(5) ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ


| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной пилигримовой прокатки труб | 1982 |
|
SU1126344A1 |
| Валок для холодной прокатки труб | 1983 |
|
SU1174109A1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| Валок стана холодной прокатки труб | 1985 |
|
SU1321494A1 |
| Валок стана холодной прокатки труб | 1984 |
|
SU1199320A1 |
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| Валок для холодной пилигримовой прокатки труб | 1974 |
|
SU498980A1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU759154A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU876219A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
Изобретение относится к трубопро kaTHOMy оборудованию и может быть применено в валках с полудисковыми калибрами станов холодной прокатки труб или иного проката. Известен валок для холодной прокатки труб, содержащий несущий вал с утолщенной средней частью, имеющей радиальную выемку с плоским дном, на котором выполнен продольны выступ, установленный в выемке сегментовый калибр с внутренним продольным пазом, охватывающим с зазором продольный выступ, и крепежные клинья, при этом сечение продол ного выступавыполненно в форме тр пеции с большим основанием на плоскойти дна, а боковые стороны паза калибра наклонены к его подошве, образуя с боковыми сторонами выступа параллельные трапециевидные зазоры под крепежные клинья, имеющи двухсторонний уклон L1 Недостатками такого валка являются сложность изготовления и ремонту тяжелые и опасные условия труда рабочих при забивке и выбивке клиньев в процессе смены калибра, невозможность смены калибра непосредственно на стане. Известен также валок для холодной прокатки труб, принятый в качестве прототипа, содержащий бочку, имеющую поперечный вырез с вертикальными боковыми пазами, усга овленный в вырезе полудисковый калибр с торцевыми пазами, расположенными соответственно вертикальным пазам выреза, и расположенные в пазах фиксаторы в виде клиньев 2. Основными недостатками этого валка являются большое время замены калибра, обусловленное необходимостью демонтажа валка со стана и выбивки и забивки клиньев, тяжелые и опасные условия труда рабочих при замене калибра, низкая
39331
долговечность валка вследствие быстрого износа поверхностей пазов, контактирующих -с клиньями.
Целью изобретения является сокращение времени смены валка. 5
Поставленная цель достигается тем, что в валке для холодной прокатки труб, содержащем бочку, имеющую поперечный вырез с вертикальными боковыми пазами, установлен- , Ю ный в вырезе полудисковый калибр с торцевыми пазами, расположенными соответственно вертикальным пазам выреза, и расположенные в пазах фиксаторы, каждый фиксатор выпол- 15 йен в виде упругого элемента, плотно охватывающей его рамки со сквозным отверстием в одной из стенок и , размещенного в нем нажимного элемента.20
Указанные отличия позволяют производить сборку и разборку валка без силового воздействия между фиксатором, бочкой валка и калибром, исключают необходимость забивки и вЫбивки фик 25 сатора из пазов калибра и выреза бочки, сокращая тем самым время на забивку калибра.
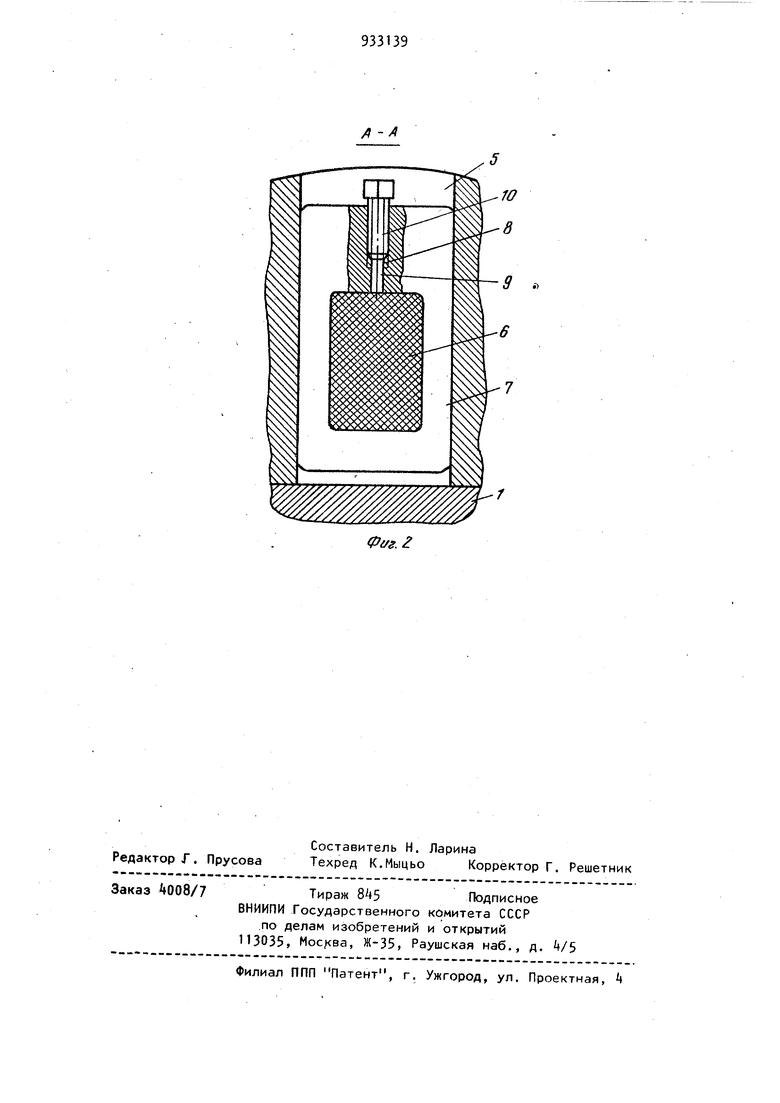
На фиг.1 изображен предлагаемый валок, общий вид; на фиг.2 - разрез зо А-А на фиг. 1.
