Предлагаемое изобретение относится к области литейного производства с последующей термомеханической обработкой материала и может быть использовано для получения литья любых металлов и неметаллов, включая объемные наноматериалы и композиты.
В качестве аналога предлагаемого изобретения предлагается изобретение "Способ штамповки и импульсной обработки жидкого металла - "Импульсной объемной штамповки" (RU 2194595, С2, 7 B22D 18/02, 10.03.2000 г.) [1]. В данном изобретении получение расплава производится в дисковой заготовке за счет плавления индуктором. Заготовка установлена нижним торцом на пуансон и в момент ее расплавления пуансон с расплавом движется вверх, а навстречу ему начинает двигаться штамп, куда в итоге попадает расплав. Этот метод обеспечивает высокую плотность металла, однородный химический состав и особо мелкокристаллическую структуру. В отдельных случаях возможно получение аморфной структуры металла. Данный способ нашел применение для изготовления деталей особосложной формы.
Наиболее близким техническим решением, в качестве прототипа, может считаться способ высокоскоростного затвердевания расплавов (ВЗР) [2].
Одним из наиболее перспективных направлений современного материаловедения является использование сверхвысоких скоростей охлаждения расплава при затвердевании. Наукоемкие технологии получения быстрозакаленных материалов позволяют повысить растворимость легирующих элементов в твердом растворе, устранить макро- и микроликвацию, получить метастабильные фазы и новые структурные состояния - аморфное, квазикристаллическое, нанокристаллическое, микрокристаллическое и др. Под названием ВЗР понимается группа методов, основанных на быстром охлаждении расплава. Сюда относится экстракция расплава из ванны (melt extraction), из подвешенной капли (pendant drop melt extraction), метод боковой подачи расплава (melt overflow, melt drag) и некоторые другие процессы. Решающий вклад в развитие этих методов вносит научная школа под руководством академика Б.С. Митина.
Затвердевание расплавленного металла со сверхвысокими (более 105 К/с) скоростями охлаждения позволяет с достаточно высокой производительностью получать практически всю гамму аморфных и микрокристаллических материалов. Отвод тепла от затвердевающего расплава может осуществляться излучением, конвекцией и теплопроводностью. Для эффективного теплоотвода необходимо уменьшать размер частиц, что увеличивает отношение площади поверхности S к массе m или V-объему частиц. Например, при уменьшении диаметра сферы в 2 раза ее объем уменьшается в 8 раз, тогда как площадь поверхности уменьшается только в 4 раза. Следовательно, отношение S/V возрастает в два раза. Отсюда следует, что при сохранении постоянным коэффициента теплообмена количество отводимого в единицу времени тепла возрастает, скорость охлаждения расплава увеличивается.
Как известно из теории теплообмена, наиболее интенсивная передача тепла возможна в непосредственном контакте расплавленного металла с теплоотводящей твердой подложкой. При передаче тепла теплопроводностью возможно достижение скоростей охлаждения до 108 и даже 1010 К/с. Быстрой закалкой возможно получение двух типов микроструктур материалов: с аморфной структурой и с поликристаллической, которую часто называют микрокристаллической структурой. В традиционной металлургии для этого используют следующие методы литья [1]: 1) литье методом жидкой прокатки; 2) жидкую штамповку или литье выдавливанием; 3) непрерывное и полунепрерывное литье; 4) литье намораживанием. Отливки приобретают высокую плотность и механические свойства благодаря интенсивному теплоотводу и одновременному горячему деформированию литой структуры в период кристаллизации. В результате высоких скоростей охлаждения достигается метастабильное состояние структуры с размером зерна менее 10 мкм.
Быстрая закалка из расплава позволила получить металлы в виде проволоки и ленты с повышенной пластичностью за счет образования метастабильной структуры. Как показали исследования, после высокоскоростного затвердевания расплава изменяются и прочностные характеристики металла вследствие образования метастабильного состояния. Быстрая закалка приводит к образованию неравновесной структуры с пересыщенными твердыми растворами, при этом структура отличается анизотропией роста кристаллов, поэтому возможно также пластифицирование металла использованием гомогенизирующих отжигов, которые приводят к перераспределению элементов без заметного роста зерна.
Преимущество быстрой закалки заключается в том, что проволока или лента заданных размеров получается за одну технологическую операцию. При этом, что характерно для быстрой закалки, поверхность продукции отличается низким содержанием оксидных пленок, а это в дальнейшем позитивно влияет на процессы компактирования.
