Изобретение относится к способам сварки разнородных металлов лазерным излучением и может быть использовано, в том числе, в области машиностроения.
Способ заключается в том, что на свариваемые поверхности из разнородных металлов подается лазерное излучение, которое нагревает зону сварки до температуры плавления, после остывания (затвердевания) которой получается сварной шов.
Известны аналоги, конструкция узла подготовки кромок под сварку меди и ее сплавов со сталью [1] и способ электронно-лучевой сварки труб [2]. Их недостатком является отсутствие учета характеристик свариваемых металлов в случае обработки разнородных материалов, что может привести к более интенсивному испарению легкоплавкого металла по сравнению с более тугоплавким.
Заявляемое изобретение направлено на исправление этого недостатка и получение возможности сваривать разнородные металлы лазерным излучением с учетом их теплофизических и физико-химических характеристик. Это достигается путем выполнения формы стыковой поверхности свариваемых деталей в виде плоскости, наклоненной на определенный угол по касательной к сегменту зоны термического влияния и подачи лазерного излучения на более тугоплавкий материал. Тогда сначала расплавляется тугоплавкий материал, затем за счет теплопередачи происходит расплав легкоплавкого материала.
Способ осуществляется путем расчета необходимого угла наклона стыковой поверхности и смещения зоны подачи лазерного излучения относительно этого стыка.
Металлографические исследования зоны взаимодействия ЛИ с металлами показали, что зона имеет в сечении сегментную форму. В результате экспериментальных исследований влияния ЛИ (лазерного излучения) на фазовые превращения в металлах выявлено, что форма зоны воздействия ЛИ мощностью 1 кВт при скорости перемещения 1200 мм/мин в стали У8 и цирконии имеет сегментный характер с центром круга O1 и малую сегментную зону с центром круга О2 (фиг.1). Наличие второй сегментной зоны можно объяснить либо началом возникновения кинжального проплавления в металле, либо возникновением вторичного источника энергии за счет окислительных процессов с выделением теплоты. Характер зон термического воздействия не зависит от энергии ЛИ, а величина второй зоны зависит от физико-химических свойств металлов. Цирконий является химически активным металлом.
Из анализа характера зоны термического воздействия ЛИ следует, что сварка разнородных металлов должна осуществляться подачей энергии на тугоплавкий металл и форма стыковой поверхности должна повторять форму ЗТВ. На практике целесообразней стыковую поверхность делать плоской, исходя из экономических соображений. Это связано с различием температур плавления, в частности температура плавления молибдена равна 2620°С, а стали равна 1510°С. Поэтому для получения сварного шва необходимо поднять плотность энергии, чтобы расплавить молибден, при этом происходит испарение стали. Для исключения этого эффекта необходимо использовать наклон стыковой плоскости свариваемых деталей. Плоскость сварного шва наклоняется на угол по касательной к сегменту зоны термического воздействия (фиг.2). Тогда расплавляется тугоплавкий металл, и за счет теплопередачи происходит расплав легкоплавкого металла.
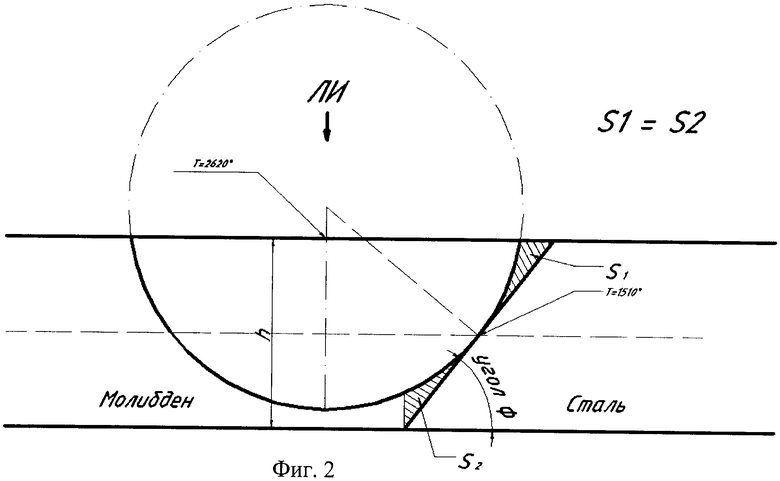
На фиг.2 представлена геометрия стыкового соединения при сварке молибдена и стали. Лазерное излучение (ЛИ) подается на более тугоплавкий молибден (Тпл=2620°С). Температура плавления стали составляет 1510°С, h - толщина деталей. Угол φ и смещение лазерного излучения должны быть подобраны таким образом, чтобы соблюдалось равенство площадей S1=S2, а температура в середине по глубине стыкового соединения была равна температуре плавления второго свариваемого металла, в данном случае - стали (Тпл=1510°С). Равенство площадей S1=S2 обеспечит равномерный проплав стали.
