| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления накатных роликов | 1989 |
|
SU1703421A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2185278C1 |
| Способ многониточного резьбошлифования | 1981 |
|
SU975397A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184646C1 |
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
РОЛЖ ДЛЯ НАКАТКИ МНОГОНИТОЧНОГО РЕЗЬБОШЛИФОВАЛЬНОГО КРУГА, содержапщй цилиндрическую часть с кольцевыми нитками постоянного профиля и коническую часть с кольцевыми нитками, имеющими различный профиль, отличающийся тем, что, с целью повышения стойкости круга, профили всех ниток конической части вьшолнены в виде равнобоких треугольников с одинаковыми основаниями, лежащими на одной линии .
X)
ел
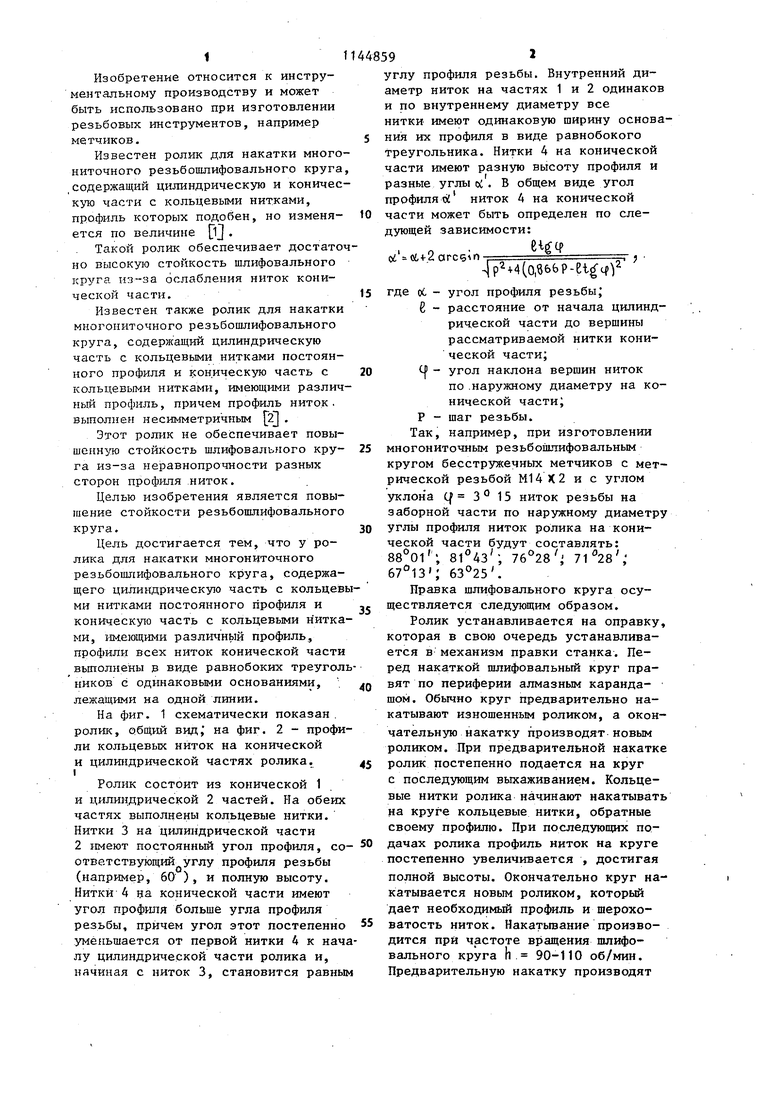
со 1 Изобретение относится к инструментальному производству и может быть использовано при изготовлении резьбовых инструментов, например метчиков. Известен ролик для накатки много ниточного резьбошлифовального круг ,содержащий цилиндрическую и коничес кую части с кольцевыми нитками, профиль которых подобен, но изменяется по величине ij . Такой ролик обеспечивает достато но высокую стойкость шлифовального круга из-за ослабления ниток конической части. Известен также ролик для накатки многониточного резьбошлифовального круга, содержащий цилиндрическую часть с кольцевыми нитками постоянного профиля и коническую часть с кольцевыми нитками, имеющими различ ный профиль, причем профиль ниток. выполнен несимметричным 21, Этот ролик не обеспечивает повышенную стойкость шлифовального круга из-за неравнопрочности разных сторон профиля ниток, Целью изобретения является повышение стойкости резьбошлифовального круга. Цель достигается тем, что у ролика для накатки многониточного резьбошлифовального круга, содержащего цилиндрическую часть с кольцев ми нитками постоянного профиля и коническую часть с кольцевыми нитка ми, 1имеющими различный профиль, профили всех ниток конической части выполнены в виде равнобоких треугол ников с одинаковыми основаниями, лежащими на одной линии. На фиг, 1 схематически показан . ролик, общий вид, на фиг. 2 - профи ли кольцевых ниток на конической и цилиндрической частях ролика. Ролик состоит из конической 1 и цилиндрической 2 частей. На обеих частях выполнены кольцевые нитки. Нитки 3 на цилиндрической части 2 имеют постоянный угол профиля, со ответствующий углу профиля резьбы (например, 60 ), и полную высоту. Нитки 4 иа конической части имеют угод профиля больше угла профиля резьбы, причем угол этот постепенно уменьшается от первой нитки 4 к нач лу цилиндрической части ролика и, начиная с ниток 3, становятся равным 59I углу