Изобретение относится к области обработки металлов да1злением, в частности к конструкции инструмента стана пилигримовой холодной прокатки труб,
Целью изобретения является повышение срока службы.
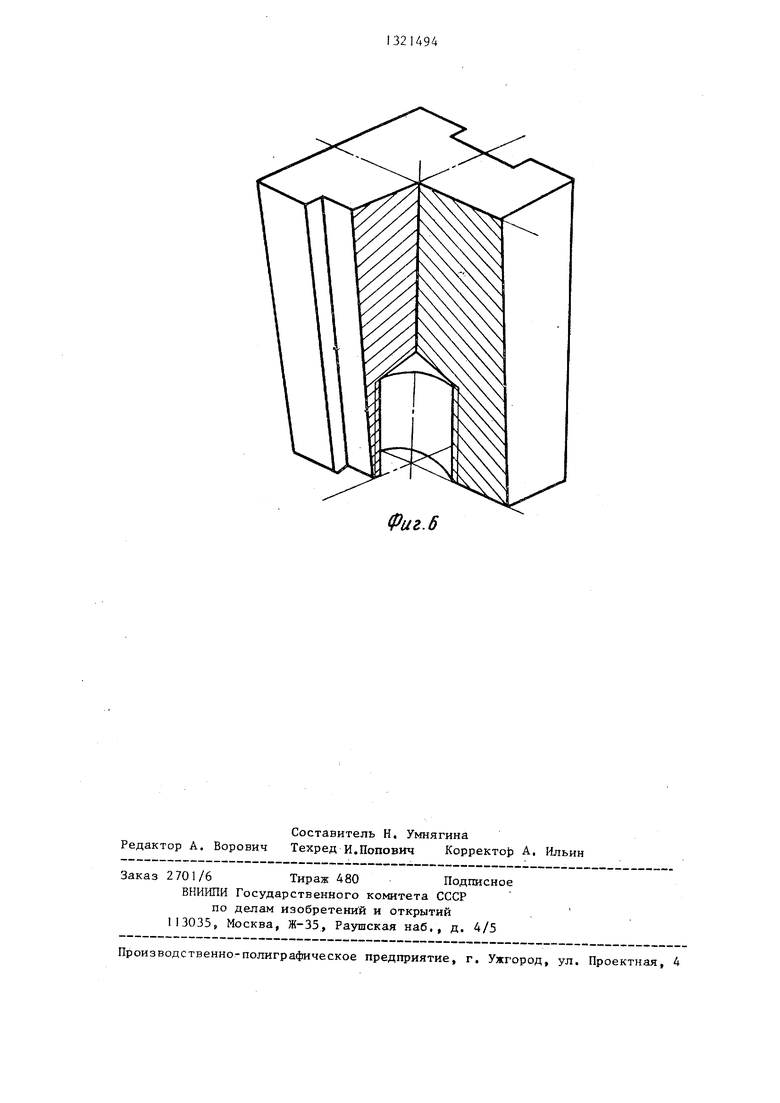
На фиг, 1 изображен валок, общий вид в разрезе; на фиг, 2 - то же, вид сверху; на фиг. 3 - А-А на фиг. 1| на фиг. 4 и 5 - различные варианты настройки валка; на фиг, 6 - призматический клиновый фиксатор.
Валок содержит несущий вал 1 с центральным вырезом и двумя симмет- рично расположенными боковыми вырезами, имеющими наклонные вглубь валка к плоскости симметрии стенки, закрепленный в центральном вырезе несущего вала болтом 2 полудисковый ручьево калибр 3 с боковыми вырезами, обращенными к боковым вырезам вала и образующими с ними пазы прямоугольного сечения, призматические клиновые фиксаторы 4, имеющие плоскости а соответственно наклонным стенкам.боковых вырезов несущего вала, параллельные оси валка плоскости S , выполнен- Hbie либо наклонными вглубь валка, либо отвесными, и расположенные на плоскостях а и параллельных им плоскостях фиксаторов канавки, крепежные болты 5 фиксаторов, размещенную в каждом прямоугольном пазу пару съемных клиновых направляющих 6 и 7 в контакте с фиксатором, при зтом направляющая 6 каждой пары размещена в боковом вырезе вала параллельно ос валка и зафиксирована в нем пружинно
планкой 8 и болтом 9,, а направляющая 7 в боковом вырезе калибра зафикисро- вана в нем пружинной планкой 10 и болтом 11. При этом контактирующие с фиксатором поверхности клиновых направляющих каждой пары выполнены соответственно либо и:аклонными вглубь валка на угол, меньши:й угла трения, либо отвесными.
Между фиксатором и боковым вырезом вала установлена прокладка 12, а между фиксатором и боковым вырезом калибра - прокладка 13.
