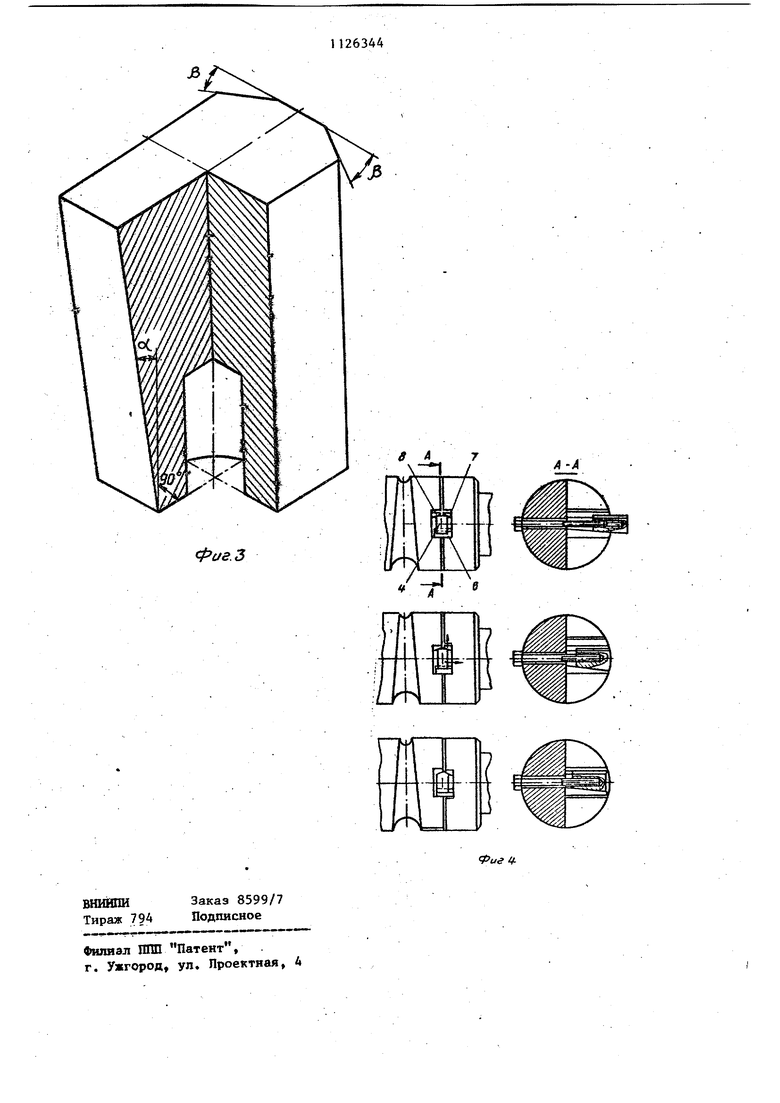
Изобретение относится к обработк металлов давлением, В частности к конструкции инструмента стана пилигримовой прокатки труб. Известен валок стана пилигримопо прокатки труб, содержащий несущий вал с центральньм вырезом, уставовленный в нем ручьевой калибр,закреп-; ленный двумя размещенными в пазах вала и калибра не симметричными клиньями, клиновая поверхность одно го из которых параллельна оси вала, а клиновая поверхность другого клин перпендикулярна оси вала, благодаря расклиниванию в двух взаимно перпен ;дикулярных направлениях калибр не меняет занимаемого положения при реверсе вращения валка, а следовательно, не возникают и ударные нагрузки 1 J. Недостатком известного валка является то, что выбираются не все зазоры в направлении, перпендакуляр ном оси валка, и следовательно, не все опорные поверхности клиньев и пазов воспринимают нагрузку при передаче крутящего момента. Это при водит к быстрому износу деталей валка. Известен валок для холодной пилигршювой прокатки труб, содержащий вал с вырезом, установлений в нем полудисковый калибр, два симметричн расположенных его фиксатора с контактными поверхностями, при зтом поверхность фиксатора, контактная с пазом вала, выполнена в ввде конуса, а поверхность фиксатора, контактная с пазом калибра, вьшолне на в виде прямоугольного параллелепипеда С23. Однако в этой конструкции происходит износ и снятие поверхности фи сатора, которые ведут к смещению фиксатора и, следовательно, к измен нию положения калибра относительно вала, при этом разбиваются пазы, снижается срок службы валка, затруд няется эксплуатация. Кроме того, фиксатор с такими контактными повер ностями повышает жесткость вдоль ос вала и перегрузку валка при темпера турном расширении калибра и фиксато ров. Наиболее близким по технической сущности к предлагаемому является валок для холодной пилигримовой прокатки труб, содержащий несущий вал с центральным вырезом и боковЬм пазами, установленный в нем полудисковый ручьевой калибр с боковыми пазами, его крепежный к валу центровой болт, размещенные в пазах вала и калибра фиксаторы, имеющие клиновую поверхность, и их крепежные болты, расположенные параллельно центровому боЛту. В этом валке, кроме фиксаторов , калибр в вырезе еще дополнительно фиксируется клиньями с наклонными поверхностями параллельными оси вала Сз J Недостатком данной конструкции является то, что регулировка положения калибра в направлении прокатки затруднена, так как его положение определяется зазорами в пазах и калибр удерживается за счет сил трения, при этом сборка валка возможна только вне клети прокатного стана, что является весьма трудоемкой операцией.Кроме того, у такого валка температурное расширение фиксаторов клиньев и калибра не получает компенсации, что приводит к появлению дополнительного изгибающего момента на валке, а это, в свою очередь, уменьшает срок службы валков. Фиксаторы полудисковых калибров воспринимают усилие прокатки за счет сил трения на контактных поверхностях, поэтому здесь имеет место быстрый износ и смятие пазов вала и калибра, а следовательно, некоторое смещение / калибра в направлении оси прокатки, затем выход из строя всей конструкции валка стана пилигримовой прокатки труб. Цель изобретения - повьшение срока службы валка. Поставленная цель достигается тем, что валок для холодной пилигримввой прокатки труб, содержащий несущий вал с центральным вырезом и боковыми пазами, установленный в нем полудисковьй ручьевой калибр с 60КОВМ4И пазами., его крепежный к валу центровой болт, размещенные в пазах вала и калибра фиксаторы, имеющие клиновую поверхность, и их крепежЮ1е болты, расположенные параллельно центровому болту, снабжен съемными направлякщими под 4в1ксаторы, по три в каждом пазу, выполненном прямоугольного сечения, одна из KOTopbix под клиновую поверхность фиксатора расположена вдоль малой стороны паза с наклоном вглубь на угол, меньший угла трения, 3П a две другие - в его противоположных углах и каждая из них имеет отвесную плоскость составляющуюс другой мало стороной паза угол, больший угла трения и соответственно направляю.