7То же
8Охлаждение, распрессовка,механи- 8То же ческая обработка
на предлагаемой связке МВ-6
б)отсутствует;
в)отсутствует
4 То же
5 То же технологических операций по изготовлению алмазного инструмента Дробление с усилием до 50 кг/см и просев легкоплавкой составляющей лигатуры То же и введение олова в порошок
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенов Ю | |||
| Н | |||
| и др | |||
| Алмазно-абразивная обработка | |||
| Сб.: Исследование металлокерамических связок алмазно-абразивного инструмента | |||
| Пермь, 1967, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА | 0 |
|
SU407724A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
