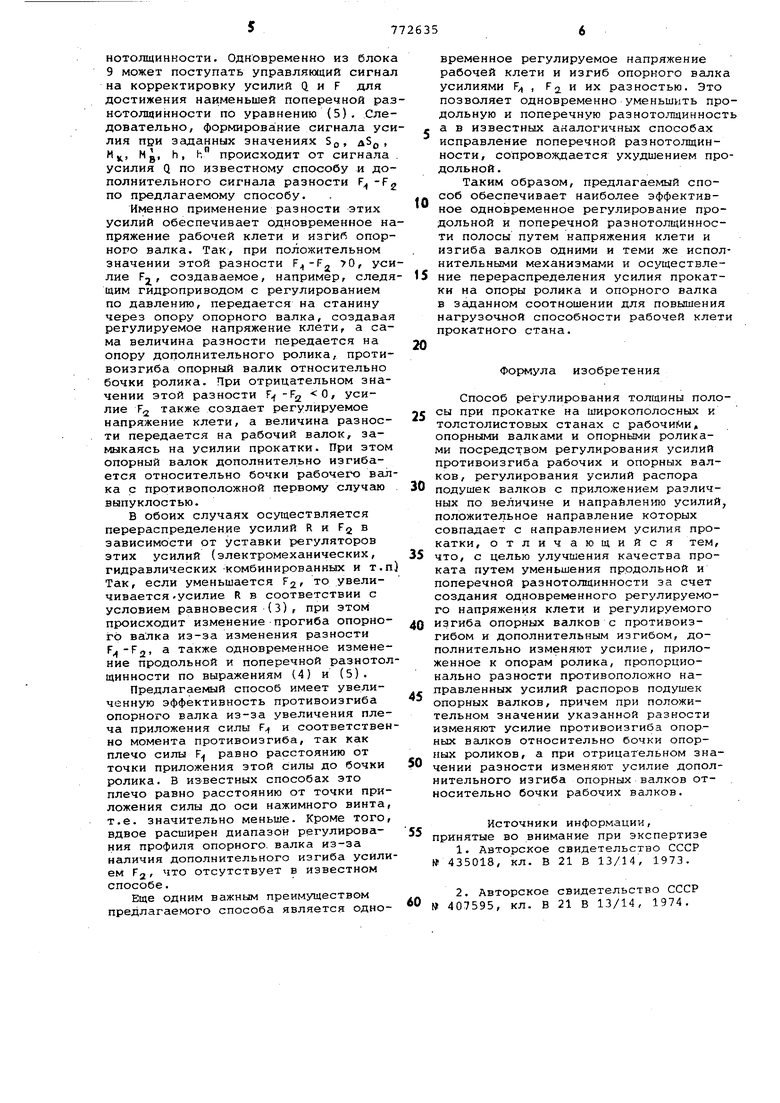
Изобретение относится к автоматизации прока.тного производства и может быть использовано при прокатке на листовых и широкополосных станах с рабочими, опорными валками и опорными роликами. Известен способ регулирования, в котором повышение эффективности и снижение усилий регулирования профиля валков достигается за счет одновременного противризгиба рабочих н опорных валков по сигналу отклонения усилия прокатки, который преобразуют и разделяют на два пропорционально заданному соотношению усилий изги ба рабочих и опорных валков 1 . В данном способе, исправляя поперечную разнотолщинность и волнистость проката, ухудшают продольную разнотолщинность в случае отсутствия одновременного регулирования толщины и профиля полос. Поэтому современ ной тенденцией является разработка способов прокатки и конструкций рабочих клетей для одновременного регу лирования толщины и профиля полос. Наиболее полно этим требованиям удов летворяют приемы одновременного регу лируемого напряжения клетей и регулируемого изгиба валков гидравлическими средствами. Известен также способ регулирования раэното.пщинности полосы с применением противоизгиба рабочих валков и гидрораспора подушек опорных валков, причем одновременно распирают подушки рабочего и опорного валков с приложением различных по величине и направлению усилий. При этом усилие распора создает регулируемое напряжение клети, а разность противонаправленных усилий создает независимый противоизгиб или дополнительный изгиб рабочих валков 2. Однако, этот способ неприемлим для рабочих клетей с большой длиной бочек валков, оснащенных дополнительным опорным роликом, в таких клетях применяют противоизгиб опорных валков приложением усилий к удлиненным шейкам валков и к опорному ролику. Эти усилия изгибают опорный валок относительно основных опор. в результате отсутствует регулируемое напряжение шестивалковых клетей, противоизгиб опорных валков влияет на продольную разнотолщинность полосы и его эффективность недостаточна из-за недостаточного плеча усилий противоизгиба. Кроме того, эффективность регулирования профиля полос не достаточна из-за отсутствия дополнительного изгиба валков. Цель изобретения - улучшение качества проката путем уменьшения продольной и поперечной разнотолщинности за счет создания одновременного регулируемого напряжения клети и регулируемого изгиба опорных валков с противоизгибом и дополнительным изги бом. Поставленная цель достигается тем, что дополнительно изменяют усилие, приложенное к опорам ролика пропорционально разности противоположно-направленных усилий распоров подушек опорных валков, причем при положительном значении указанной разности, совпадающей по направлению с усилием прокатки, изменяют уси лие противоизгиба опорных валков относительно бочки опорных роликов, а при отрицательном значении разности изменяют усилие дЪполнительного изгиба опорных валков относительно бочки рабочих валков. На чертеже изображено устройство для осуществления .предлагаемого спо соба. Полоса или лист 1 шириной В прокатывается с усилием между рабо чими валками 2 (изображена верхняя часть валковой системы), опирающими ся по бочке на опорные валки 3, которые опираются на опорные валики 4 К подушкам 5 рабочих валков прикладывается регулируемое усилие противоизгиба Q, к подушкам 6 опорных валков прикладывается регулируемое усилие распора .F , а также регулиру емое усилие Fr;, направленное противоположно усилию F . К подушкам 7 опорных роликов прикладывается ре гулируемое усилие R. В управляющее устройство 8 поступают сигналы регу лирования противоизгиба рабочих вгш