щим выполнены контактные поверхности фиксатора. Благодаря указанному распределени наклонных поверхностей направлякицих и фиксаторов, последние при затягива НИИ совместно с калибром получшот возможность самоустановкй в направле ниях оси валка и перпендикулярном. Одновременно обеспечивается выборка зазоров между всеми поверхностями, передакицими крутящий момент от вала к калибру. Поэтому передаваемая нагрузка равномерно распределена по этим поверхностям и износ их минимален. На фиг. i изображен Валок, общий вид; на фиг. 2-го же, вид сверху; на фиг. 3 - фиксатор, вид в изометрии} на фиг. 4 - различные варианты .настройки валка. Валок содержит несший вал S с центральным вырезом и боковыми пазами, установленшлй в нем полудисковый ручьевой калибр 2 с боковыми пазами, образзповшми с пазами вала пазы прямоугольного сечения, его кр пежный к валу центровой болт 3, рас положенные в пазах вала и калибра фиксаторы 4 с клиновыми поверхностями, нх крепежные болты 5, располо жениые параллельно центровому болту и съёмные направляющие 6-8 под фикс торы, по три в каждом пазу, при это направляющая 6 под клиновую поверхность фиксатора расположена вдоль малойстороны паза с наклономвглуб на угол oi. , меньщий угла трения, а направляющие 7 и 8 - в противопол ложных углах паза и каждая из них имее- отвесную плоскость, составляю щую с другой малой стороной nasa угол /1, больщий угла трения. Валок собирается следующим образом. Перед установкой калибра 2 болты 5 вьюинчиваются и фиксаторы 4 выдвигаются из пазов. При этом ывзид направляющими 7 и 8 и пазами вала и калибраобразуются монтажные зазоры. При затягивании болтов 5, фиксаторы, перемещаясь по неподаижным направляющим 6, расклинивают направляющие 7 и 8 до момента выборки монтажных зазоров между 4 калибром и направляющей 8, ai также между валом 1 и направляющей 7. При равенстве зазоров фиксатор вдоль оси вала не перемещается и калибр закрепляется относйт.ельноГ вала. Если зазоры не равны, например, зазор между валом и направляющей 7 больше эазора между калибром и направляющей 8, то при дальнейшей затяжке болтов 5 фиксатор под действием реакции со стороны заклиненной направляющей 8 перемещается вдоль оси вала, так как угол между малой стороной паза и отвесной плоскостью направляющей 8 больше угла трения и перемещшот направляющую 7 в направлении, перпендикулярном оси вала до окончательного устранения зазоров и закрепления калибра. предлагаемом сборном Валке имеется возможность регулировки положения калибра относительно вала и тем самым регулировки зазоров и совпадения ручьев калибров. Для смещения калибра в направлении нрокатки и обеспечения уменьшаюцегрся зазора между неподвижными направляющими 6 и валом устанавливаются прокладки толщиной, равной необходимому смещению калибра. Для смещения калибра против направл ия прокатки прокладки устанавливаются между калибром и направлякицими 6. Смещение калибра осуществляется при затяжке болтов 5. Фиксаторы 4, перемещаясь по аправляянцим б, выбирают монтажные зазоры. При дальнейшей затяжке болтов фиксаторы перемещаются в сторону калибра под действием реакции со стороны заклиненной направляющей 7 через, направляющую 8, перемещают калибр нерпендикулярно оси вала до полной выборки зазора. Перемещение калибра- вдоль оси вала для регулировки совпадения ручьев калибров верхнего и нижнего валка осуществляется при затяжке болтов 5j так ,например, для перемещения калибра вправо относительно вала, затягивается болт левого фиксатора.,который, перемещаясь вдоль направляющей 6j воздействуя на направляющие 7 и в, сначала выбирает монтажные зазоры, а при дальнейшем перемещении фиксатор воздействует через направляющую 8 на калибр, перемещает его до нужного положения. После этого затягивается правый | фиксатор. Валок работает следящим образом. При тела вала 1 калибр 2 контактирует с .