показали многочисленные эксперименты, применение предлагаемого способа позволяет получать детали с уменьшенным радиусом сгиба, высокие борта без склалок и искажений от пружинения, не прибегая к ручной доводке после формовки.
Прокладка под заготовку может быть Иопользоваиа неоднокпатно.
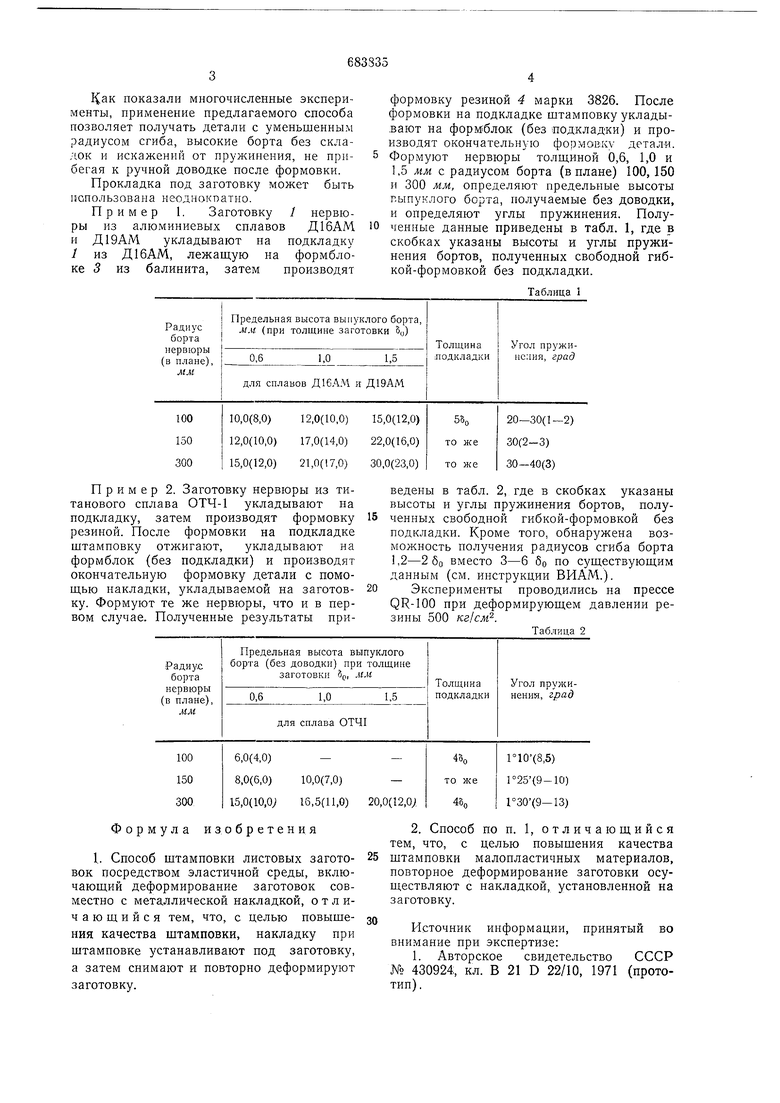
Пример 1. Заготовку / нервюры из алюминиевых сплавов Д16АМ н Д19АМ укладывают на подкладку / из Д16АМ, лежащую на формблоке 5 из балинита, затем производят
формовку резиной 4 марки 3826. После формовки на подкладке штамповку укладывают на формблок (без подкладки) и производят окончательную формов:ку детали.
Формуют нервюры толщиной 0,6, 1,0 и 1,5 мм с радиусом борта (в плане) 100, 150 и 300 мм, определяют предельные высоты г.ыпукопого борта, получаемые без доводки, и определяют углы пружинения. Полученные данные приведены в табл. 1, где в скобках указаны высоты и углы пружинения бортов, полученных свободной гибкой-формовкой без подкладки.
