Изобретение относится к металлургии и может быть использовано на нереверсивных одноклетьевых прокатных станах для осуществления дробной деформации полос при горячей прокатке.
Известно обводное устройство, которое производит возврат прокатываемого в первом проходе листа через верхний рабочий валок за счет сил тренкя, передаваемых от валка к листу, состояш,ее из единого короба, частично охватьшающего верхний валок, в котором расположены пары приводных транспортирующих роликов .
Однако данное обводное устройство не позволяет осуществить непрерывный автоматический возврат прокатываемого листа через верхний валок.
Наиболее близким техническим решением к изобретению является выполнение обводного устройства нереверсивной прокатной клети дуо, содержащее кожух, охватывающий один из валков, внутри которого размещены направляющие ролики,, отсекатель и привод 2.
Известное обводное устройство обеспечивает прокатку листа с автоматическим его возвратом через верхний валок в межвалковый зазор до момента получения определенной длины листа. Оно осуществляет возврат прокатываемого листа через верхний валок по плоской криволинейной траектории в одно и то же место межвалкового зазора. Этот недостаток увеличивает паузу между проходами проката в клети.
Цель изобретения - сокращение пауз между проходами проката.
Цель достигается тем, что в обводном устройстве нереверсивной прокатной клети дуо, включающем два валка, кожух, охватывающий один из валков, внутри которого размещены направляющие ролики, отсекатель, второй валок выполнен ступенчатым, а кожух, охватывающий первый валок, снабжен винтовыми направляющими, расположенными адекватно ступеням второго валка, причем бтсекатель установлен между ступенчатым валком и кожухом.
На фиг. 1 изображено предлагаемое обводное устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Обводное устройство, установленное на верхнем валке 1, содержит кожух 2 с приводными роликами 3, оси которых через тяги 4, коромысла 5 и ось 6 соединень с пневмоцилиндром 7, закрепленным осью 8. Пневмоцилиндр 7 управляется датчиком 9 заднего конца прокатываемой полосы, установленным на входной части кожуха 2. Приводные роли1 и 3 через промежуточные гибкие элементы 10 передают вращение парам транспортирующих роликов 11, между которыми в кожухе 2 установлены неприводные ролики 12. Внутри кожуха установлены изо. гнутые по винтовой линии направляющие 13, к которым примыкают своими торцами транспортирующие ролики 11 и неприводные ролики 12. Отсекатель 14 перед кожухом 2 перекрывает зазор между ним и нижним валком 15, содержит заслонку 16 для
