Изобретение касается обработки металлов давлением и относится к штамповой оснастке.
Известно устройство для формовки эластичной средой, содержащее контейнер с эластичной средой и формблок, на котором установлена накладка [1]
Недостатком этого устройства является низкое качество штамповки из-за пружинения борта.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для формовки листовых заготовок, содержащее контейнер с эластичной средой и формблок, на котором установлена подкладка [2]
Недостатком этого устройства является низкая высота бортов формуемого изделия, обусловленная вероятностью потери устойчивости борта при формовке.
Целью изобретения является увеличение высота бортов формуемого изделия.
Указанная цель достигается тем, что устройство для формовки листовых заготовок, содержащее контейнер с эластичной средой и формблок, на котором установлена подкладка, снабжено расположенной между подкладкой и формблоком съемной пластиной со скругленной кромкой со стороны подкладки, толщина и радиус скругления которой равны толщине подкладки, причем форма пластины в плане соответствует форме в плане формблока, а подкладка выполнена П-образной формы с радиусом сопряжения внутренних поверхностей, равным радиусу закругления пластины, и с расстоянием между параллельными сторонами, равными ширине формблока.
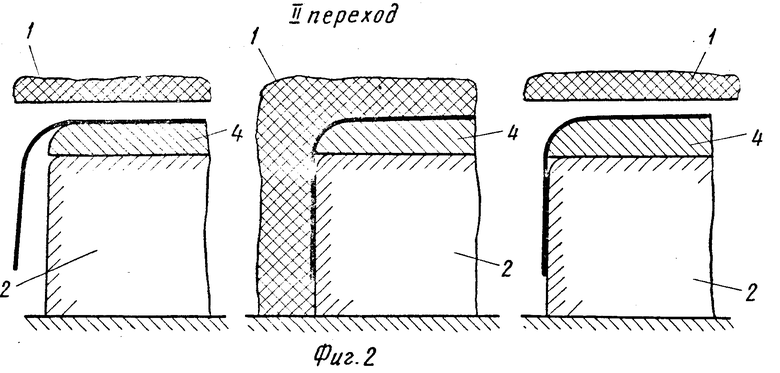
На фиг. 1 изображен I технологический переход формовки; на фиг. 2 II переход формовки; на фиг. 3 III переход формовки.
Устройство содержит контейнер (на чертежах не показан) с эластичной средой 1, формблоок 2, на котором установлена подкладка 3, и расположенную между подкладкой 3 и формблоком 2 пластину 4 с радиусом rn скругления кромки со стороны подкладки 3, толщина и радиус rn скругления которой равны толщине подкладки 3.
Форма пластины 4 в плане соответствует форме в плане формблока 2.
Подкладка 3 выполнена П-образной формы с расстоянием между параллельными сторонами, равными ширине формблока 2, и радиусом сопряжения внутренних поверхностей, равным радиусу закругления пластины 4.
Позицией 5 на чертежах обозначена заготовка, 6 готовое изделие.
Устройство работает следующим образом.
Заготовка укладывается на подкладку 3, лежащую на пластине 4 и формблоке 2, а затем производится гибка -формовка эластичной средой 1 (фиг.1). После деформирования заготовки 5 на подкладке 3 производят деформирование заготовки 5 на пластине 4 (фиг. 2), а затем деформируют заготовку 5 на формблоке 2 (фиг. 3) с помощью пластины 4, установленной на заготовку 5. При этом толщина δ1 пластины 4 равна толщине δ2 подкладки, которая находится в пределах 5 6 толщин δ0 заготовки.
Возможность получения высоких выпуклых бортов без складок объясняется тем, что после формовки на подкладке 3 образующая борта становится выпуклой. Это усиливает сопротивление борта складкообразованию при втором переходе штамповки (фиг. 2) на пластине 4, радиус rn которой равный (5-6)δ0, обеспечивает распрямление борта с прогибом кривизны, образующей не более 0,05 0,1 мм на деталях из труднодеформируемых материалов (например, ОТ-1, ТС6 и 1420).
Возможность получения более высоких вогнутых бортов, глубоких подсечек и рифтов объясняется тем, что формообразование происходит за несколько (три) переходов с изменением размеров оснастки, имеющей на первом переходе (при штамповке на подкладке 3) увеличенные радиусы на толщину пластины 4 (5-6) δ0 Это обеспечивает равномерное растяжение материала на большей части формуемых участков заготовки 5.
Возможность уменьшения радиусов сгиба (rс rф) объясняется тем, что при штамповке на подкладке 3 и пластине 4 сгиб борта образуется с большим радиусом, равным (5 6) δ0 при котором разрушение материала и потеря устойчивости борта изделия не происходит.
При толщине подкладки 2 и пластины 4, меньшей 5-6 толщин заготовки 5, происходит уменьшение высоты борта изделия, при превышении толщины подкладки 2 и пластины 4 (5-6) толщин заготовки 5 увеличивается пружинение борта изделия 6.
Данное устройство обеспечивает увеличение высоты формуемых изделий путем предотвращения потери устойчивости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2170634C1 |
| Способ штамповки листовых заготовок посредством эластичной среды | 1976 |
|
SU683835A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМ БОРТОМ | 2002 |
|
RU2232659C2 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2162759C2 |
| Штамп для формовки и гибки | 1985 |
|
SU1349833A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ П-ОБРАЗНОГО СЕЧЕНИЯ ИЗ ЛИСТА | 1989 |
|
RU1630121C |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |


Устройство для формовки листовых заготовок, содержащее контейнер с эластичной средой и формблок, на котором установлена подкладка, отличающееся тем, что, с целью увеличения высоты бортов формуемого изделия, оно снабжено расположенной между подкладкой и формблоком съемной пластиной со скругленной кромкой со стороны подкладки, толщина и радиус скругления которой равны толщине подкладки, причем форма пластины в плане соответствует форме в плане формблока, а подкладка выполнена П-образной формы с радиусом сопряжения внутренних поверхностей, равным радиусу закругления пластины, и с расстоянием между параллельными сторонами, равным ширине формблока.
1 Устройство для формовки листовых заготовок, содержащее контейнер с эластичной средой и формблок, на котором установлена подкладка, отличающееся тем, что, с целью увеличения высоты бортов формуемого изделия, оно снабжено расположенной между подкладкой и формблоком съемной пластиной со скругленной кромкой со стороны подкладки, толщина и радиус скругления которой равны толщине подкладки, причем форма пластины в плане соответствует форме в плане формблока, а подкладка выполнена П-образной формы с радиусом сопряжения внутренних поверхностей, равным радиусу закругления пластины, и с расстоянием между параллельными сторонами, равным ширине формблока.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1971 |
|
SU430924A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ штамповки листовых заготовок посредством эластичной среды | 1976 |
|
SU683835A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
