Изибретение относится к области термической обработки быстрорежущих сталей и может быть использовано для термической обработки заготовок инструмента. .
Известен способ термической обработки быстрорежущих сталей, включающий нагрев заготовок до 860900 G, охлаждение на воздухе и отпуск при 650°С l .
Недостатками способа являются неравномерность твердости заготовок и повывенная шероховатость при обра ботке резанием.
Известен также способ термической обработки сталей, включающий многократный нагрев вьше Ас и охлаждение ниже АСд 2j.
Однако данн способ для быстрорежущих сталей не обеспечивает требуемой щероховатости поверхности при механической обработке.
Наиболее близким к предлагаемому по технической сущности является способ термической обработки быстрорежущих сталей, включакяций многократный нагрев до температуры на 6080 G выше Ас и охлаждение на 12017О С ниже АС с окончательнымХ охлаждением на воздухе Зj.
Известный способ сокращает Ьремя .термической обработки, но не позволяет получить необходимую твердость и, сле довательно, чистоту поверхности заготовок при обработке резани,ем-. . , .
Цель изобз етения - повышение чистоты поверхности при механической обработке .
Эта цель достигается тем, что согласно способу термической обработки быстрорежущей стали, преимущественно заготовок, включающему термоциклирование в интервале субкритическйх температур и охлаждение, дополнительно перед термоциклированием производят нагрев до 950-1000°С и охлаждение на воздухе.
При этом термоциклирование. производят путем двух-трехкратного нагрева до температуры ACf и охлаждение ла 160-210 С ниже Ас(.
Способ позволяет повысить чистоту обрабатываемой поверхности за счет получения требуемого интервала твердости материала.
По предлагаемому способу изготавливали заготовки насадных и концевых
фрез ,из стали Р6М5 и Р18. Предварительный нагрев заготовок производили с подогрев(И4 в соляной печи до и дальнейшим нагревом до 950ЮОО С. Охлаждение на воздухе.
Затем осуществляли двух-трехкратное термоциклирование - нагрев до 810 С и Промежуточное охлаждение на воздухе до 600-650 С. Окончательное охлаждение на воздухе. Для сравнения проводили тер(ическую обработку заготовок из стали Р6М5 с предварителы1ЬФ нагревом до температуры ниже предлагаемого интервала 880-90(Рс и выше 1050-t100 С, а последующее термоциклирование выполняли по предлагаемому режиму.
Проводили также термообработку по известному способу: подогрев на 850 С, нагрев в соляной печи до 1200 С, охлаждение на воздухе, термоциклирование - нагрев до , охлаждение да 675с (табл.1).
Т а б л и ц а J. ,
24-26 АО
28-35 2,5 12
38-42 20
10
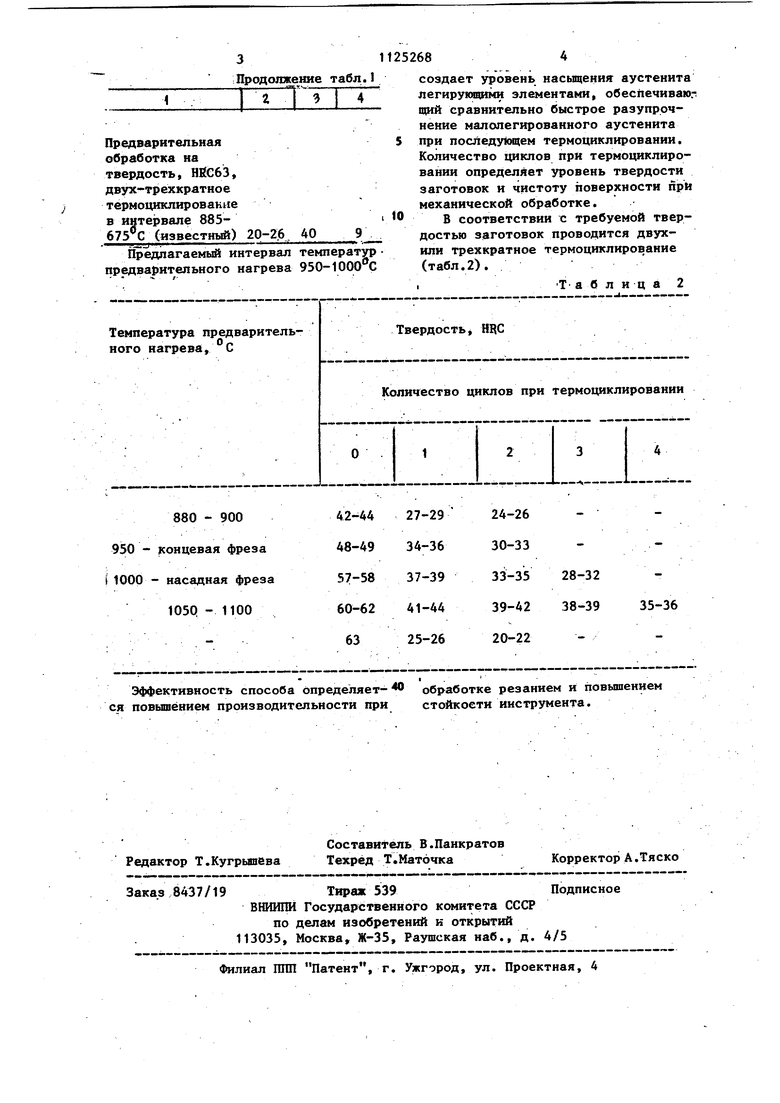
:Продолжение табл.1
Предварительная обработка на твердость, НЙебЗ, двух-трехкратное термоциклировакие в интервале 885675 С (известный) 20-26. Предлагаемый интервал предварительного нагрева
создает уровень насыщения аустенита легирующими элементами, обеспечивают щий сравнительно быстрое разупрочнение малолегированного аустенита при последующем термоциклировании. Количество циклов при термоциклировании определяет уровень твердости заготовок и чистоту поверхности при механической обработке.