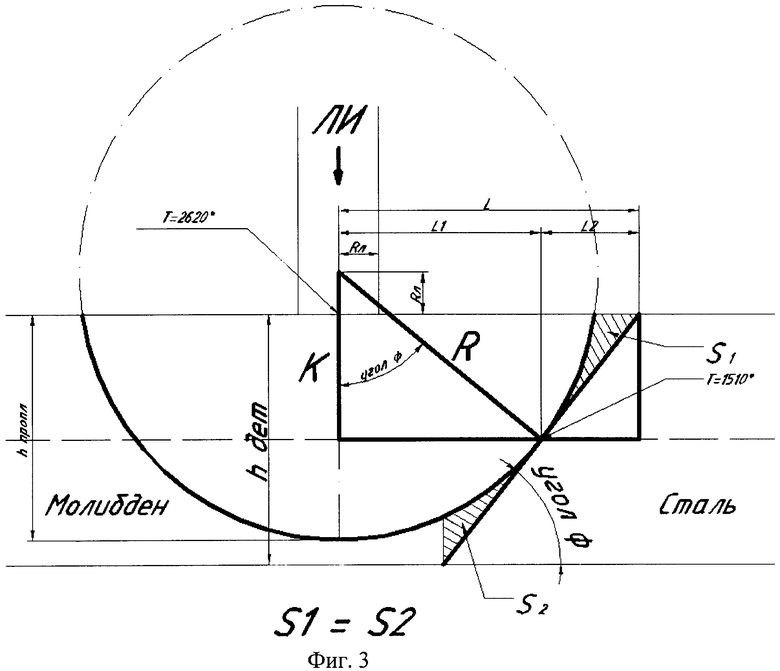
На фиг.3 представлена схема расчета угла наклона стыкового соединения φ и смещения лазерного излучения L. Вектор скорости сварки vcв направлен перпендикулярно плоскости рисунка. Расчет производится следующим образом.
1. Глубина проплавленной зоны hпропл равна [3]:
где
Р - мощность излучения,
Rл - радиус сфокусированного излучения,
α - коэффициент температуропроводности тугоплавкого металла,
vсв - скорость сварки,
λТ - коэффициент теплопроводности тугоплавкого металла,
Tk - температура кипения тугоплавкого металла.
2. Имеем прямоугольный треугольник со сторонами R и К. Угол наклона стыка φ определяется как
где
здесь hдет - толщина свариваемых деталей, Rл - радиус лазерного излучения.

3. Смещение лазерного излучения от стыка на поверхности деталей, обозначенное L, определяется как сумма

где


4. Таким образом, подставив (1), (3), (4) в (2), а (6), (7) в (5), получим
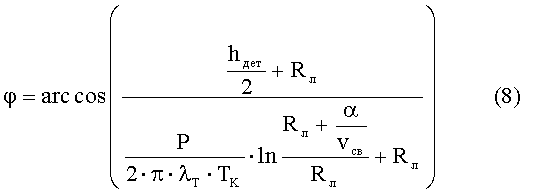

По формулам (8) и (9) можно рассчитать необходимые для обработки предложенным способом угол наклона поверхности стыка φ и смещение лазерного излучения L.
Источники информации
1. Патент на полезную модель RU 67002.
2. Патент на изобретение RU 2285599.