Благодаря указанному распределению наклонных поверхностей съемных клиновых направляющих и клиновых фиксаторов ручьевой калибр надежно за- крепл;яется и регулируется в направлении как параллельном оси валка, так
и перпендикулярном при затягивании фиксаторов,
Валок собирается: следующим образом.
В паз нес ацего Etana 1 вставляе.тся калибр 3 и крепится на валу центровым болтом 2„ затягиваются болтами 5 призматические фиксаторы 4, при этом проводится регулировка положения калибра в направлении, параллельном оси валка, за счет раз1гачного перемещения фиксаторов при затяжке болтами. В зазоры межцу калибром и фиксаторами вставляются съемные клиновые направляющие 7, при этом выбираются все монтажные зазоры и зазоры, вызванные износом боковых вырезов калибра и фиксаторов. Направляющие фиксируются в боковых вырезах пруткинными планка- t-M 0 и болтами 1 „ Для компенсации износа боковых вырезов вапа подбиваются съемные клиновые направляющие 6 и фиксируются пружинными планками 8 и болтами 9.
В предлагаемом сборном валке имеется возможность регулировки положения калибра относительно вала и тем самым регулировки зазоров между калибрами и регулировки совпадения ручьев калибров
Для смещения, калибра в направлении выхода трубы при прокатке и обеспечения уменьшающегося зазора от- входной части калибра к калибруюшей (выходной) между фиксатором и валом устанавливается прокладка 12 толщиной, равной необходимому смещению калибра (фиг, 4),
Для смещения калибра против направления прокатки прокладка 13 устанавливается между калибром и фиксатором (фиг. 5), Перемещение калибра вдоль оси вала для регулирования совпадения ручьев калибров верхнего и нижнего валков осуществляется при затяжке болтов 5, так, например, для перемещения калибра вправо относительно вала затягивается болт 5 левого фиксатора, который, перемещаясь вдоль наклонной поверхности бокового вьфеза вала, воздействует на калибр. После перемещения калибра в нужное положение затягивается болт 5 правого фиксатора.
Валок работает (следующим образом.
При вращении вала калибр контактирует с прокатываемым металлом. Усилия прокатки через боковые поверх
ности вырезов калибра, фиксаторы и клиновые направляющие 6, а при реверсе - через клиновые направляющие 7 и фиксаторы передаются на вал, при этом все детали, крепящие калибр, ис- пытывают напряжение сжатия, а контактирующие поверхности - напряжение сжатия, изменяющегося по пульсирующему циклу при устранении ударных нагрузок на поверхностях смятия, fO
При этом положение калибра в направлении оси прокатки остается постоянным, так как возникающие при прокатке усилия проходят в пределах угла трения контактирующих по нак- f5 лонным поверхностям фиксатора и клиновых направляющих, так как здесь угол наклона меньше угла трения, т.е. вьтолняется условие самоторможения съемных клиновых направляющих в ра- 20 диальном направлении. В процессе работы валка происходит постепенный износ боковых вырезов вала и калибра, который можно компенсировать перемещением направляющих в радиальном направлении болтами 9 и 11.
При прокатке возникает тепловое расширение вала 1, калибра 3 и фиксаторов 4, вызывающее дополнительное нагружение вала распорной осевой си- 30 лой, так как температура калибров и фиксаторов выше температуры вала.
Для снижения дополнительных осевых сил, действующих на вал и, в частности, фиксатор, ослабленный от- верстием под болт, на поверхностях фиксатора, сопряженных с наклонными стенками вала, и противоположных параллельных плоскостях выполнены
25
ляющих в направлении оси ва.пка позн ляет компенсировать износ прямоугол ных пазов, а тепловое расширение ка либра и фиксатора, приводящее при других способах фиксации к появлению дополнительных осевых сил и изгибающих моментов на валке, частр чн компенсируется повышенной податливо стью фиксаторов в осевом направлени что позволяет разгрузить валок от дополнительных нагрузок и увеличить срок службы валка.
Испытания предлагаемого валка ст на холодной пилигромовой прокатки труб показали, что его дол говечность по сравнению с известным возросла в 1.4 раза. Формула изобретения
1. Валок стана холодной прокатки труб, содержащий несущий вал с центральным вырезом и двумя симметрично расположенными боковыми вырезами, имеющими наклонные вглубь валка к плоскости симметрии стенки, закрепленный в центральном вырезе несущего вала полудисковый ручьевой калибр с боковыми вырезами, oбpa цeнны ш к боковым вырезам вала и образующими с ними пазы прямоугольного сечения, раз мещенные в пазах призматические клиновые фиксаторы, имеюпще наклонные плоскости соответственно наклонным стенкам боковых вырезов несущего вала, отличающийся тем, что, с целью повышения срока службы, он снабжен расположенными в каждом пазу параллельно оси валка парой съемных клиновых направляющих под фиксатор, при этом одна направляюканавки шириной, равной диаметру бол-40 ая пары размещена в боковом вырезе та. Это повышает податливость тела несущего вала, а другая - в боковом фиксатора в направлении оси валка, вырезе калибра.