Однако широкому использованию материалов ВЗР для компактных заготовок препятствует не только низкая производительность имеющегося оборудования, но и отсутствие опыта по компактированию таких нестандартных материалов, какими являются волокна ВЗР, например жаропрочных никелевых сплавов. Использование материала в условиях, требующих высоких эксплуатационных свойств, возможно только при достижении абсолютной его плотности, т.е. устранении всех видов пористости. Для решения этих задач исследования ведутся в двух направлениях: непосредственное уплотнение порошка с достижением абсолютной плотности и предварительное формование порошка с последующей обработкой полученной заготовки до 100%-ной плотности. Первое направление неприемлемо для волокон ВЗР, так как последние обладают низкой насыпной плотностью, а измельчение таких материалов приводит к их сильному загрязнению.
Второе направление предусматривает получение промежуточной заготовки, затем ее уплотнение холодной или горячей обработкой, давлением или жидкофазным спеканием. Для получения из пористой заготовки полуфабриката со 100%-ной плотностью и размером зерна 1-2 мкм необходимо компактировать и спекать дисперсные ВЗР материалы при 1000-1050°С путем горячего изостатического прессования, экструзии, штамповки или другими методами. Полуфабрикат с такой структурой может быть обработан в условиях сверхпластичности с целью получения изделий сложной формы, жаропрочного листа или сразу подвергнут механической и термической обработке. Окончательный отжиг ВЗР материалов с целью получения оптимальных размеров (0,3-1 мкм) зерна можно проводить при более высоких температурах, чем, например, гранульных материалов, что значительно сокращает время термической обработки материала, но в любом случае - это достаточно трудоемкий и дорогостоящий процесс.
Поэтому на сегодня основная доля на рынке наноматериалов (до 95%) представлена в виде порошков. Оставшаяся доля объемных наноматериалов представляет из себя образцы, спрессованные из порошков, в которых удалить пористость не удается, и менее 1% - это монолитные образцы, которые не имеют достаточно большого размера. Так, например, объемные материалы, полученные методом интенсивной пластической деформации за счет кручения под давлением, имеют максимальный размер по диаметру 20 мм и по высоте 2 мм. Образцы прутков, полученные методом углового прессования, могут достигать диаметра не более 12 мм. Поэтому габариты производимых материалов ограничивают круг их широкого применения в промышленности. Получение объемных наноматериалов больших габаритов было достигнуто методом всесторонней изотермической ковки, но, как отмечено специалистами, экономическая целесообразность применения данного метода оправдывает себя только при изготовлении очень ответственных деталей, так как данный метод энергетически очень затратен и занимает много времени для достижения необходимой наноструктуры. Всеми производителями монолитных объемных материалов отмечено, что выход на наноструктуру тем быстрее и экономичней, чем мельче структура исходной заготовки, предназначенной под деформацию.
Поэтому была поставлена задача, используя возможности метода ИОШ с наименьшими временными и экономическими затратами, разработать способ получения объемных наноматериалов, включая аморфные и различные композиционные материалы в промышленном масштабе.
Так, например, сегодня при производстве промышленных титановых слитков диаметром до 1000 мм преследуется цель производства большого объема металла, но при этом структурное качество титана низкое, так как величина зерна находится в пределах от 10 до 20 мм. Поэтому для получения необходимых свойств металл подвергают длительной деформационной обработке. Экономичное и высокопроизводительное получение титана на стадии выплавки приводит в дальнейшем к большим временным и экономическим затратам на стадии его деформации. Напротив, методом высокоскоростного затвердевания расплавов (ВЗР) удается получать сразу мелкокристаллическую или аморфную структуру металла, которая имеет высокие механические свойства. Но скорость и объемы производимого металла этим методом для промышленности недостаточны. Диаметры получаемых мини-слитков методом ВЗР могут достигать не более 1÷6 мм. То есть для промышленного производства подобных материалов требуется подобрать такую технологию, которая позволяет получить слиток большого диаметра, но имеющего мелкозернистую структуру, для того чтобы в дальнейшем путем стандартной деформации можно было получить металл с наноструктурой.
Для того чтобы получить отливку с мелкозернистой структурой, необходимо обеспечить высокую скорость охлаждения расплава. При получении большого слитка сразу получить мелкозернистую структуру нельзя, так как отвод тепла из расплава будет происходить с небольшой скоростью. Поэтому слиток большого объема необходимо производить из слитков малого объема.
На первой стадии, производя партию малых слитков и далее, объединяют эту партию между собой новым расплавом металла. Поэтому расплаву необходимо придать высокую скорость для заполнения полостей малого диаметра. Для классического литья под давлением скорость впускного потока расплава может достигать 100 м/сек, что способствует качественному оформлению рельефа отливок сложной конфигурации. Кроме того, на формирование структуры металла из расплава при классическом литье под давлением положительное влияние может оказывать давление. Поэтому литье под давлением можно было бы применять для создания мелкокристаллической структуры металлов, но в связи с использованием при этом способе камеры прессования, нельзя обрабатывать материалы с температурой плавления более 1800°С. Кроме того, при прохождении расплава через питатели малых сечений расплав, попадая в форму, распыляется и кристаллизуется с пористостью.