Таблица i
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1983 |
|
SU1125842A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2170634C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1997 |
|
RU2124411C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1994 |
|
RU2086329C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
| Способ изготовления полых деталей из листовых заготовок | 1976 |
|
SU659243A1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ | 1980 |
|
SU873527A1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1999 |
|
RU2162759C2 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
Пример 2. Заготовку нервюры из титанового сплава ОТЧ-1 укладывают на подкладку, затем производят формовку резиной. После формовки на подкладке штамповку отжигают, укладывают на формблок (без подкладки) и производят окончательную формовку детали с помощью накладки, укладываемой на заготовку. Формуют те же нервюры, что и в первом случае. Полученные результаты приФормула изобретения
ведены в табл. 2, где в скобках указаны высоты и углы пружинения бортов, полученных свободной гибкой-формовкой без подкладки. Кроме того, обнаружена возможность получения радиусов сгиба борта 1,2-2 бо вместо 3-6 бо по существующим данным (см. инструкции ВИАМ.).
Эксперименты проводились на прессе QR-100 при деформирующем давлении резины 500 кг/см.
Таблица 2
Источник информации, принятый во внимание при экспертизе:
. : sg $ $ $$ g xxx o $d$666;$
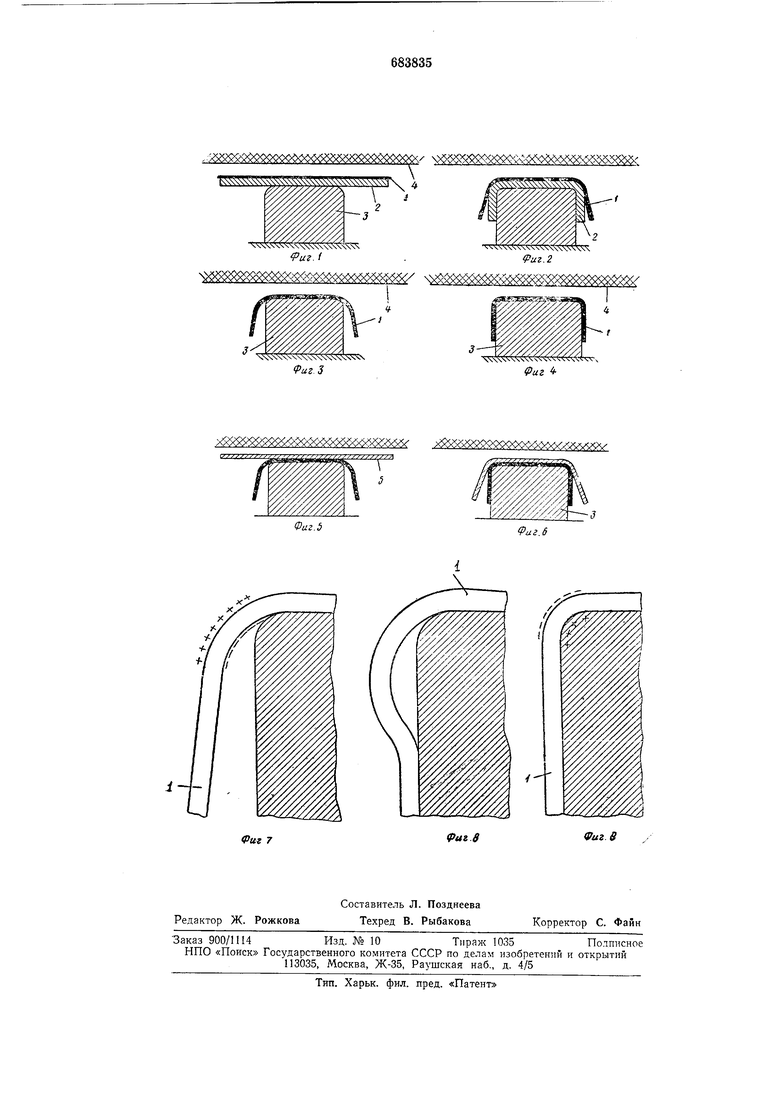
иг-/ иг.2
).А $ Й 8 Ж $ 8 $$$$Г с
,XчVчЧЧNЧN
Риг 3
фиг
ХЯ5 5 Я х 5 УгХ$ 04$ -5 .
Фаг.5
Фиг. 6