3. Ф.Г.Григорянц, И.Н.Шиганов, Ф.И.Мисюров. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. Ф.Г.Григорьянца. - М.: Издательство МГТУ им. Н.Э.Баумана, 2006. - 664 с.: ил. - ISBN 5-7038-2701-9).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ АНИЗОТРОПНОГО ПИРОЛИТИЧЕСКОГО ГРАФИТА С ДЕТАЛЯМИ ИЗ МОЛИБДЕНА МЕТОДОМ ЛАЗЕРНОГО ЗАКЛЁПЫВАНИЯ | 2024 |
|
RU2841566C1 |
| Способ сварки-пайки разнородных металлических сплавов лазерным лучом | 2020 |
|
RU2732303C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2013 |
|
RU2552823C2 |
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| Способ лазерной сварки внахлест листов конструкционной стали и сплавов алюминия | 2017 |
|
RU2638267C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1993 |
|
RU2076792C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ТУРБИНЫ ИЗ НИКЕЛЕВОГО ЖАРОПРОЧНОГО СПЛАВА | 2014 |
|
RU2571673C1 |
Изобретение относится к способам сварки разнородных металлов лазерным излучением и может быть использовано, в том числе, в области машиностроения. Плоскость стыкового соединения деталей из разнородных металлов выполняют наклонной по касательной к сегменту зоны термического влияния сварного шва. Лазерное излучение фокусируют на более тугоплавкий материал на расстоянии от стыковой плоскости. Угол наклона плоскости стыкового соединения и расстояние фокусировки рассчитывают из условия обеспечения отсутствия испарения легкоплавкого металла. На свариваемые поверхности из разнородных металлов подают лазерное излучение, которое нагревает зону сварки до температуры плавления, после остывания которой получается сварной шов. В результате обеспечения возможности сварки разнородных металлов с учетом их теплофизических и физико-химических характеристик получают качественное сварное соединение. 3 ил.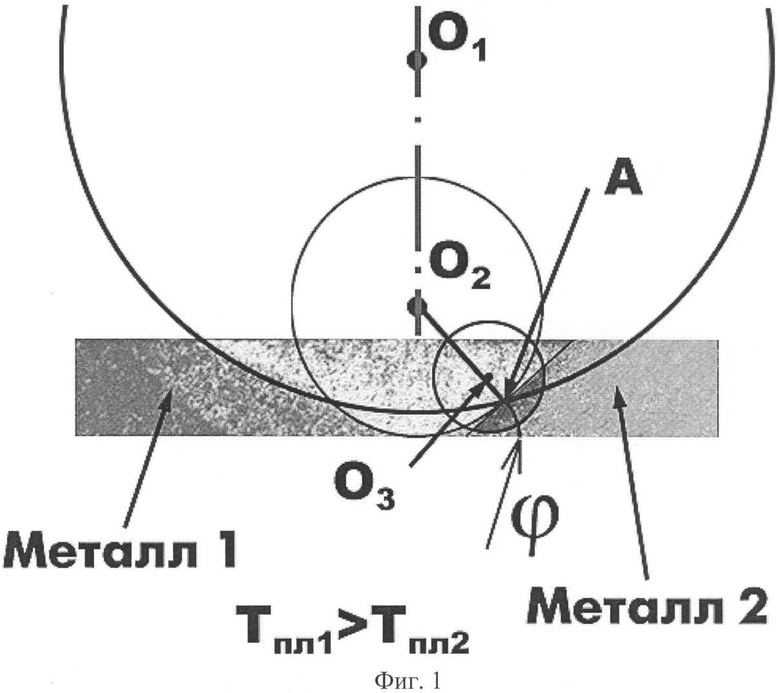
Способ лазерной сварки деталей из разнородных материалов, отличающийся тем, что плоскость стыкового соединения деталей выполняют наклонной по касательной к сегменту зоны термического влияния сварного шва, а лазерное излучение фокусируют на более тугоплавкий материал на расстоянии от стыковой плоскости, при этом угол наклона плоскости стыкового соединения и расстояние фокусировки рассчитывают из условия обеспечения отсутствия испарения легкоплавкого металла.
| Способ лучевой сварки | 1978 |
|
SU745103A1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1993 |
|
RU2076792C1 |
| СПОСОБ ПОВЫШЕНИЯ ВИБРОПРОЧНОСТИ СОЕДИНЕНИЯ | 0 |
|
SU331864A1 |
| Способ повышения прочности соединения | 1988 |
|
SU1581525A1 |
| Способ повышения прочности соединения разнородных материалов | 1989 |
|
SU1699747A1 |
| US 5343010 A, 30.08.1994 | |||
| JP 2002224857 А, 13.08.2002 | |||
| JP 2000246481 A, 12.09.2000 | |||
| JP 2006289386 A, 26.10.2006 | |||
| JP 2006088175 A, 06.04.2006 | |||
| JP 200125777 A, 18.09.2001. | |||