Новый метод основан на следующем. При осуществлении импульсной объемной штамповки (ИОШ) скорость расплава, заполняющего штамп, может быть значительно выше скорости 100 м/сек, так как расплав получает ускорение за счет встречного столкновения пуансона и штампа. В технике данный метод еще называют двойным молотом. При столкновении возникает очень большой импульс силы, который сообщает расплаву большое ускорение. Данная особенность этой технологии позволяет добиться получения деталей особой сложности, включая производство тонкостенных отливок. Кроме того, на данном оборудовании может производиться обработка различных материалов, включая плавление самых тугоплавких металлов и неметаллов, что позволяет использовать метод ИОШ для получения самого широкого спектра композиционных материалов, включая получение материалов с наноструктурой или аморфной структурой.
С использованием метода ИОШ предлагается промышленное освоение способа производства объемных материалов с аморфной и наноструктурой, а также различных композиционных материалов. Предлагаемый способ позволяет наладить производство этих материалов в промышленном масштабе. На сегодня, чтобы произвести в небольшом количестве объемные наноматериалы, нужно преодолеть большие технические трудности.
Технический результат, обеспечиваемый изобретением, получение в большом объеме слитка мелкозернистого строения за счет объединения мини-слитков и возможность получения различных композиций.
Целью предлагаемого изобретения является повышение эффективности использования и расширение технических возможностей за счет объединения в предлагаемом способе наиболее полезных признаков, применяющихся в аналогах и прототипе, которые позволяют с наименьшими затратами и наибольшей скоростью производить материалы с особыми свойствами в промышленных масштабах.
Поставленная цель достигается тем, что в способе импульсной объемной штамповки композитных наноматериалов, включающем получение расплава из переплавляемой посредством индуктора заготовки, расположенной на пуансоне, перемещение пуансона и штампа навстречу друг другу до соударения и заполнение расплавом полостей штампа под действием импульсного давления, согласно изобретению в штамп устанавливают вставку с отверстиями и формируют блок мини-слитков с пресс-остатком, извлекают его из штампа, помещают блок мини-слитков в штамп пресс-остатком вверх и заполняют полости, образованные между мини-слитками блока, новой порцией расплава под действием импульсного давления с формированием монолитной заготовки. Перед заполнением штампа расплавом в отверстия вставки устанавливают стержни, имеющие меньший диаметр, чем диаметр полости, на блок мини-слитков наносят покрытие для соединения блоков переходным слоем.
Устройство для импульсной объемной штамповки композитных наноматериалов содержит камеру плавления, индуктор, пуансон с размещенной на нем переплавляемой заготовкой, штамп, установленный над индуктором, при этом штамп и пуансон установлены с возможностью встречного перемещения до соударения, устройство отличается тем, что в штампе выполнена полость, служащая камерой прессования, и установлена вставка, в которой высверлены отверстия для формирования мини-слитков, объединенных пресс-остатком.
Для осуществления способа используется устройство импульсной объемной штамповки (ИОШ), изображенное на фиг. 1, которое содержит камеру плавления 1, индуктор 2, диск 3, пуансон 4, штамп 5. Для плавления тугоплавких металлов и неметаллов устройство может содержать независимый источник нагрева 6 (лучевую или плазменную пушку). Диск 3 установлен непосредственно на охлаждаемом пуансоне 4. Над индуктором установлен штамп 5, в котором соосно с пуансоном и диском в нижней части выполнена цилиндрическая полость, служащая в дальнейшем камерой прессования. Плавление диска 3 происходит сразу с момента включения индуктора. Индуктор 2 охватывает расплав металла таким образом, что способен удержать его боковую поверхность в полувзвешенном состоянии. После расплавления основной массы заготовки происходит штамповка расплава в штамп 5 за счет его встречного движения в сторону движущегося пуансона 4.
Для того чтобы расплавить такие тугоплавкие металлы, как ниобий, молибден или вольфрам, температура плавления которых превышает 2000°С, недостаточно только одного индукционного нагрева. Для этого требуется дополнительный подогрев. На фиг. 1 изображена лучевая пушка 6, которая может одновременно разогревать и плавить заготовку совместно с индуктором. При плавлении металлов лучевой подогрев может значительно ускорять процесс плавления металла. Более того, обеспечивая подогрев с торцевой части заготовки, можно добиться более плоского фронта плавления, при этом увеличив КПД использования металла. За счет подогрева увеличивается температура расплава, а следовательно, его жидкотекучесть, что позволяет формировать более сложные детали. В качестве дополнительного источника подогрева можно использовать плазматрон, электродугу с расходуемым или нерасходуемым электродом.
