Изобретение относится к термической обработке, в частности к отжигу литых быс рорежущих сталей, предназначенных для изготовления металлорежущего инструмента.
Известен для литого режущего инструмента изотермический отжиг, включающий загрузку в печь при температуре не выше 400-500с, нагрев до температуры 850-860 С со скоростью 30-40 град/ч, выдержку при данной температуре в течение 3-4 ч, охлёикдение с печью до 730750°С, выдержку при этой температуре 3-5 ч, охлаждение со скоростью 30-40 град/ч до температуры 500550 с. Дальнейшее охлаждение - на воздухе 1.
Недостатком изотермического отжига является трудоемкость процесса: сложности технологического режима необходимо строгое соблюдение заданной скорости нагрева и охлаждения отливок.
Известен способ высокотемпературного диффузионного отжига Г2.
Однако неблагоприятным последствием высокотемпературного диффузионного отжига является сильная коагуляция и укрепление карбидов, что.
в конечном итоге, приводит к потере красностойкости - решающему фактору в свойствах быстрорежущих сталей. .
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ .отжига быстрорежущей стали, включающий многократные нагрев до температу1ял на 60-80°С выше точки АС и ох10лаждение на 120-170°С ниже точки Аг с последующим охлаждением на воздухе 3.
Данный способ рекомендуют для сварных, катаных и кованых загото15вок а также для закаленного инст :румента при необходимости его повторной закалки.
Однако для литой быстрорежущей стали, имеющей более грубую структу20ру, с карбидной составляющей, распо- ложенной по границам зерен в виде сплошной сетки, известный отжиг не обеспечивает получения структуры с - удовлетворительной обрабатываемостью резанием и заданной твердост1 ю.
Литымбыстрорежущим сталям,имеющим высокую степень легированности, присуща большая структурная неоднородность, получаемая в процессе ох30лаждения после литья и, соответственно, разная степень легированности аустенита отдельных участков. Нагре при отжиге литых быстрорежущих .сталей до температуры 900t20 c не позволяет устранить эту неоднородность и получить структуру гомогенного твердого раствора аустенита.
Цель изобретения - снижение твердости и повышение эксплуатационной с тойкости литой быстрорежущей стали
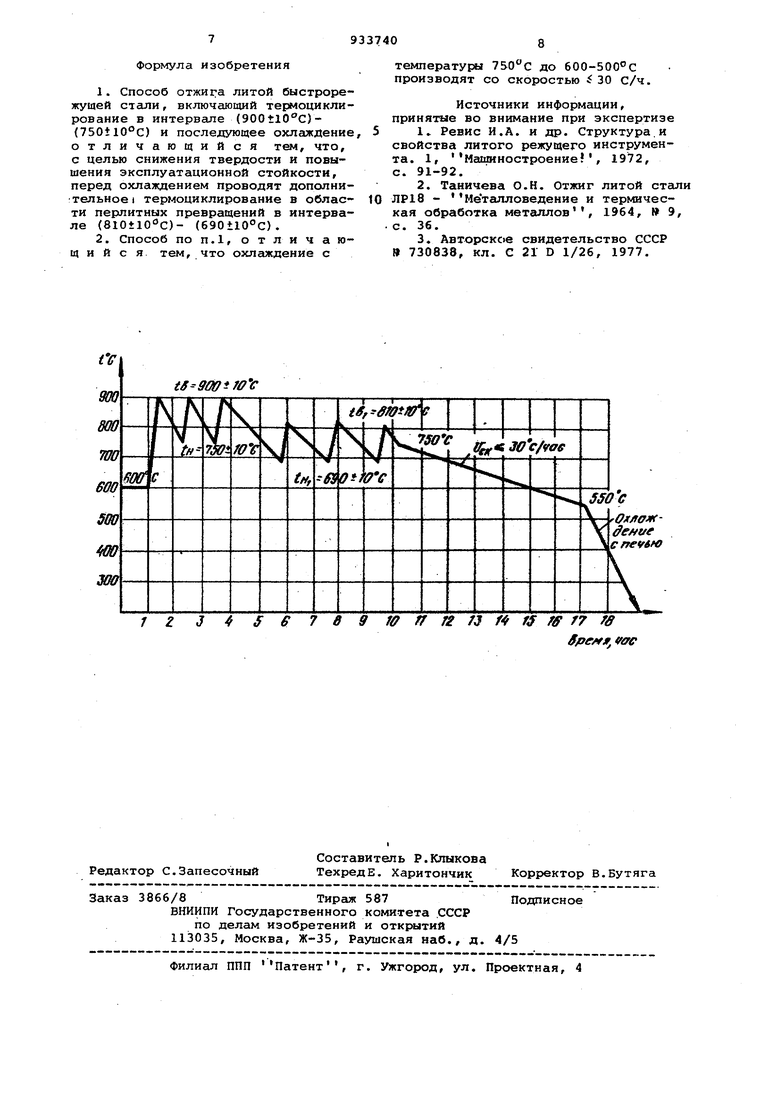
Для достижения поставленной цели согласно способу отжига литой быстрорежущей стали, включающему термоциклирование в интервале ()(750ИО°С) и охлаждение, дополнительно проводят термоциклирование в области перлитных превргицений в интервале (8lOilO°C) - (69-OtlO C) . При этом охлаждение от 750°С до бОО-ЗЗО С проводят со скоростью 30 град/час.Термоциклирование в области перлитных превращений позволяет более полно осуществить распад аустенита и получить требуемые структуры и твердость.