Валок содержит бочку 1, имеющую поперечный вырез 2 с вертикальными боковыми пазами 3, установленный в вырезе калибр 4 с торцевыми паза- 35 ми 5, которые расположены соответственно пазам 3, размещенный в пазах выреза и калибра фиксатор.
Каждый фиксатор выполнен в виде упругого элемента 6, плотно без зазора охватывающей его рамки 7 со сквозным отверстием 8 в одной из стенок и нажимного элемента.
Нажимной элемент выполнен в виде толкателя 9, прикрепленного к винту 10. Толкатель установлен в контакте с упругим элементом и размещен в отверстии рамки, а винт ввернут в него. При необходимости в каждой рамке может быть установлено несколько вин- 50 тов и толкателей.
Упругий элемент выполнен преимущественно из полиуретана.
При сборке валка калибр Ц устанавливают в вырез 2 бочки 1 и в sept 55 тикальные пазы 3 выреза, в торцевые пазы 5 калибра вводят в собранном виде рамки 7.
94
Затем завинчивают винты 10, Последние нажимают на толкатели, а толкатели давят на упругие элементы 6. Давление от толкателя распространяется по всему объему упругих элементов и передается на контактные поверхности упругого элемента с пазами калибра и выреза бочки. Так как элементы из упругого материала установлены в рамках без зазора, давление на контактных поверхностях практически равно давлению на толкателях, поэтому нормальное усилие, действующее со стороны упругих элементов на бочку и калибр, во столько раз больше осевого усилия на вин тах 10, во сколько раз площадь контактной поверхности упругого элемента с вырезом бочки больше площади торца толкателя. В результате при сравнительно небольших усилиях на винтах создаются большие силы трения между упругими элементами, бочкой и калибром, удерживающие калибр в вырезе бочки при прокатке. Для замены калибра ослабляют затяжку винтов,давление упругих элементов на калибр и бочку сбрасывается до нуля, и калибр извлекают из несущего вала.
Исключение необходимости забивки и выбивки крепежных элементов в предлагаемом валке позволит сократить время на замену калибра и устранить тяжелые и опасные условия труда, а в ряде случаев обеспечит здмену калибра без демонтажа валка со стана. Кроме того, сборка и разборка валка производится при отсутствии силового взаимодействия между крепежными элементами, несущим валом и калибром, что снижает износ из контактированных поверхностей, повышая тем самым долговечность валка.
Предлагаемый валок позволит сократить время на смену калибра примерно в 2-2,5 раза, что обеспечит уменьшение времени простоя стана на 100220 часов в год. За счет этого годовой выпуск холоднокатанных труб на трех станах ХПТ-250 на Челябинском трубопрокатном заводе может быть увеличен на 8-110 тыс. метров.
Формула изобретения
ф1/г, / 9 . 2. Валок по п. 1,отличаю-1 щ и и с я тем, что упругий элемент выполнен преимущественно из полиуретана. Источники информации, принятые во внимание при экспертизе 1 . Авторское свидетельство СССР № 557832, кл. В 21 В 21/02, IS. 2. Розов Н. В. Холодная прокатка стальных труб. М., Металлургия, 1977, с. 110 (прототип).