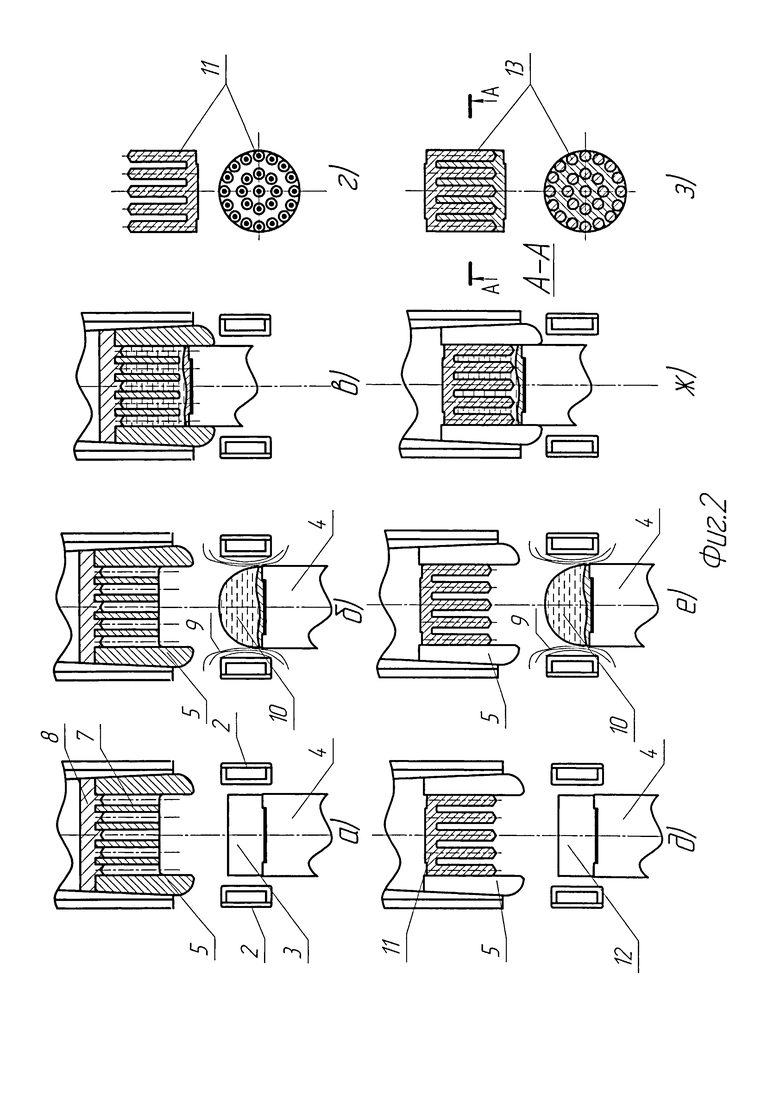
На Фиг. 2 показана схема производства заготовки. Внутрь индуктора 2 на пуансон 4 устанавливается переплавляемый диск металла 3, сверху которого расположен штамп 5, включающий центральную вставку 7, в которой высверлены отверстия небольшого диаметра, сверху закрытые упором 8. После включения индуктора (Фиг. 2,б) магнитное поле 9 плавит диск, образуя расплав 10 и одновременно удерживает его во взвешенном состоянии. После этого штамп 5 и пуансон 4 с расплавом 10 двигаются на встречу друг другу до соударения (Фиг. 2,в). Расплав, достигая штампа, сначала попадает в камеру прессования, затем, сжимаясь под импульсом давления, начинает заполнять полости вставки 7, двигаясь по ним с высокой скоростью до соударения с упором 8. После соударения возникает второй импульс давления, расталкивающий друг от друга штамп и пуансон. Для предотвращения расталкивания на штамп и пуансон накладывается дополнительное давление, предотвращающее их расхождение, под действием которого начинает окончательно формироваться структура множества мини-слитков во вставке 7. После кристаллизации расплава полученные мини-слитки и пресс-остаток представляют единый первый блок 11, который извлекается из штампа (Фиг. 2,г).
Для упрощения технологического процесса, снижения экономических затрат и увеличения скорости производства полученные мини-слитки не отделяются от пресс-остатка и далее первый блок 11 снова помещают в штамп 5 (Фиг. 2,д), предварительно развернув его на 180° пресс-остатком вверх, а вершинами мини-слитков вниз. На пуансон 4 устанавливается новый диск 12. После плавления диска образуется расплав 10, который удерживается в магнитном поле 9 (Фиг. 2,е). Вторая штамповка (Фиг. 2,ж) производится с целью заполнения расплавом полостей, образованных между мини-слитками первого блока 11.
