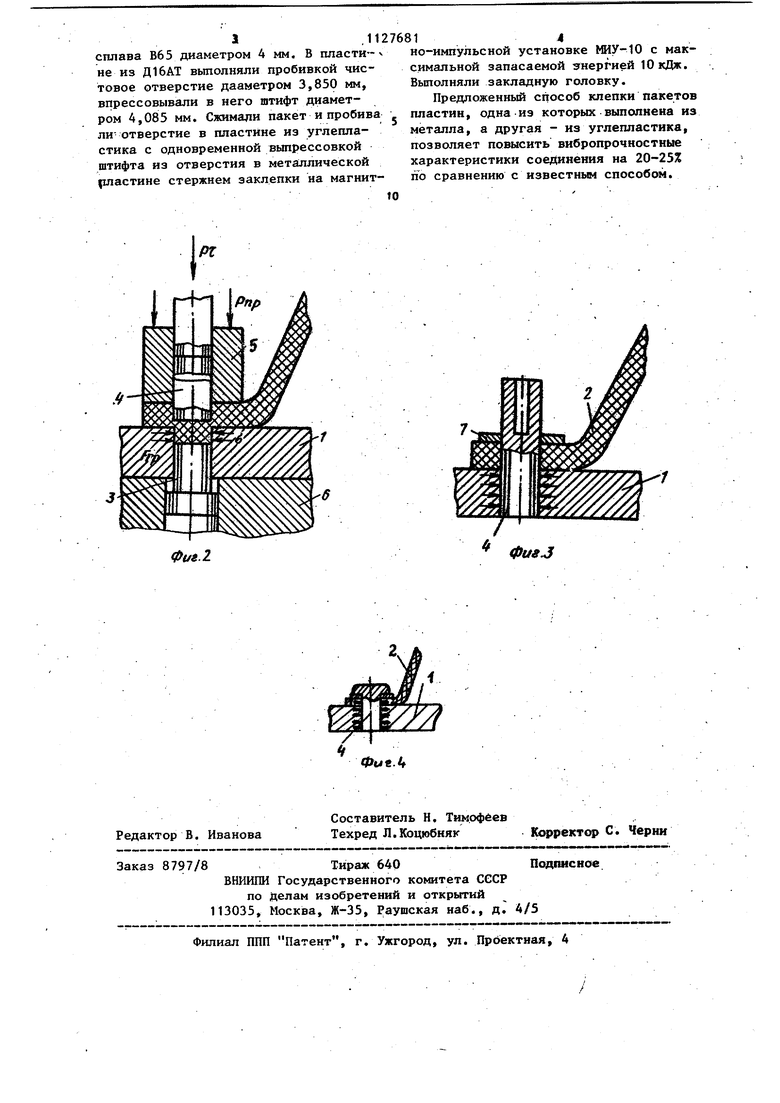
Изобретение относится к механосборочным работам и может быть использовано для сборки летательных аппаратов, в частности для клепки обшивок и.стрингеров, выполненных и yг eшIacтикa. Известен способ клепки пластин, одна из которых выполнена из металл а другая - из волокнистого композиционного материала, заключающийся в том, что Б металлической пластине выполняют отверстие, сжимают пакет, устанавливают заклепку с одновремен ной пробивкой стержнем заклепки отверстия в пластине из волокнистого композиционного материала, после чего образуют замыкающую головку 13 Однако в процессе клепки по из вестному способу по параметру отвер стия в пластине из волокнистого компоЗИЩ1ОННОГО материала типа углепла стика образуются дефекты (утяжины, трещины, вырывы, сколы). Целью изобретения является повышение качества клепки. Поставленная цель достигается те 4to согласно способу клепки пакетов пластин, одна из которых выполнена из металла-, а другая - из композиционного волокнистого материала, преимущественно хрупкого, типа угле .пластика, заключающемуся в том, что в металлической пластине выполняют отверстие, сжимают пакет, устанавли вают заклепку с одновременной пробивкой стержнем заклепки отверстия в пластине из углепластика, после чего образуют замыкающую головку, в металлической пластине отверстие вы полняют пробивкой отверстие диаметром, меньшим диаметра заклепки на величину натяга, определяемого выраж нием, ,.Mk, - Г S|ut где (эц - предел прочности материала металлической пластины от диаметр стержня заклепки, 5 - толщина металлической пластины J М- .- коэффициент Пуассона; Е - модуль упругости материала металлической пластины, после чего его раздают в пределах упругих деформаций введением со сто роры, противоположно: введению заклепки, ступенчатого штифта, диамет которого равен диаметру стержня заклепки, и установку заклепки в отверстии пакета осуществляют одновременrio с выпрессовкой ступенчатого штифта. . На фиг. 1 показана стадия процесса клепки; на фиг. 2 - процесс клепки во время пробивки отвеостия в пластине из углепластика-, .