Изобретение относится к порошковой металлургии, а именно ,к устройствам для горячего Динамического прессования заготовок из металлических порошков.
Известно устройство для горячего деформирования заготовок, содержащее верхний и нижний штампы и систему охлаждения жидкоС1ою
Недостаток указанного устройства заключается в невысокой стойкости рабочих частей устройства, которая является следствием появления трещин в результате взаимодействия рабочей поверхности штампа, имеющей температуру 500-600 0, с охлаждающей жидкостью.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для горячего динамического прессования заготовок из порошков, содержащее пуансон с полостью, размещенную в ней вставку и штуцеры для подвода охлаждающей жидкости С.
Недостатком известного устройства ,являетсяего небольшая стойкость, объясняющаяся ослаблением поперечного сечения пуансона полостью, используемой для охлаждения инструмента, т.е. низкой конструктивной прочностью.
Цель изобретения.- повыш.ение конструктивн.ой прочности устройства.
Цель достигается тем, что в устройстве для горячего динамического прессования заготовок из порошков, содержащем пуансон с полостью, размещенную в ней вставку и штуцеры для подвода охлаждающей жидкости, вставк выполнена с конической фаской на нижнем торце, с винтовой канавкой на боковой поверхности и вертикальными каналами, соединенными с канавкой, причем вставка установлена с натягом по диаметру полости.
При этом вставка выполнена, из материала с пределом прочности, равным или большим предела прочности материала пуансона.
На чертеже представлено предлагаемое устройство, разрез.
Устройство состоит из пуансона 1, в цилиндрической полости которого размещена вставка 2 с винтовой канав кой 3 на боковой поверхности, пуансо крепится в держателе 4 и проставке 5 винтами 6, каналы А и Б пуансона для
подачи и отвода охлаждающей среды уплотнены медными кольцами 7. Отвод и подвод охлаждения осуществляется через штуцеры 8 и 9. Вставка сопрягается с пуансоном своим нижним торцом по конической поверхности 10. Материал вставки имеет предел прочности, равный или больший предел прочности материала пуансона.
В случае изготовления вставки из материала, предел прочности которого меньше предела прочности материала пуансона, увеличение конструктивной прочности устройства инструмента не наблюдается вследствие пластической, деформации вставки. Верхний предел механических свойств материала вставки определяется составом существующи сталей и их термической обработкой.
Устройство работает следующим образом.
Устройство соединяется посредство штуцеров 8 и 9 и системой охлаждения (не показана) .
Заготовка, изготовленная из металлического порошка на основежелеза и нагретая до 950°С, устанавливается в устройство, после чего устройство перемещгиот вниз и деформируют заготовку, при этрм оно подвергается температурному воздействию, а также воздействию технологического усилия. В процессе работы устройство охлаждают, подавая охлаждающую жидкость через канал Б в винтовую канавку 3, выполненную во вставке 2, охлаждающа жидкость удаляется из устройства через канал А, в процессе прессования рабочее усилие распределяется между пуансоном 1 и вставкой 2. После прессования устройство поднимают вверх и извлекают отпрессованное изделие.
Пример. Пуансон изготавливают из стали 5ХНМ, закаливают при в масло, отпуск производят при , после термообработки материал имеет механические свойства: 6 146 кгс/мм2, 5 9,5%. Ц 42%, «„ 3,8 кгс.м/см. Вс тавку устанавливают в пуансон по посадке с натягом (например
)
Материал вставки - сталь ЭП 761. Ьв 250 кгс/мм. «к 3-4 кгс-м/см ..
3 ., ;i
Устройство используют при штампов ке спеченных заготовок из металлического порошка на основе железа ПХ4М, нагретых до 1150-1200 С.
Удельные давления, действующие на устройство, составляют 50 кгс/мм..
Во время работы вставка не имеет контакта с нагретым металлом, а условия охлаждения позволяют поддержи;вать температуру вставки в пределах 50С. Вьтолнение вставки с винтовой канавкой по большей поверхности создает условия наилучшего охлаждения вставки и пуансона, что позволя.ёт исключить пластические деформации устройства. Уставка встав
276S8 .
ки с натягом обеспечивает б9лее
равномерное распределение напряжений в устройстве и повьппение его стойкости. Сопряжение вставки нижним 5 торцом с пуансоном по коническим плоскостям обеспечивает увеличение поверхности взаимодействия указанных деталей, что приводит к уменьшению контактных напряжений и увеличению 10 конструктивной прочности устройства.