Во время второй штамповки расплав 10 охлаждается с высокой скоростью за счет отвода тепла штампом 5 и первым блоком 11. При этом масса первого блока 11 подбирается таким образом, чтобы тепло от расплава 10 не могло произвести вторичной рекристаллизации, а именно укрупнения ранее полученной структуры первого блока 11. Во время охлаждения расплава 10 вокруг мини-слитков первого блока 11 происходит одновременная кристаллизация и обжатие мини-слитков образующейся твердой фазой. Сила термообжатия очень большая, поэтому сформированная двухкомпозиционная заготовка 13 (Фиг. 2,з) под последующую деформацию может иметь плотную структуру, равную 100% плотности монолитных слитков.
Таким образом, по новому методу можно произвести двухкомпозиционную заготовку 13, которая, имея крупные габариты и большой объем, имеет мелкозернистую структуру или аморфную структуру. При создании крупногабаритных слитков по обычной технологии данного эффекта добиться невозможно, так как скорость охлаждения расплава при этом очень низкая. Новый метод позволяет добиться такого эффекта за счет того, что заготовка формируется последовательно из двух или нескольких блоков. Необходимо учесть, что образованию мелкозернистых структур при использовании метода ИОШ будет способствовать динамический фактор, отличающий этот способ от способа ВЗР.
В связи с тем, что расплав металла движется с высокой скоростью внутри полостей малого сечения, внутреннее давление его падает, поэтому он может охлаждаться ниже температуры кристаллизации, которую имеет при обычном давлении. После того как расплав заполнил все полости штампа, в этот момент происходит гидроудар, вызывающий резкий скачок давления в расплаве, т.е. внутреннее давление в нем повышается в виде импульса. Данный фактор способствует быстрому переходу жидкой фазы в твердую, так как при повышении давления, расплавы кристаллизуются при больших температурах. Расплав, который потерял достаточно большое количество теплоты, будучи под низким давлением, при накладывании на него высокого давления будет переходить в твердую фазу практически мгновенно по всему объему.