на фиг. 3 пакет пластин с установленной в нем заклепкой; на фиг. 4 - то же, с образованной замыкающей головкой заклепки. Способ клепки пакетов из пластин, одна из которых выполнена из металла, 1, а другая - из углепластика 2, осуществляется следующим образом. В металлической пластине 1 вьтолняют пробивкой чистовое отверстие диаметром, меньшим диаметра заклепки на величину натяга, определяемого выражением 5 fri где 6g - предел прочности материаапа мета1р1ической пластины; dom диаметр стержня заклепки; 5 - толщина металлической пластины; - коэффициент Пуассона-, - модуль упругости материала металлической пластины. В полученное отверстие в пределах упругих деформаций впрессовывают ступенчатый штифт 3, диаметр которого равен диаметру стержня заклепки 4. После чего сжимают пакет пластин прижимом 5 и матрицей 6 и осуществляют пробивку отверстия в пластине из углепластика 2 стержнем заклепки 4 со стороны, противоположной введению ступенчатого штифта 3 в металлическую пластину 1, и одновременную постановку стержня заклепки 4 в отверстие металлической пластины 1и выпрессовку из него ступенчатого штифта 3. Во время указанного процесса отделяемьй материал углепластика подвергается радиальному сжатию. Стержень заклепки 4 в металлической пластине 1 устанавливают с на-рягом, а со стороны пластины из углепластика 2на стержень заклепки 4 надевают шайбу 7 и выполняют замыкающую головку. Предложенным способом бьш склепан пакет пластин из углепластика .толщиной 1,5 мм и металла Д 16АТ толщиной 6 мм заклепкой из
сплава В65 диаметром 4 мм. В пласти- не из Д16АТ вьтолняли пробивкой чистовое отверстие дааметрон 3,850 мм, впрессовывали в него штифт диаметром 4,085 мм. Сжимали пакет и пробива ли-отверстие в пластине из углепластика с одновременной выпрессовкой штифта из отверстия в металлической |шастине стержнем заклепки на магнитно-импульсной установке МИУ-10 с максимальной запасаемой энергией ЮкДж. Выполняли закладную головку.
