5F
г 6 3
00
ел
со
О5
ел
10
Изобретение относится к прокатному производству, а именно к конструкциям многовалковых систем, имеющих устройство для изгиба промежуточных валков в горизонтальной плоскости.
Целью изобретения является повышение эффективности регулирования поперечного профиля прокатываемых полос.
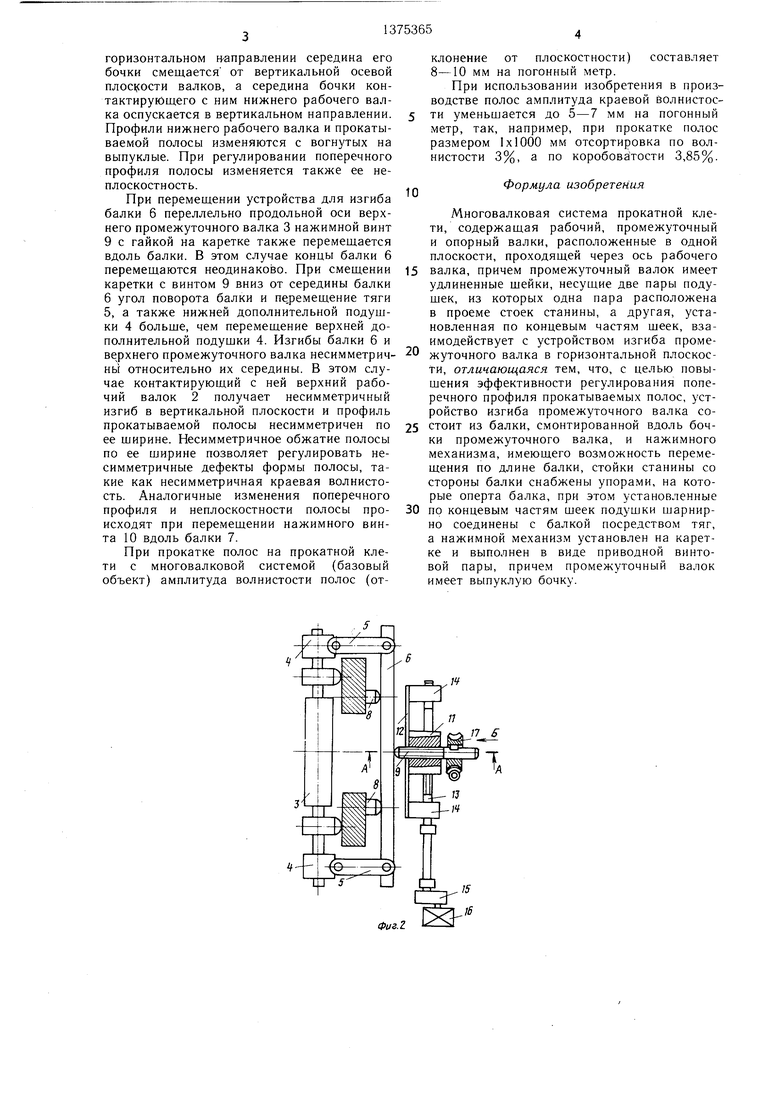
На фиг. 1 изображена предложенная многовалковая система (верхний и нижний валковые комплекты для шестивалковой клети), общий вид; на фиг. 2 - кинематическая схема устройства изгиба промежуточного валка в горизонтальной плоскости; на фиг. 3 - разрез А-А на фиг. 2; 5 на фиг. 4 -.вид Б на фиг. 2.
Многовалковая система состоит из опорного 1, рабочего 2 и расположенного между ними промежуточного 3 валков. Для шести- валковых полосовых клетей могут быть использованы идентичные верхний и нижний валковые комплекты, в которых промежуточные валки 3 имеют удлиненные шейки, а на них установлены подушки 4, шарнирно соединенные через тяги 5 с концевыми частями верхней 6 и (или) нижней 7 балок устройств для изгиба промежуточных валков в горизонтальной плоскости. Балки 6 и 7 установлены параллельно промежуточным валкам 3 и оперты на опоры 8 станины прокатной клети. Кроме балок 6 и 7, устверхнего рабочего валка 2, контактирующая с верхним промежуточным валком, опускается и при аналогичном изменении нижнего рабочего валка, контактирующего с нижним промежуточным валком, поперечные профили межвалкового зазора и прокатываемой полосы становятся вогнутыми.