На Фиг.2 показана схема получения заготовки с использованием технологии «снизу-вверх» за две операции. Слиток, созданный по этой схеме, состоит из двух блоков - первого, состоящего из множества мини-слитков, которые расположены на пресс-остатке и второго, который охватывает и обжимает каждый мини-слиток первого блока. Расстояния между мини-слитками первого блока подбираются так, чтобы сформировать из расплава второй блок с микрокристаллическим или аморфным строением. Для придания особых свойств заготовке, которая производится из двух блоков, второму блоку не обязательно формировать структуру, равную по величине в первом блоке. Поэтому она может быть как больше, так и меньше.
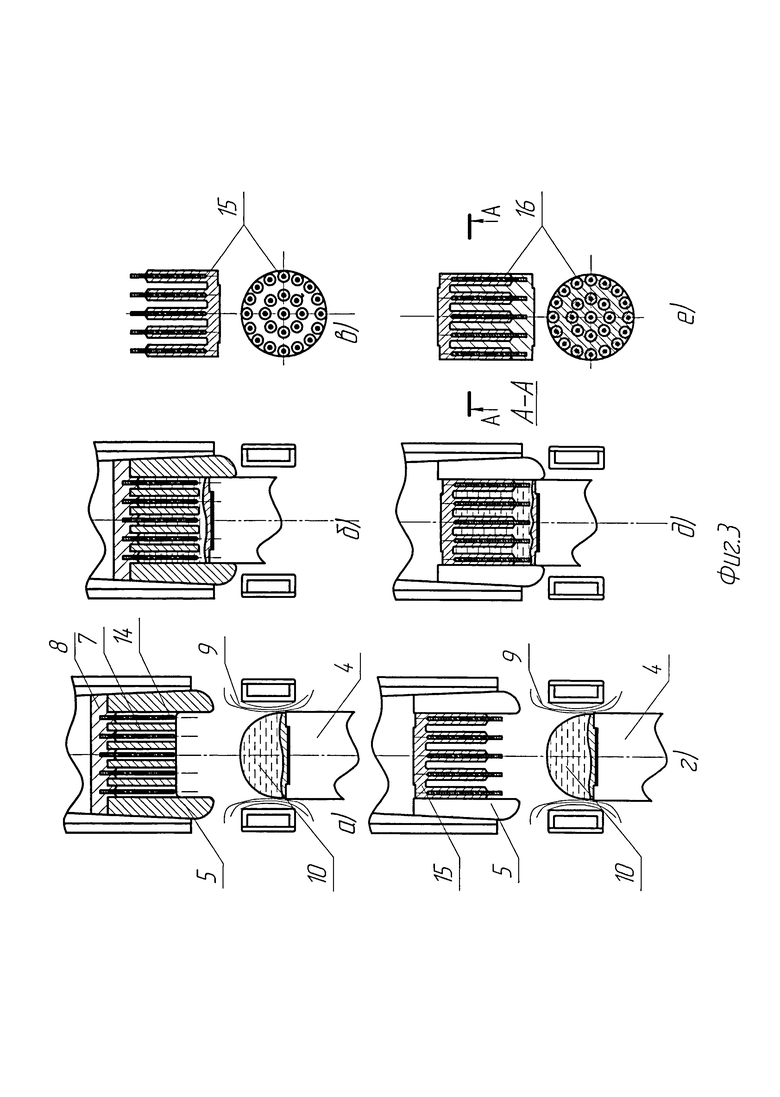
Заготовка может быть создана по другой схеме, изображенной на Фиг.3, из трех блоков. В качестве первого блока (Фиг.3,а) применяются отдельные стержни 14, которые можно изготовить отрезкой мини-слитков от пресс-остатка, из проволоки, или другим способом, которые будучи меньше по диаметру устанавливаются в отверстия вставки 7, центруясь в упоре 8. После штамповки расплава 10 (Фиг.3,б) получают на Фиг.3,в второй блок 15, куда входит материал стержней 14 и материал расплава 10. Далее по той же схеме, изображенной на Фиг.3,г, второй блок 15 устанавливают в штамп 5, предварительно повернув его на 180°. На Фиг.3,д изображен момент штамповки расплава 10 на второй блок 15, который формирует третий блок, скрепляющий металл в трехкомпозиционную заготовку 16. Полученная таким образом заготовка из трех блоков может иметь более мелкозернистую структуру и может обладать более широким спектром свойств получаемого материала или композиции материалов.
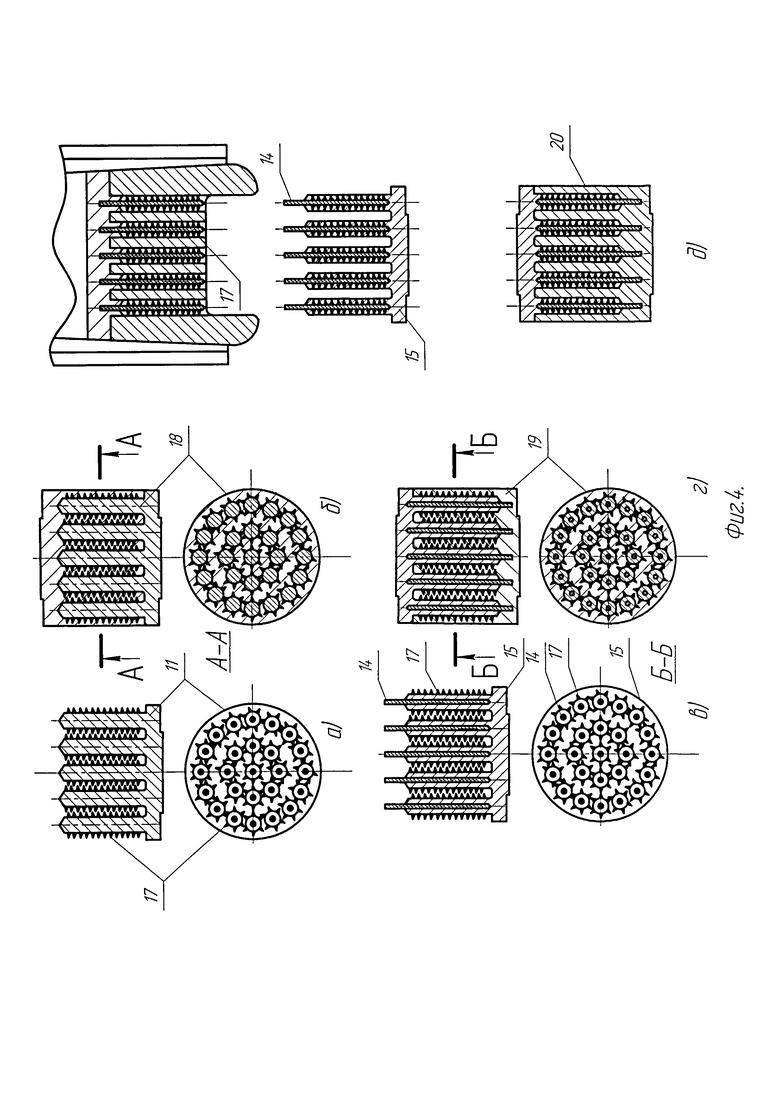
На Фиг.4 показано несколько различных схем формирования заготовки, где используется нанесение покрытий на созданные блоки. Данные покрытия могут иметь форму переходных слоев, которые служат для соединения различных блоков. Так, например, при производстве композиционных заготовок из различных по свойствам материалов для объединения их в единый монолит требуется переходный слой, который обладает общими свойствами этих материалов.
