Изобретение относится к технологии сварки гшавлеш-тем, преимущественно к электронно-лучевой сварке.
Известен способ контроля процесса электронно-лучевой сварки по диаметру и форме канала проппавления, при котором в процессе сварки свариваемые образцы просвечивают импульсным рентгеновским лучом, результаты фиксируют на рентгеновской пленке и по ним осуществляют контроль.
Недостатком способа является невысокое качество контроля при сваркеразнородных металлов.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ контроля процесса сварки плавлением по диаметру канала проплявления и толщине его жидкой пленки, при котором производят проплавление образцов, изготавливают пшифы и по ним определяют диаметр канала проплавления.
Недостатком способа является невысокая точность контроля при сварке разнородных металлов.
Целью изобретения является повьппение точности контроля при сварке разнородных металлов.
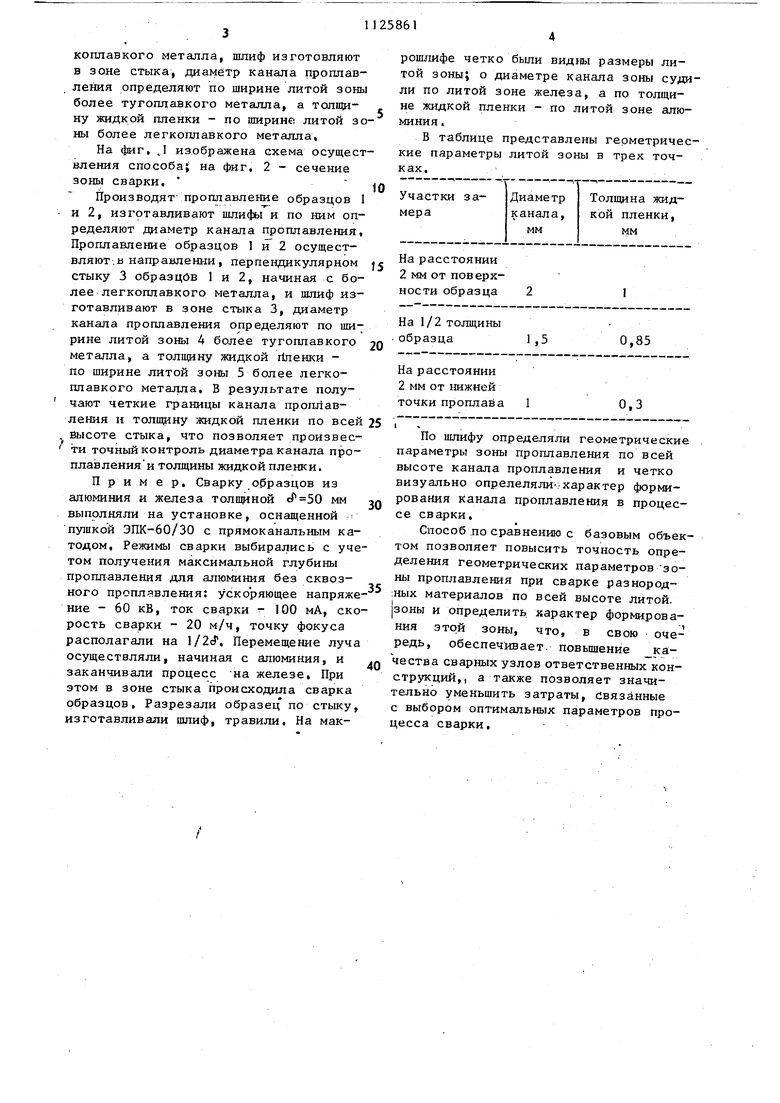
Поставленная цель достигается тем, что в способе контроля процесса сварки плавлением, преимущественно электроннолучевой, по диаметру канала проплавления и толщине его жидкой пленки, при котором производят проплавление образцов, изготавливают шлифы и по ним определяют диаметр канала проплавления, проплавление образцов осуществляют в направле1ши, перпендикулярном стыку образцов, начиная с более легкоплавкого металла, шлиф изготовляют в зоне стыка, диаметр канала проплавления определяют по ширине литой зоны более тугоплавкого металла, а толщину жидкой пленки - по ширине, литой зо ны более легкоплавкого металла, На фиг, J изображена схема осущест вления способа; на фиг, 2 - сечение зоны сварки, Производят проплавление образцов и 2, изготавливают шлифы и по ним определяют диаметр канала проплавления, Проплавление образцов 1 и 2 осуществляют, в направлении, перпендикулярном стыку 3 образцов 1 и 2, начиная с более легкоплавкого металла, и шлиф изготавливают в зоне стыка 3, диаметр канала проплавления определяют по ширине литой зоны 4 более тугоплавкого металла, а толщину жидкой йпенки по ширине литой зоны 5 более легкоплавкого металла, В результате получают четкие границы канала проплавления и толщину жидкой пленки по всей высоте стыка, что позволяет произвести точный контроль диаметра канала проплавленияи толщины жидкой пленки. Пример, Сварку образцов из алюминия и железа толщиной мм выполняли на установке, оснащенной пушкой ЭПК-60/30 с прямоканалъным катодом. Режимы сварки выбирались с уче том получения максимальной глубины проплавления для алюминия без сквозного проплявления: ускоряющее напряже ние - 60 кВ, ток сварки - 100 мА, ско рость сварки - 20 м/ч, точку фокуса располагали на . Перемещение луча осуществляли, начиная с алюминия, и заканчивали процесс на железе. При этом в зоне