5 перекрытия зазора между отсекателем и кожухом. Валок 15 выполнен ступенчатым. Обводное устройство работает следующим образом.
Прокатываемая полоса подается в зазор между верхним 1 и нижним 15 валками, на первую ступень нижнего валка, имею1цую наименьщий диаметр. На выходе из межвалкового зазора полоса направляется отсекателем 14 по приводным 11 и неприводным 12 роликам в кожух 2. Приводные ро5 лики 11 приводятся во вращение от верхне,.то валка 1 через приводные ролики 3 и промежуточные гибкие элементы 10. Внутри кожуха 2 прокатываемая полоса смещается боковыми направляющими 13 вдоль оси вращения верхнего валка 1 в сторону вто рой ступени нижнего .валка 15. В момент прохождения заднего конца полосы мимо датчика 9 пневмоцилиндр 7 через коромысло 5, тяги 4 выводит приводные ролики 3 из соприкосновения с поверхностью верхнего валка, приводные ролики 11 останавливаются, а вместе с ними останавливается и прокатываемая полоса. Через заданное время пневмоцилиндр 7 через коромысло 5, тяги 4 вводит приводные ролики 3 в соприкосновение с поверхностью верхнего валка и полоса выходит из кожуха 2, попадая в зазор между верхним 1 и нижним 15 валками, на вторую ступень нижнего валка. На выходе из межвалкового зазора полоса по отсекателю 14 и заслонке
5 16 подается на вход кожуха и процесс повторяется. Если достаточно двух обжатий, то заслонка опускается пневмоцилиндром 17 в нижнее положение и прокатанная полоса по отсекателю 14 выходит из прокатной клети. Это повышает качество проката
0 по механическим свойствам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КАТАНЫХ ПОЛОС С НУЖНОЙ РАЗНОТОЛЩИННОСТЬЮ ПРОФИЛЯ | 2002 |
|
RU2280518C2 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 1999 |
|
RU2197343C2 |
| ЛОКАЛЬНОЕ ИЗМЕНЕНИЕ МЕЖВАЛКОВОГО ЗАЗОРА В ОБЛАСТИ КРОМОК ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 2020 |
|
RU2764915C2 |

ОБВОДНОЕ УСТРОЙСТВО НЕРЕВЕРСИВНОЙ ПРОКАТНОЙ КЛЕТИ ДУО, включающее два валка, кожух, охватывающий один из валков, внутри которого размещены направляющие ролики, отсекатель, отличающееся тем, что, с целью сокращения пауз между проходами проката, второй валок выполнен ступенчатым, а кожух, охватывающий первый валок, снабжен винтовыми направляющими, расположенными адекватно ступеням второго валка, причем отсекатель установлен между ступенчатым валком и кожухом. (Л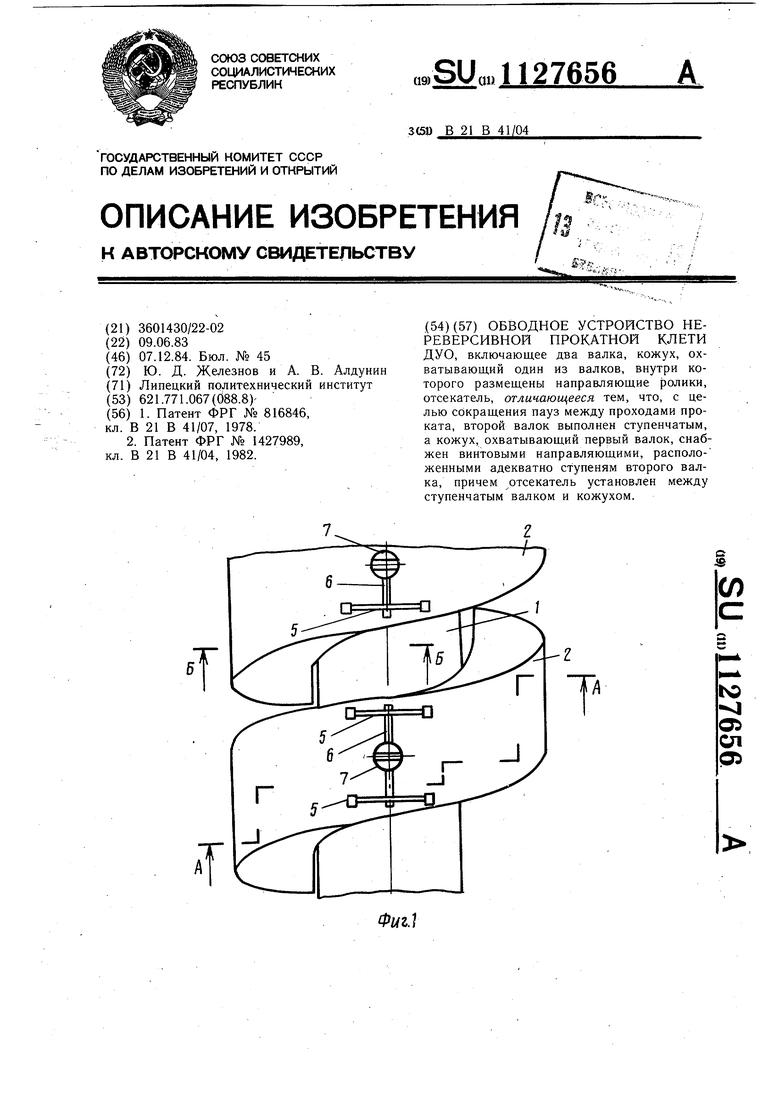
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каркас кузова транспортногоСРЕдСТВА | 1979 |
|
SU816846A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ № 1427989, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