На Фиг.4,а, б показана схема создания заготовки из трех блоков. На Фиг.4,а показан первый блок 11, на который нанесен отдельным способом промежуточный слой 17. Задача этого слоя послужить связующим звеном для соединения различных материалов, если первый блок 11 изготовлен из материала с несовместимыми свойствами с материалом последнего блока формируемой трехкомпозиционной заготовки с переходом 18.
Другой задачей промежуточного слоя 17 может служить создание трехкомпозиционной заготовки с переходом 18 из однородного материала, имеющей более мелкозернистое строение. Промежуточный слой 17 выполняют для этого не в виде сплошного гладкого слоя, а в виде игольчатого строения. Тем самым при нанесении расплава этот слой служит катализатором центров кристаллизации в расплаве, по другому «холодильником», что позволяет более интенсивно охлаждать расплав и формировать из него металл с более мелким зерном. Также промежуточный слой 17 может быть сформирован из нитевидных кристаллов, имеющих на сегодня наибольшую прочность. За счет этого возможно произвести заготовку, имеющую на сегодня самую высокую прочность.
Третьей задачей промежуточного слоя 17 может служить создание трехкомпозиционной заготовки с переходом 18, в которой равномерно распределен объем необходимого вещества, из которого производится промежуточный слой 17. Технически достаточно сложно производить заготовки, где регламентировано в нужной концентрации и с равной плотностью распределяются упрочняющие или другие специализированные включения. Создавая заготовку по данной схеме, эту задачу, возможно, решить, так как на первый блок 11 промежуточный слой 17 можно нанести с нужной концентрацией, а затем расплавом металла зафиксировать в заготовку.
На Фиг.4,в, г показана схема создания четырехкомпозиционной заготовки 19 из четырех блоков, где второй блок 15 упрочнен стержнями 14 и промежуточным слоем 17. Данный пример показывает достаточно широкие возможности производства, как композиционных заготовок, так и монолитных заготовок, созданных блоками из одного материала, но за счет этого имеющих особомелкозернистую или аморфную структуру.
На Фиг.4,д показана схема производства четырехкомпозиционной заготовки с переходом 20 из четырех блоков. На стержни 14 возможно нанесение промежуточного слоя 17 в качестве соединения блоков или в качестве наполнителя, измельчающего структуру расплава или упрочняющего его содержание. Данная схема демонстрирует большие возможности способа по созданию различных комбинаций слитков из различных блоков, количество которых может исчисляться десятками, сотнями и более. Поэтому предлагаемый способ позволяет создавать любые возможные сочетания комбинаций блоков как однородного материала, чтобы достичь структуры заданной величины, так и комбинаций множества блоков из различных материалов, позволяющих достичь свойств материалов, ранее не производимых промышленностью.
Отличительной особенностью предлагаемого способа является то, что данный способ позволяет не только достигать определенной структуры металла в большом объеме создаваемой заготовки, но и сочетания различной комбинации различных материалов в заготовке. Заготовка, созданная из блоков по методу «снизу-вверх», формирует структуру не только за счет теплопередачи, но и за счет изменения давления в расплаве. Поочередное формирование из расплава блоков с возможностью поочередного нанесения на них переходных слоев различной конфигурации позволяет не только достаточно эффективно влиять на структуру конечного изделия, но и контролировать его состав и структуру на протяжении всей технологической цепочки его формирования по всему объему.
Данный способ дает возможность создания широкого спектра однородных материалов и широкого спектра композиционных материалов с особыми свойствами, поэтому может считаться полезным для промышленности.
ЛИТЕРАТУРА
[1]. А.Е.Волков - RU 2194595, C 27 B22D 18/02, 03.2000.
[2]. А.Е.Волков - RU 2353470, C 2 B22D 18/02, 07.2004.
[3]. А.АФогель - Индукционный метод удержания жидких металлов во взвешенном состоянии, - Ленинград: Из-во "Машиностроение". 1989 г.
[4]. Фрэнк У.Уилсон - Высокоскоростное деформирование металлов, - М.: Из-во "Машиностроение". 1966 г.