Скорость охлаждения от до принята 30 /ч в связи с тем, что распад твердого раствора процесс диффузионный и требует определенного времени, а аустенит быстрорежущих сталей в области низких температур (650-500с) отпадает высокой устойчивостью. Более высокая, скорость охлаждения не обеспечивает полноты распада.
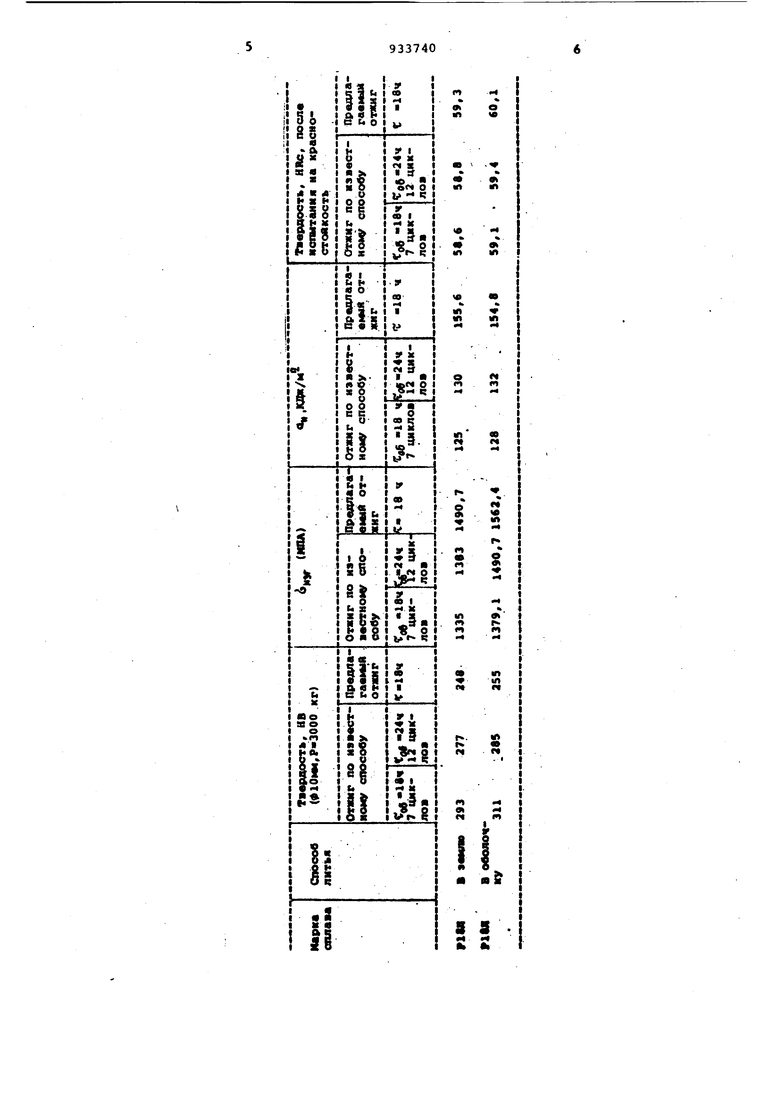
Для- исследований испольэовгши образцы из литой стали Р18. По известному способу опробовано два режима с различным .количеством циклов Первый с семью циклами общей продолжительностью 18 ч, равной продолжительности предлагаемого способа отжига. Второй режим с двенсцщатью циклами общей продолжительностью 24 ч. Для сравнения провели предлагаемый трехкратный циклический отжиг.
На чертеже представлен график, поясняющий предлагаемый способ.
Результаты исследований приведены в таблице.
Из данных таблицы видно, что после предлагаемого циклического отжига твердость ниже в среднем на 9% (при 12 циклах) и на 20% (при 7 циклах)f а характеристики прочности после проведения окончательной термической обработки (закгшj ка и 3-х кратный отцуск) выие на 9-13%, ударная вязкость возрастает в среднем в 1,15 раза.
Для получения пониженной твердости по известнс у способу необходикю проведение большого числа циклов, что приводит к общему увеличению длительности процесса.
Проведенные сравнительные исследования показывают, что предлагаемый способ отжига повышает качественные показатели литой быстрорежущей стали. Улучшается обрабатываемость ее режущим инструментом в отожжеииом состояниии повышаются в термообработанном состоянии эксплуатациоиные характеристики.
м «н
«Iо
м «в
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
| СПОСОБ ОТЖИГА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2336337C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1990 |
|
RU2010870C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| СПОСОБ РЕГУЛИРУЕМОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2606665C1 |
| Способ термической обработки заготовок из легированных конструкционных сталей | 1979 |
|
SU881133A1 |
| Способ термической обработки слитков | 1980 |
|
SU905297A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 2012 |
|
RU2532874C2 |
| Способ термической обработки литых аустенитных сталей | 1979 |
|
SU901302A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
«
и м
в
ъ% .
М1Л I
м м Ml
i4 i
О М
г «ч
m ев ч м
«
58
2
г
S
в«
in .
(Ч
а а
г г
Формула изобретения
с целью снижения твердости и повышения эксплуатационной стойкости, перед охлаждением проводят дополни тельное1 термоциклирование в области перлитных превращений в интервале (SlOtlO C)- (690tlO°C).
температу 7SOc до 600-500с производят со скоростью 30 с/ч.
Источники информации, принятые во внимание при экспертизе
1 Ревис И.А. и др. Структура,и свойства литого режущего инструмента. 1, Маишностроение , 1972, с. 91-92.