При реверсивной прокатке справа налево верхний рабочий валок изгибается в горизонтальной плоскости по направлению прокатки. Для предотвращения его изгиба необходимо изгибать верхний промежуточный валок по направлению прокатки. При этом бочка верхнего валка упирается в верхний промежуточный валок и изгиб в горизонтальной плоскости, не происходит.
Изгиб верхнего рабочего валка.
При приложении горизонтального усилия нажимным винтом 9 к верхней балке 6 она изгибается в горизонтальной плоскос- 20 ти. При этом концы балки 6, щарнирно соединенные с помощью тяг 5 с дополнительными подушками 4, перемещаются в горизонтальной плоскости, а верхний промежуточный валок изгибается по направлению прокатки.
При изгибе верхнего промежуточного валка в горизонтальной плоскости его середина смещается от вертикальной плоскости клети, а середина бочки контактирующего с ним верхнего рабочего валка поднима25
ройство для изгиба промежуточных валков зо ется в вертикальной плоскости. В этом
3 имеет нажимные винты 9 и 10 с гайками 11, смонтированными на каретках 12.
Одна из кареток 12 с нажимным винтом 9 установлена с возможностью перемещения вдоль бочки промежуточного- валка
случае верхний рабочий валок получает изгиб в вертикальной плоскости, а нижний промежуточный валок и нижний рабочий валок не изгибаются. При изгибе верхнего рабочего валка в вертикальной плосверхнего валкового комплекта, а другая ка- 35 кости профиль межвалкового зазора и проретка с нажимным винтом 10 имеет возможность перемещения вдоль бочки промежуточного валка нижнего валкового комплекта.
Механизм перемещения каждой Каретки 12 содержит ходовой винт 13, закрепленный в опорах 14. Вращение винта 13 осуществляется от электромеханического привода с редуктором 15 и электродвигателем 16, а вращение каждого нажимного винта
филь прокатываемой полосы изменяются с вогнутых на выпуклые.
Аналогичное происходит при реверсивной прокатке слева направо. В этом случае нижний рабочий валок изгибается в горизонтальной плоскости по направлению прокатки. Для предотвращения его изгиба необходимо изгибать нижний промежуточный валок в горизонтальной плоскости. В этом случае середина бочки нижнего рабочего валс парной ему гайкой происходит через чер- 45 ка упирается в бочку нижнего промежуточвячную пару 17 от электродвигателя 18 через редуктор 19.
Балка 6, установленная параллельно бочке промежуточного валка верхнего валкового комплекта, опирается на опоры 8, закрепленные с внешней стороны стоек станины. При приложении горизонтального усилия нажимным винтом 9 балка 6, опираясь на опоры 8 станины, изгибается в горизонтальной плоскости.
Нижний валковый комплект для балки 7 имеет идентичные конструктивные узлы и порядок работы.
При прокатке с выпуклыми верхним и нижним промежуточными валками середина
ного валка и его изгиб в горизонтальном направлении ограничен.
Изменение поперечного промежуточного профиля нижнего рабочего валка про- 50 исходит следующим образом.
При приложении горизонтального усилия нажимным винтом 10 к нижней балке
7она изгибается по направлению прокатки.
8этом случае концы балки 7, соединенные с помощью тяг 5 с дополнительными
55 подушками 4, перемещаются против направления прокатки, изгибая нижний промежуточный валок по направлению прокатки. При изгибе нижнего промежуточного валка в
верхнего рабочего валка 2, контактирующая с верхним промежуточным валком, опускается и при аналогичном изменении нижнего рабочего валка, контактирующего с нижним промежуточным валком, поперечные профили межвалкового зазора и прокатываемой полосы становятся вогнутыми.
При реверсивной прокатке справа налево верхний рабочий валок изгибается в горизонтальной плоскости по направлению прокатки. Для предотвращения его изгиба необходимо изгибать верхний промежуточный валок по направлению прокатки. При этом бочка верхнего валка упирается в верхний промежуточный валок и изгиб в горизонтальной плоскости, не происходит.
Изгиб верхнего рабочего валка.
При приложении горизонтального усилия нажимным винтом 9 к верхней балке 6 она изгибается в горизонтальной плоскос- ти. При этом концы балки 6, щарнирно соединенные с помощью тяг 5 с дополнительными подушками 4, перемещаются в горизонтальной плоскости, а верхний промежуточный валок изгибается по направлению прокатки.