стыка происходила сварка образцов. Разрезали образец по стыку, изготавливали шлиф, травили. На макрошлифе четко были видны размеры литой зоны; о диаметре канала зоны судили по литой зоне железа, а по толщине жидкой пленки - по литой зоне алюминия , В таблице представлены геометрические параметры литой зоны в трех точках. На расстоянии 2 мм от поверхности образца 2 На 1/2 толщины образца На расстоянии 2 мм от нижней точки проплава По шлифу определяли геометрические параметры зоны проплавления по всей высоте канала проплавления и четко визуально опрелеляли.характер формирования канала проплавления в процессе сварки. Способ .по сравнению с базовым объектом позволяет повысить точность определения геометрических параметров зоны проплавления при сварке разнород;ных материалов по всей высоте литой. |зоны и определить, характер формирования зтой зоны, что, в свою очередь, обеспечивает. повьш1ение качества сварных узлов ответственных конструкций,, а также позволяет значительно уменьшить затраты, связанные с выбором оптимальных параметров процесса сварки.
Фиг, 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ТУГОПЛАВКИХ МЕТАЛЛОВ СО СПЛАВАМИ НА ОСНОВЕ ЖЕЛЕЗА | 1993 |
|
RU2049622C1 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРОВ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2017147C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ СВАРКИ МАТЕРИАЛОВ | 2009 |
|
RU2404887C1 |
| Способ импульсной электронно-лучевой сварки | 1982 |
|
SU1078760A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2009 |
|
RU2415739C2 |
| Способ контактной сварки деталей из разнородных металлов | 1987 |
|
SU1489946A1 |
| Способ сварки-пайки разнородных металлических сплавов лазерным лучом | 2020 |
|
RU2732303C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
СПОСОБ КОНТРОЛЯ ПРОЦЕССА СВАРКИ ПЛАВЛЕНИЕМ, преимущественно электронно-лученой, по диаметру канала проплавления и толщине его жидкой пленки, при котором производят проплавление образцов, изготавливают пшифы и по ним определяют диаметр канала проплавления, отличающийся тем, что, с целью повышения точности контроля при сварке разнородных металлов, проплавление образцов осуществляют в направлении, перпендикулярном стыку образцов, начиная с более легкоплавкого металла, шлиф изготавливают в зоне стыка, диаметр канала проплавления определяют по ширине литой зоны более тугоплавкого ме-. талла, а толщину жидкой пленки по ширине литой зоны более легкоплавкого металла.
| Tong Н., Giebt W.H | |||
| А dynamic inter pretation of electron beam welding, Weld I., 1970, 49, № 6, c | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Назаренко.O.K | |||
| и др | |||
| Электроннолучевая сварка | |||
| М.: Машиностроение, 1966, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