прока-гаваемым металло |фиксаторы 4 воспринимают усшше проасатки, испытывают напряжение сжатия, при этом положение калибра в направлении оси прокатки остается постоянньо, так как возникающий от действия деформирунидих сил , создаваеfiSbsu за счет смещения фиксаторов в радиальном направлении, меньше момента сил треНия на контактной поверхности фиксатор - направляющая 7, так как здесь угол клина клиновой роверхности фиксаторов, соответствующий углуotклиновой поверхности направляющей, меньше угла трения, т.е. выполняется условие самоторможе ния фиксаторов в радиальном направле . В процессе работы валка имеет место постепенньй износ пазов вала и калибра, который можнокомпенсировать перемещением фиксаторов в радиальном направлении по направляющим 7 болтами 5. При прокатке возникает тепловое расширение вала I, калибра 2 фиксато ров 4. 1 1ксаторы при этом перемещают ся вдоль продольной оси валка,здесь еамоустановка фиксатора возможна за счет того, что угол к оси вала скошенной поверхности фиксатора, соот1446 ветствунщий углу /S отвесной плоскости направляющей, больше угла трения. Повьшается податливость фиксатора в направлении оси вала, которая разгружает вал от дополнительных нагрузок, обусловленных температурньм расширением калибра 2 фиксатсГров 4 и вала 1. Предлагаемый фиксатор удобен в эксплуата1Ц1И, так как возможна зам.ена калибра без разборки всего валкового узла непосредственно в клети стана, при этом достигается неподвижность калибра :в направлении оси прокатки, т.е. повышается надежность и точность 4и1ксации полудискового калибра на несуцен вале. Относительное смещение фшсбатора вдоль направляющих Поверхностей, возможное при затягивании болтов 5, компенсирует износ пазов вала и калибра, а тепловое расширение 4А1Ксатора, вала и калибра, приводящее при других способах фиксации к появлению дополнительного изгибающего момента на валке, компенсируется самоустановкой фиксатора в- направлении продольной оси вала, что позволяет разгрузить валок от дополнительных нагрузок и увеличить срок его службы, . По сравнению с прототипом долговечность предлагаемо го:.валка возрастает в 1,3 раза, а годовой экономический эффект составляет 562 руб.


| название | год | авторы | номер документа |
|---|---|---|---|
| Валок стана холодной прокатки труб | 1985 |
|
SU1321494A1 |
| Валок стана холодной прокатки труб | 1984 |
|
SU1199320A1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| Валок для холодной прокатки труб | 1980 |
|
SU933139A1 |
| Валок для холодной прокатки труб | 1983 |
|
SU1174109A1 |
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| Валок для холодной пилигримовой прокатки труб | 1974 |
|
SU498980A1 |
| Валок стана холодной прокатки труб | 1988 |
|
SU1538939A1 |
| СБОРНЫЙ ВАЛОК СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU351602A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
ВАЛОК ДЛЯ ХОЛОДНОЙ ПИЛИГРИ МОВОЙ ПРОКАТКИ ТРУБ, содержащий нес щий вал с центральным вырезом и боковьвш пазами, установленный в не пОлудисковый ручьевой калибр с боко г/г / виш1 пазами, его крепежный к валу центровой болт, размещенные в пазах Вала и калибра фиксаторы, имеющие клиновую поверхность, и их крепежные болты, расположенные параллельно центровому болту, отличающийся тем, что, с целью повышения срока службы, он снабжен съемны ш направляющими под фиксаторы, по три в каждом пазу, выполненном прямоугольного сечения, ОДна из которых под клиновую поверхность фИ1 сатора расположена вдоль малой стороны паза с наклоном вглубь па угол, меньший угла трения, а две другие - в его противоположных углах и каждая из них имеет отвесную плоскость, составляющую с другой малой стороной паза угол, больший угла трения, и соответственно направляющим выполнены контактные поверхности фиксатора.
| I | |||
| 0 |
|
SU161324A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