При изгибе верхнего промежуточного валка в горизонтальной плоскости его середина смещается от вертикальной плоскости клети, а середина бочки контактирующего с ним верхнего рабочего валка поднима
ется в вертикальной плоскости. В этом
случае верхний рабочий валок получает изгиб в вертикальной плоскости, а нижний промежуточный валок и нижний рабочий валок не изгибаются. При изгибе верхнего рабочего валка в вертикальной плосфиль прокатываемой полосы изменяются с вогнутых на выпуклые.
Аналогичное происходит при реверсивной прокатке слева направо. В этом случае нижний рабочий валок изгибается в горизонтальной плоскости по направлению прокатки. Для предотвращения его изгиба необходимо изгибать нижний промежуточный валок в горизонтальной плоскости. В этом случае середина бочки нижнего рабочего вал5 ка упирается в бочку нижнего промежуточного валка и его изгиб в горизонтальном направлении ограничен.
Изменение поперечного промежуточного профиля нижнего рабочего валка про- 50 исходит следующим образом.
При приложении горизонтального усилия нажимным винтом 10 к нижней балке
7она изгибается по направлению прокатки.
8этом случае концы балки 7, соединенные с помощью тяг 5 с дополнительными
55 подушками 4, перемещаются против направления прокатки, изгибая нижний промежуточный валок по направлению прокатки. При изгибе нижнего промежуточного валка в
горизонтальном н-аправлении середина его бочки смещается от вертикальной осевой плос1;(ости валков, а середина бочки контактирующего с ним нижнего рабочего валка оспускается в вертикальном направлении. Профили нижнего рабочего валка и прокатываемой полосы изменяются с вогнутых на выпуклые. При регулировании поперечного профиля полосы изменяется также ее неплоскостность.
При перемещении устройства для изгиба балки 6 переллельно продольной оси верхнего промежуточного валка 3 нажимной винт 9 с гайкой на каретке также перемещается вдоль балки. В этом случае концы балки 6 перемещаются неодинаково. При смещении каретки с винтом 9 вниз от середины балки 6 угол поворота балки и перемещение тяги 5, а также нижней дополнительной подушки 4 больще, чем перемещение верхней дополнительной подущки 4. Изгибы балки 6 и верхнего промежуточного валка несимметрич- Hbt относительно их середины. В этом случае контактирующий с ней верхний рабочий валок 2 получает несимметричный изгиб в вертикальной плоскости и профиль прокатываемой полосы несимметричен по ее щирине. Несимметричное обжатие полосы по ее щирине позволяет регулировать несимметричные дефекты формы полосы, такие как несимметричная краевая волнистость. Аналогичные изменения поперечного профиля и неплоскостности полосы происходят при перемещении нажимного винта 10 вдоль балки 7.
При прокатке полос на прокатной клети с многовалковой системой (базовый объект) амплитуда волнистости полос (от
клонение от плоскостности) составляет 8-10 мм на погонный метр.
При использовании изобретения в производстве полос амплитуда краевой волнистости уменьщается до 5-7 мм на погонный метр, так, например, при прокатке полос размером 1x1000 мм отсортировка по волнистости 3%, а по коробовг1тости 3,85%.