ков и распором опорных валков. В до полнительном управляющем устройстве 9 вырабатывается сигнал регулирования усилием R с учетом параметров прокатки и ширины полосы В. В это же устройство 9 поступает сигнал ра ности усилий распора (F -Fj) от вычислительного устройства 10. Регулирование толщины h и попере ной разнотолщинности h полосы осно вывается на следующих уравнениях. для данной схемы нагружения шестива ковой рабочей клети РПР aQ гтг 2F, 2Fa 2.Q 2R 2F. 2f-- -l- -tsч в При этом соблюдается условие равовесия клети , .2R-2F,j. (3) Следует указать, что для обычной лети кварто без усилий Q, R, F эти равнения имеют вид, предложенный .Симсом. Подставляя усилие прокатки из ыражения (3) в уравнения (1) и (2), олучают после преобразования -v-(-..(i,. ) .r4%) f/VBe/- -V(), (« де Sp - заданный исходный зазор между рабочими валками, д5о - исходный (без нагрузок) профиль щели между рабочими валками, М - коэффициент жесткости кле: ТИ; Mg - коэффициент изгибной жесткости валковой системы от i-той нагрузки (i Q, Р, R , F) . Диапазон изменения усилий противоизгиба рабочих в.алков при регулировании составляет от нуЛя до 0,1 от усилия прокатки Р, , диапазон изменения усилия F составляет от нуля до 0,5 РПР , т.е. все усилие прокатки может передаваться на опоры дополнительного ролика. Диапазон изменения усилия FjnpH известных остальных величинг1Х определяется по условию равновесия (3). Коэффициенты жесткости рабочей клети и валковой системы определяются на каждом прокатном стане экспериментально или расчетом и задаются в управляющие устройства 8 и 9. Сюда же задаются параметры полосы - ширина,. обжатие, сопротивление деформации, зазор между валками и пр. В управляющее устройство 8 поступают сигналы регулирования противоизгибом рабочих валков усилием Q и опорных валков усилием F согласно известному способу. Это обеспечивает поперечную разнотолщинность в пределах допуска, но без учета усилия R (первое приближение). Кроме того в блок 10 поступают измерения, например, магнитоупругими или гидравлическими месдозами, усилия F и Fj; вырабатывается разность F -Fg, , которая передается в дополнительный управляющий блок 9. В этом блоке с учетом сигнала усилия Q из блока 8 вырабатывается сигнал регулирования усилия R согласно уравнению (4) для достижения заданной толщины, например, при нулевой продольной разнотолщинкости. Одновременно из блок 9 может поступать управляющий сигна на корректировку усилий Q и F для достижения наименьшей поперечной ра нотолщинности по уравнению (5). Сле довательно, формирова:ние сигнала ус лия при заданных значениях SQ, д5д, М, Hg, h, h происходит от сигнала усилия Q по известному способу и до полнительного сигнала разности F -F по предлагаемому способу. Именно применение разности этих усилий обеспечивает одновременное н пряжение рабочей клети и изгиб опор ного валка. Так, при положительном значении этой разности 0 Уси лие F-j, создаваемое, например, следя щим гидроприводом с регулированием по давлении, передается на станину через опору опорного валка, создавая регулируемое напряжение клети, а сама величина разности передается на опору дополнительного ролика, противоизгиба опорный валик относительно бочки ролика. При отрицательном значении этой разности F -Fg 0, усилие Г также создает регулируемое напряжение клети, а величина разности передается на рабочий валок, замыкаясь на усилии прокатки. При этом опорный валок дополнительно изгибается относительно бочки рабочего вгш ка с противоположной первому случаю выпуклостью. В обоих случаях осуществляется перераспределение усилий R и Fg в зависимости от уставки регуляторов этих усилий (электромеханических, гидравлических -комбинированных и т.