профиля резьбы. Внутренний диаметр ниток на частях 1 и 2 одинаков и по внутреннему диаметру все нитки имеют одинаковую ширину основакия их профиля в виде равнобокого треугольника. Нитки 4 на конической части имеют разную высоту профиля и разные углы о: . В общем виде угол профиля oi ниток 4 на конической части может быть определен по следующей зависимости: (,4-2 (o,e6bp-et 4V где ct - угол профиля резьбы; С - расстояние от начала цилиндрической части до вершины рассматриваемой нитки конической части; tp - угол наклона вершин ниток по .наружному диаметру на конической части; Р - шаг резьбы. Так, например, при изготовлении многониточным резьбошлифовальным кругом бесстружечнмх метчиков с метрической резьбой М14Х2 и с углом уклона q 3° 15 ниток резьбы на заборной части по наружному диаметру углы профиля ниток ролика на конической части будут составлять: 88°01; 81°43; 67°13; . Правка шлифовального круга осуществляется следующим образом. Ролик устанавливается на оправку, которая в свою очередь устанавливается в механизм правки станка. Перед накаткой шлифовальный круг правят по периферии алмазным карандашом. Обычно круг предварительно накатывают изношенным роликом, а окончательную накатку производят новым роликом. При предварительной накатке ролик постепенно подается на круг с последующим выхаживанием. Кольцевые нитки ролика начинают накатывать на круге кольцевые нитки, обратные своему профилю. При последующих подачах ролика профиль ниток на круге постепенно увеличивается , достигая полной высоты. Окончательно круг накатывается новым роликом, который дает необходимый профиль и шероховатость ниток. Накатьгаание производится при частоте вращения шлифовального круга h 90-110 об/мин. Предварительную накатку производят
311
при подаче, равной 0,015-0,020 мм/об.
окончательную - 0,010-0,012 мМ/об. Ось ролика при накатке должна быть параллельна оси круга.
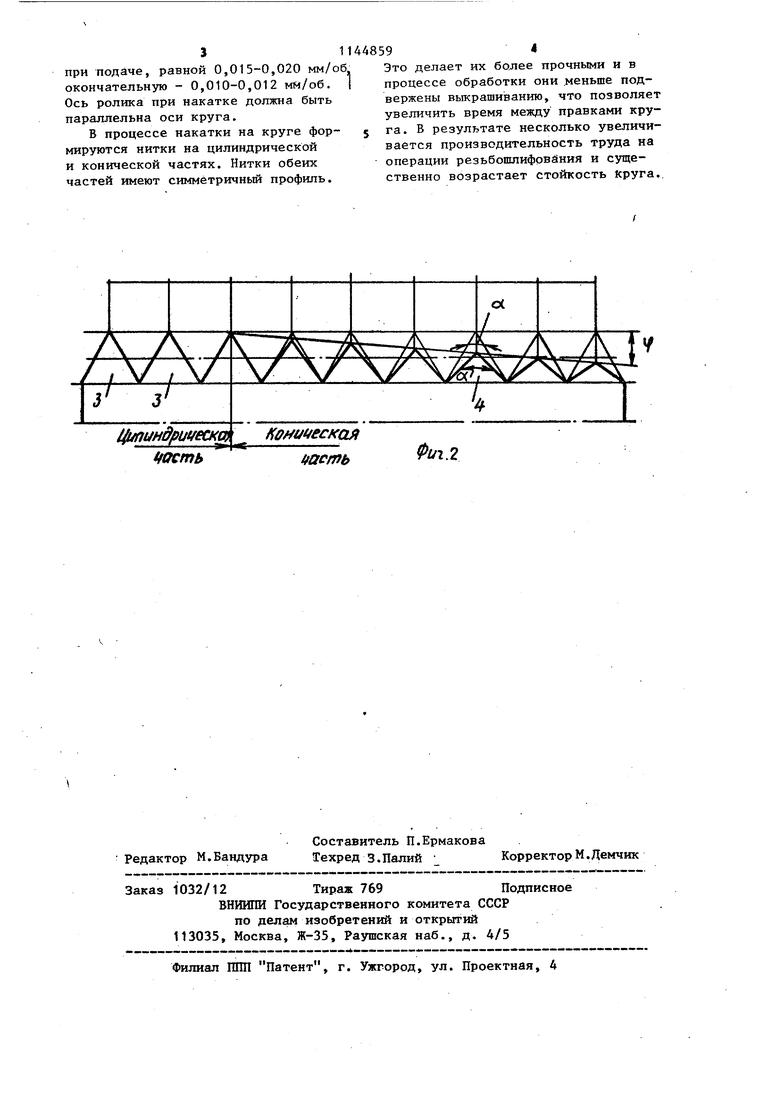
В процессе накатки на круге формируются нитки на цилиндрической и конической частях. Нитки обеих частей имеют симметричный профиль. l UnUH UVKKO Ко/ 1/1/ескай ffffcmb 1ЮС/ПЬ
448594
Это делает их более прочными и в процессе обработки они .меньше подвержены выкраши1ванию, что позволяет увеличить время между правками круга. В результате несколько увеличивается производительность труда на операции резьбошлифовйния и существенно возрастает стойкость круга. Фиг 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Меньшаков В.М | |||
| и др | |||
| Бесстружечные метчики | |||
| М., Машиностроение, 1976, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Датчик силы | 1985 |
|
SU1364915A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