Формула изобретения
Многовалковая система прокатной клети, содержащая рабочий, промежуточный и опорный валки, расположенные в одной плоскости, проходящей через ось рабочего
валка, причем промежуточный валок имеет удлиненные щейки, несущие две пары поду- щек, из которых одна пара расположена в проеме стоек станины, а другая, установленная по концевым частям щеек, взаимодействует с устройством изгиба промежуточного валка в горизонтальной плоскости, отличающаяся тем, что, с целью повы- щения эффективности регулирования поперечного профиля прокатываемых полос, устройство изгиба промежуточного валка состоит из балки, смонтированной вдоль бочки промежуточного валка, и нажимного механизма, имеющего возможность перемещения по длине балки, стойки станины со стороны балки снабжены упорами, на которые оперта балка, при этом установленные
по концевым частям шеек подушки шарнир- но соединены с балкой посредством тяг, а нажимной механизм установлен на каретке и выполнен в виде приводной винтовой пары, причем промежуточный валок имеет выпуклую бочку.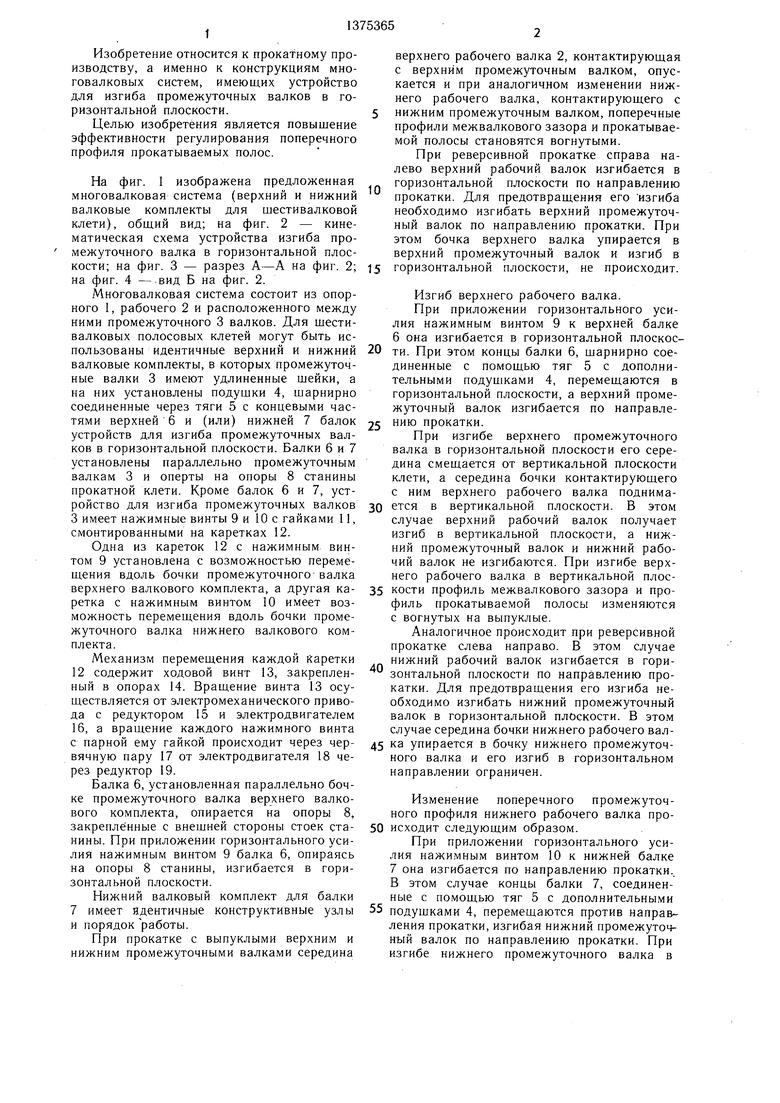
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования прогиба прокатного валка многовалкового стана | 1987 |
|
SU1447447A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Валковый комплект многовалкового стана | 1988 |
|
SU1546185A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Прокатная клеть | 1983 |
|
SU1127653A1 |
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1258527A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1987 |
|
RU2011448C1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |

Изобретение относится к прокатному производству и может быть использовано при производстве полос в прокатных клетях, валковые узлы которых содержат опорные, промежуточные и рабочие валки. Цель изобретения - повышение эффективности регулирования поперечного профиля прокатываемых полос. Для этого промежуточные валки 3 снабжены дополнительными подушками 4, установленными на их удаленных шейках и шарнирно соединенными с помощью тяг 5 с концами балок 6 и 7. Балки 6 и 7, установленные параллельно бочкам валков 3, опираются на опоры станины. Устройство для изгиба балок 6 и 7 в горизонтальной плоскости установлено на оси, перпендикулярной продольной оси промежуточных валков 3, с возможностью их перемещения вдоль балок 6 и 7. Промежуточные валки 3 выполнены выпуклыми. При производстве полос с регулированием величины изгиба промежуточных валков амплитуда краевой волнистости составляет 5-7 мм на 1 пог.м.; при прокатке полос 1x1000 мм отсортировка по волнистости составила 3%, а по коробоватости 3,85%. 4 ил. $ (/)
W
Фиг.2
Фиг.З
Budff
;;
77
| Узел валков прокатного стана | 1984 |
|
SU1196049A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ АКТИВАЦИИ ЗАРАСТАНИЯ ОСЫПЕЙ | 2014 |
|
RU2569583C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