п Так, если уменьшается f. то увеличивается .усилие R в соответствии с условием равновесия {3) , при этом происходит изменение прогиба опорного валка из-за изменения разности , а также одновременное изменение продольной и поперечной разнотол щинности по выражениям (4) и (5). Предлагаемый способ имеет увеличенную эффективность противоизгиба опорного валка из-за увеличения плеча приложения силы F и соответствен но момента противоизгиба, так как плечо силы F равно расстоянию от точки приложения этой силы до бочки ролика. В известных способах это плечо равно расстоянию от точки приложения силы до оси нажимного винта, т.е. значительно меньше. Кроме того, вдвое расширен диапазон регулирования профиля опорного валка из-за наличия дополнительного изгиба усили ем Fj, что отсутствует в известном способе. Еще одним важным преимуществом предлагаемого способа является одновременное регулируемое напряжение рабочей клети и изгиб опорного валка усилиями F , FQ. и их разностью. Это позволяет одновременно уменьшить продольную и поперечную разнотолщинность а в известных аналогичных способах исправление поперечной разнотолщинности, сопровождается ухудшением продольной. Таким образом, предлагает ый способ обеспечивает наиболее эффективное одновременное регулирование продольной и поперечной разнотолщинности полосы путем напряжения клети и изгиба валков одними и теми же исполнительными механизмами и ос тцествление перераспределения усилия прокатки на опоры ролика и опорного валка в заданном соотношении для повышения нагрузочяой способности рабочей клети прокатного стана. Формула изобретения Способ регулирования толщины полосы при прокатке на широкополосных и толстолистовых станах с рабочими, опорными валками и опорными роликами посредством регулирования усилий противоизгиба рабочих и опорных валков, регулирования усилий распора подушек валков с приложением различных по величине и направлению усилий, положительное направление которых совпадает с направлением усилия прокатки, отличающийся тем, что, с целью улучшения качества проката путем уменьшения продольной и поперечной разнотолщинности за счет создания одновременного регулируемого напряжения клети и регулируемого изгиба опорных валков с противоизгибом и дополнительным изгибом, дополнительно изменяют усилие, приложенное к опорам ролика, пропорционально разности противоположно направленных усилий распоров подушек опорных валков, причем при положительном значении указанной разности изменяют усилие противоизгиба опорных всшков относительно бочки опорных роликов, а при отрицательном значении разности изменяют усилие дополнительного изгиба опорных валков относительно бочки рабочих валков. Источники информации, ринятые во внимание при экспертизе 1.Авторское свидетельство СССР 435018, кл. В 21 В 13/14, 1973. 2.Авторское свидетельство СССР 407595, кл. В 21 В 13/14, 1974.
fggj
/
/Т
Л
г i
ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Устройство для совмещенного регулирования продольной и поперечной разнотолщинности прокатываемой полосы | 1971 |
|
SU458343A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПОПЕРЕЧНОЙ РАЗНОТОЛЩИННОСТИ ПОЛОСЫВ ПТБ''•-т^ С:У>&'^^Г8ТЙЙЧ-'^'.Щ у :jaJ!l.^t I 00 | 1973 |
|
SU435018A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РАЗНОТОЛЩИННОСТИ ПОЛОСЫ ПРИ ПРОКАТКЕФши | 1973 |
|
SU407595A1 |
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1983 |
|
SU1106557A1 |
| Валковый узел клети квартолистопрокатного стана | 1984 |
|
SU1510962A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
-HI« -HI