В соответствии с требуемой твердостью заготовок проводится двухили трехкратное термоциклирование (табл.2). а б л и ц а 2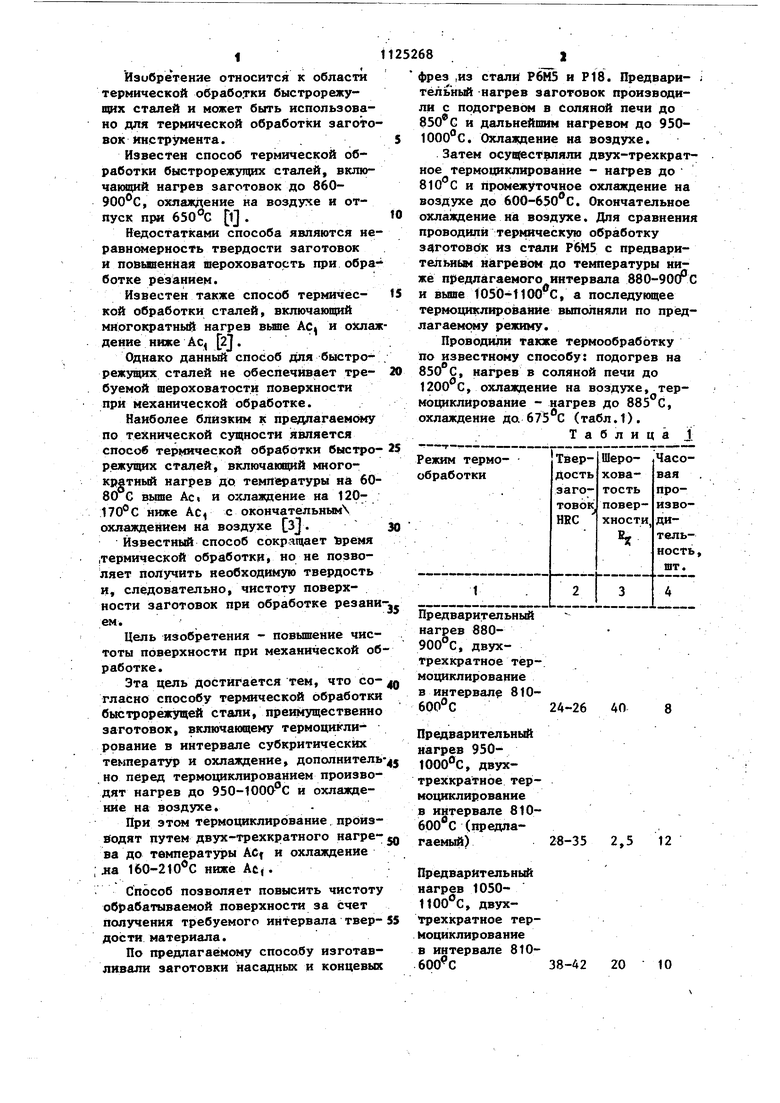
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки режущего инструмента из быстрорежущей стали | 1989 |
|
SU1837079A1 |
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| Способ термической обработки быстрорежущей стали | 1981 |
|
SU1157092A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
| СПОСОБ ОТЖИГА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2336337C1 |
| Способ отжига литой быстрорежущей стали | 1980 |
|
SU933740A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1983 |
|
SU1121304A1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
1. СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЬКТРОРШЩЕЙ СТАЛИ, преимущественно заготовок, включающий тернбцикпирование в интервале субкритичёскюЕ температур и охлаждение, о тли ч а ю щ и и с я тем, что, с целыо повьв&ения чистоты поверхности при обработке резанием путем обеспечения требуемой твердости, дополнительно перед тёрмоциклированием производят нагрев до 950-1000 С и охлаждение на воздухе. 2. Способ по П.1, отличают щи и с я тем, что термоциклирование производят путем двух-трбхкратнЬго нагрева до температуры АС4 и охлаждение на. 160 210°С ниже АС( .
Эффективность способа Определяется повьш1ёнием производительности при обработке резанием и повышением стойкости инструмента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Геллер Ю.А | |||
| Йнструментальньй стали | |||
| М., Металлургия, 1975, с | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