Изобретение относится к литейному производству. Способ включает получение расплава из переплавляемой посредством индуктора 2 заготовки 3, расположенной на пуансоне 4, перемещение пуансона 4 и штампа 5 навстречу друг другу до соударения. Расплав попадает в камеру прессования и заполняет под действием импульсного давления полости штампа, которые выполнены в виде отверстий во вставке 7. Сформированный блок мини-слитков с пресс-остатком извлекают из штампа, помещают его в штамп пресс-остатком вверх и заполняют полости, образованные между мини-слитками блока, новой порцией расплава под действием импульсного давления с формированием монолитной заготовки. Дополнительно в отверстия вставки устанавливают стержни, имеющие меньший диаметр, чем диаметр полости. На блок мини-слитков наносят покрытие для соединения блоков переходным слоем. 2 н. и 2 з.п. ф-лы, 4 ил.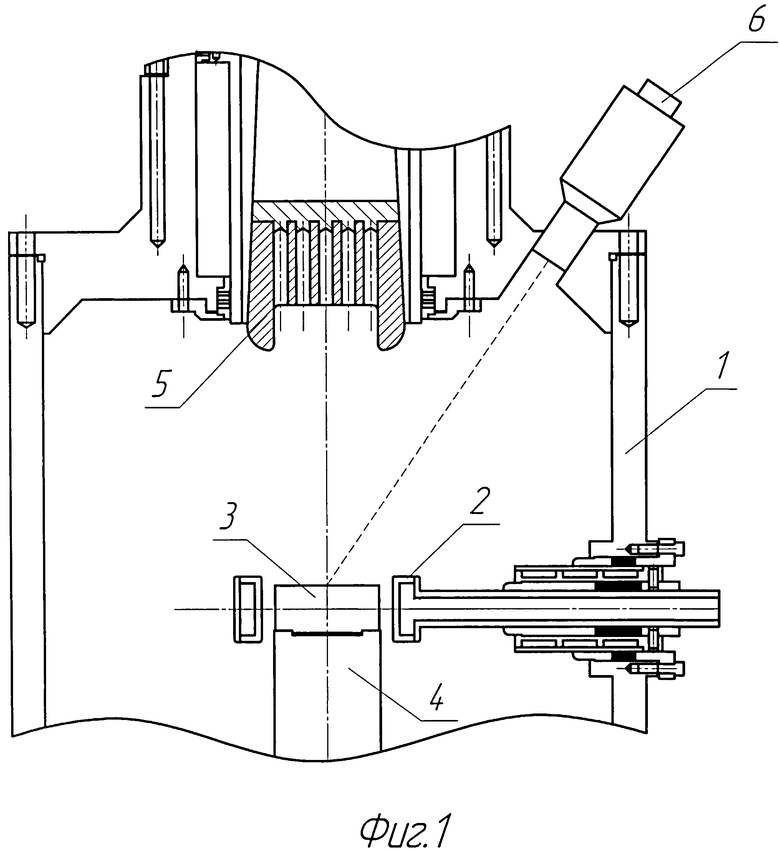
1. Способ импульсной объемной штамповки композитных наноматериалов, включающий получение расплава из переплавляемой посредством индуктора заготовки, расположенной на пуансоне, перемещение пуансона и штампа навстречу друг другу до соударения и заполнение расплавом полостей штампа под действием импульсного давления, отличающийся тем, что в штамп устанавливают вставку с отверстиями и формируют блок мини-слитков с пресс-остатком, извлекают его из штампа, помещают блок мини-слитков в штамп пресс-остатком вверх, и заполняют полости, образованные между мини-слитками блока, новой порцией расплава под действием импульсного давления с формированием монолитной заготовки.
2. Способ по п. 1, отличающийся тем, что перед заполнением штампа расплавом в отверстия вставки устанавливают стержни, имеющие меньший диаметр, чем диаметр полости.
3. Способ по п. 1, отличающийся тем, что на блок мини-слитков наносят покрытие для соединения блоков переходным слоем.
4. Устройство для импульсной объемной штамповки композитных наноматериалов, содержащее камеру плавления, индуктор, пуансон с размещенной на нем переплавляемой заготовкой, штамп, установленный над индуктором, при этом штамп и пуансон установлены с возможностью встречного перемещения до соударения, отличающееся тем, что в штампе выполнена полость, служащая камерой прессования, и установлена вставка, в которой высверлены отверстия для формирования мини-слитков, объединенных пресс-остатком.
| СПОСОБ ШТАМПОВКИ И ИМПУЛЬСНОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА - "ИМПУЛЬСНОЙ ОБЪЕМНОЙ ШТАМПОВКИ" | 2000 |
|
RU2194595C2 |
| Устройство для литья под давлением биметаллических отливок | 1977 |
|
SU732071A1 |
| СПОСОБ И УСТРОЙСТВО ЖИДКОЙ ШТАМПОВКИ ДЛЯ ЛИТЬЯ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ С ИСПОЛЬЗОВАНИЕМ МЕТОДА ИНДУКЦИОННОГО УДЕРЖАНИЯ РАСПЛАВА | 2004 |
|
RU2353470C2 |
| US 4919191 A, 24.04.1990. | |||