что разгружает тело вала от дополни- 2. Валок по п. 1, о т л и ч а - тельной нагрузки и снижает напряжения ю щ и и с я тем, что контактные по- в части тела фиксатора, ослабленно- 45 верхности съемных клиновых направляючщх каждой пары и призматического клинового фиксатора наклонены вглубь к осевой-ПЛОСКОСТИ валка на угол, меньший угла трения.
50
го резьбовым отверстием под болт.
Предлагаемый сборный валок удобен в эксплуатации, так как возможна замена калибра без разборки всего валкового узла непосредственно в клети стана, при этом достигается неподвижность калибра относительно тела вала в направлении оси прокатки и оси валка, т.е. повышается надежность.j и.точность фиксации калибра на несущем валу,
Относительное смещение клиновых фиксаторов и съемных клиновых направ3, Валок по п. 1, отличающийся тем, что стенка прямоугольного паза, расположенная по одну сторону оси валка и контактирующая с парой съемных клиновых направляющих, наклонена вглубь к осевой плоскости валка на угол, меньший угла трения и соответственно к ней обращены наклонные поверхности съемных клиновых направляющих.
O
5 0
0
5
ляющих в направлении оси ва.пка позно- ляет компенсировать износ прямоуголь- ных пазов, а тепловое расширение калибра и фиксатора, приводящее при других способах фиксации к появлению дополнительных осевых сил и изгибающих моментов на валке, частр чно компенсируется повышенной податливо- стью фиксаторов в осевом направлении, что позволяет разгрузить валок от дополнительных нагрузок и увеличить срок службы валка.
Испытания предлагаемого валка стана холодной пилигромовой прокатки труб показали, что его долговечность по сравнению с известным возросла в 1.4 раза. Формула изобретения
1. Валок стана холодной прокатки труб, содержащий несущий вал с центральным вырезом и двумя симметрично расположенными боковыми вырезами, имеющими наклонные вглубь валка к плоскости симметрии стенки, закрепленный в центральном вырезе несущего вала полудисковый ручьевой калибр с боковыми вырезами, oбpa цeнны ш к боковым вырезам вала и образующими с ними пазы прямоугольного сечения, размещенные в пазах призматические клиновые фиксаторы, имеюпще наклонные плоскости соответственно наклонным стенкам боковых вырезов несущего вала, отличающийся тем, что, с целью повышения срока службы, он снабжен расположенными в каждом пазу параллельно оси валка парой съемных клиновых направляющих под фиксатор, при этом одна направляю3, Валок по п. 1, отличающийся тем, что стенка прямоугольного паза, расположенная по одну сторону оси валка и контактирующая с парой съемных клиновых направляющих, наклонена вглубь к осевой плоскости валка на угол, меньший угла трения и соответственно к ней обращены наклонные поверхности съемных клиновых направляющих.
фиг.

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной пилигримовой прокатки труб | 1982 |
|
SU1126344A1 |
| Валок стана холодной прокатки труб | 1984 |
|
SU1199320A1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| Валок для холодной прокатки труб | 1980 |
|
SU933139A1 |
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| СБОРНЫЙ ВАЛОК СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU351602A1 |
| Валок для холодной прокатки труб | 1983 |
|
SU1174109A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |

Изобретение относится к области обработки металлов давлением, в частности к конструкции инструмента стана пилигримовой холодной прокатки труб. Цель изобретения - повьппение срока службы. Валок стана холодной прокатки труб содержит несущий вал с центральным вырезом и симметричными боковыми вырезами, имеющими наклонные вглубь.валка к плоскости симметрии стенки. В центральном вырезе вала закреплен полудисковый ручьевой калибр с боковыми вырезами, образующими с боковыми вьфезами вала пазы прямоугольного сечения. В пазах размещены призматические клиновые фиксаторы 4 и две пары съемных клиновых направляющих 6 и 7. Каждая пара съемных направляющих установлена в контакте с одним фиксатором и прикреплена к нему пружинными планками 8 и 10 и болтами 9, 11. При этом съемные на- . а правляющие имеют расположенные по од- ну сторону оси валка наклонные вглубь f к осевой плоскости на угол, меньший угла трения, стенки, которые обращены либо к фиксаторам, либо к стенкам несущего вала и калибра. 2 з.п. ф-лы, 6 ил. СО ю со 4 f07 фиг.2
Фиг.
Фиг.
Фиг. 6
| 0 |
|
SU161324A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Валок для холодной пилигримовой прокатки труб | 1974 |
|
SU498980A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 0 |
|
SU407597A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