Стойкость предлагаемого устроййтва повьш1ена до 25 тыс. .циклЪв.:
Экономический эффект от исполь15 зования инструмента составил 2392 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий сложной формы из металлического порошка | 1981 |
|
SU977111A1 |
| Инструмент для объемного горячего деформирования | 1978 |
|
SU780921A1 |
| Способ изготовления бандажированных матриц | 1977 |
|
SU727276A1 |
| СПОСОБ ИМПУЛЬСНОЙ ОБЪЕМНОЙ ШТАМПОВКИ КОМПОЗИТНЫХ НАНОМАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ОБЪЕМНОЙ ШТАМПОВКИ КОМПОЗИТНЫХ НАНОМАТЕРИАЛОВ | 2012 |
|
RU2608006C2 |
| Штамп для горячего деформирования | 1977 |
|
SU656730A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2659558C2 |
| Способ изготовления порошковой проволоки и устройство для его осуществления | 1990 |
|
SU1780925A1 |
| Пуансон для закрытой матрицы горячего штампа | 2019 |
|
RU2711688C1 |
| Способ охлаждения нижней части горячего штампа и устройство его реализации | 2017 |
|
RU2670508C1 |
| Молотовой штамп | 1983 |
|
SU1152698A1 |
1, УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ДИНАМИЧЕСКОГО ПРЕССОВАНИЯ ЗАГО.ТОВОК ИЗ ПОРОШКОВ, содержащее пуансон с полостью, размещенную в ней вставку и штуцеры для подвода охлаждающей жидкости, отличающееся тем, что, с целью повьшения конструктивной прочности, вставка выполнена с конической фаской на нижнем торце, с винтовой канавкой на боковой.по.верхности и вертикальными каналами, соединенными с канавкой, причем вставка установлена с натягом по диаметру полости, 2. Устройство по п. 1, о т л ичающееся тем, что вставка выполнена из материала с пределом прочности, равньм.или большим предела прочности материала пуансона. (Л ю м Од 00 00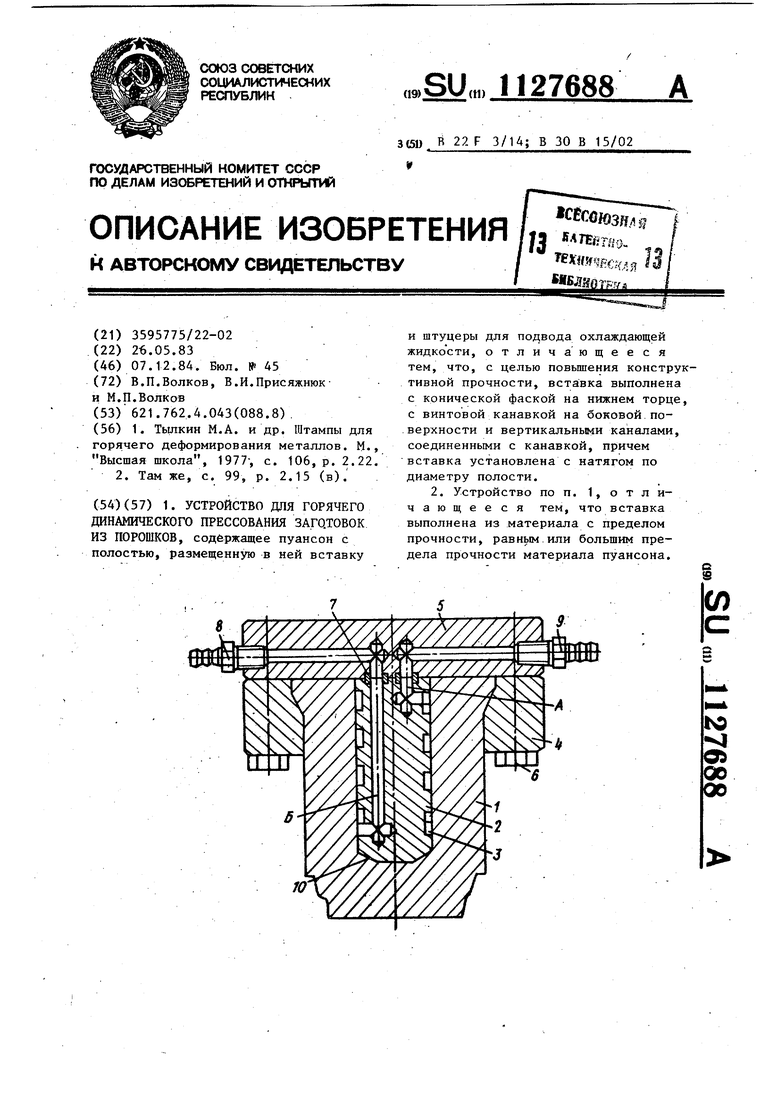
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штампы для горячего деформирования металлов | |||
| М., Высшая школа, 1977-, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