Предложенный способ клепки пакетов пластин, одна из которых выполнена из металла, а другая - из углепластика, позволяет повысить вибропрочностные характеристики соединения на 20-25% rib сравнению с известным способом.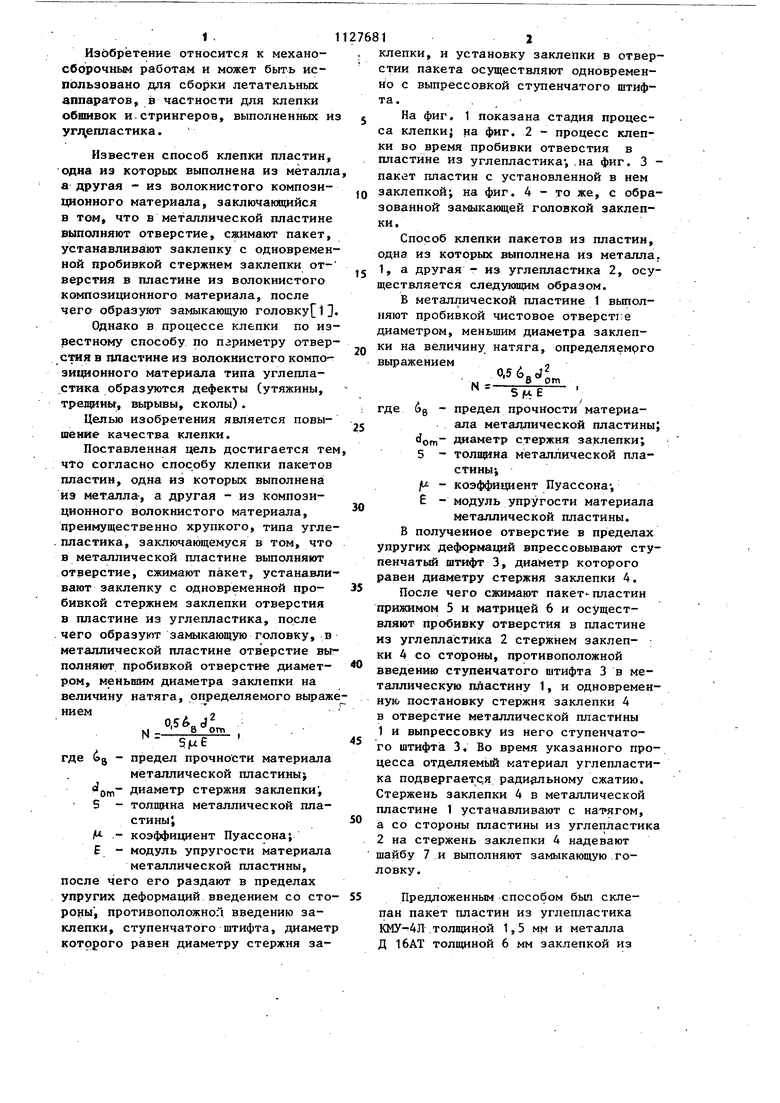
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения клепкой двух пластин из различных материалов | 1982 |
|
SU1085665A1 |
| Способ усталостных испытаний листовых материалов с отверстиями под крепежные элементы | 1984 |
|
SU1225934A1 |
| Способ клепки смешанных пакетов | 1983 |
|
SU1199415A1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
| Способ клепки | 1979 |
|
SU829308A1 |
| Способ клепки | 1991 |
|
SU1784399A1 |
| Способ клепки | 1979 |
|
SU821023A1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2074046C1 |
| Способ клепки | 1991 |
|
SU1787644A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
СПОСОБ КЛЕПКИ ПАКЕТОВ Ш1АСТИН, одна из которых выполнена из металла, а другая - из волокнистого композиционного материала, преимущественно хрупкого, типа углеш1астика, заключающийся в тон, что в 1етшш1|ческой пластине выполняют отверстие, сжимают пакет, устанавливают заклепку с. одновременной провивкой стержнем заклепки отверстия в пластине из углепластика, после чего образупот замыкающую головку, о т л . «/(1 . V, .. П I , чающийся тем, что, с целью повышения качества клепки, в металлической пластине выполняют пробивкой отверстие диаметром, меньшим диаметра заклепки на величину натяга, . определяемого вьфажением |2 , N 5/ . &вгде предел прочности материала металлической пластины; диаметр стержня заклепки, S - толщина йеталлической пла-. стины} /U - коэффициент Пуассона - модуль упругости материала металлической пластины после чего его раздают в пределах упругих деформаций введением со стороны, противоположной введению заклепки, ступенчатого штифта, диаметр которого равен диаметру стержня за клепки, и установку- заклепки в отверстии пакета осуществляют одновременно с выпрессовкой ступенчатого штифта. м бд 00
Фил.2
Фиг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свцд тельство СССР по заявке 3384510/25-27, | |||
| ,кл, В 21 J 15/02, 02.02.82 | |||
