Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для сборки рамных изделий.
Известно устройство для сборки рамок, состоящее из корпуса с прижимными траверсами и привода I.
Известно также устройство для сборки рамных столярных изделий, включающее станину, траверсы, каретки, механизмы перемещения траверс и кареток, цилиндры обжима, базирующие упоры, опорные столики, нагелезабивные головки и привод 2.
Недостатками известных устройств являются cлoжнoctь обслуживания и невозможность соблюдения техники безопасности.,
Цель изобретения - упрощение обслуживания и повыщение техники безопасности.
Поставленная цель достигается тем, что в устройстве для сборки рамных столярных изделий, включающем станину, траверсы, каретки, механизмы перемещения траверс и кареток, цилиндры обжима, базирующие упоры, опорные столики, нагелезабивные головки и привод, механизм перемещения траверс снабжен узлом одновременного их смыкания, выполненным в виде винтовых и конических зубчатых передач, при этом траверсы выполнены с гибкими направляющими для перемещения элементов привода в виде связанных с траверсами и каретками наборов отрезков пластинчатых цепей.
При этом механизм перемещения кареток выполнен в виде закрепленных на траверсах замкнутых цепных передач:
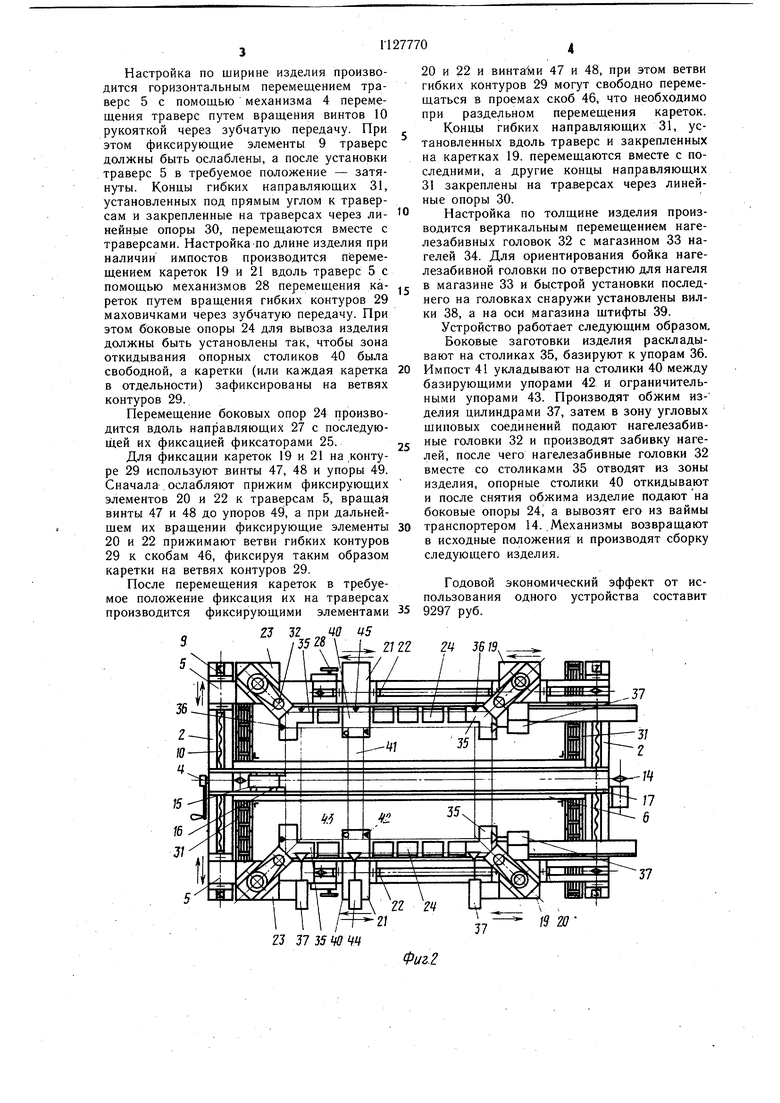
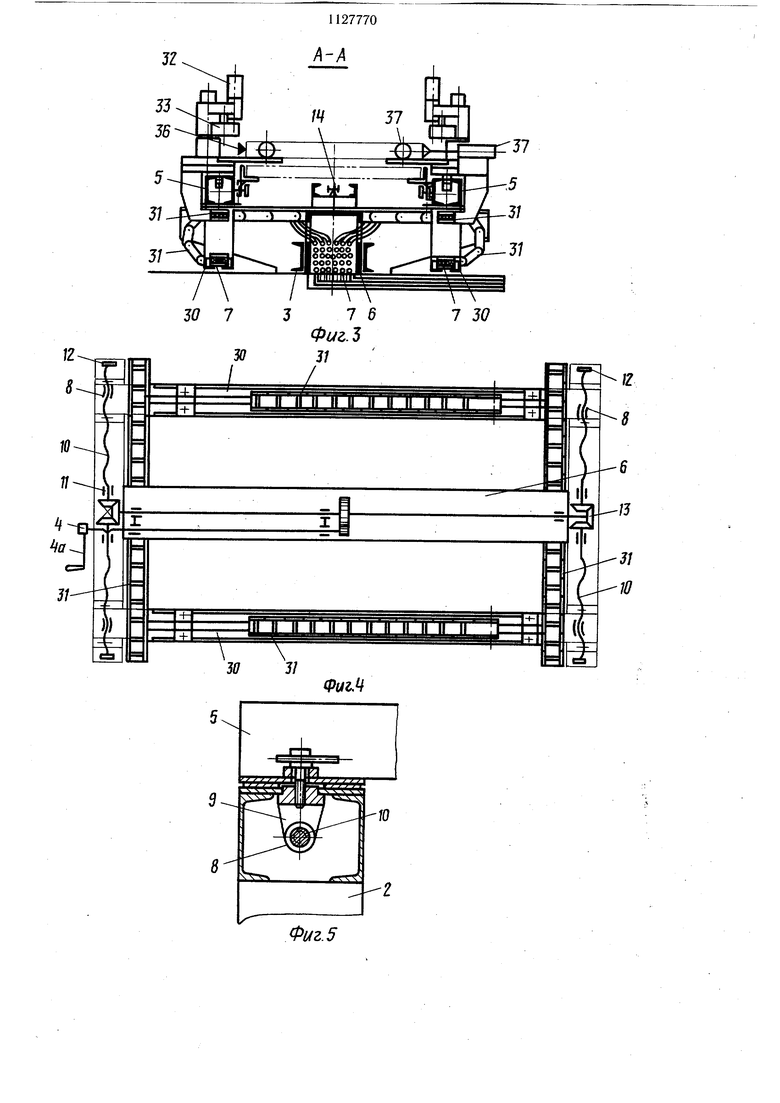
На фиг. 1 изображена схема устройства, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - схема механизма перемещения траверс, вид сверху; на фиг. 5 - схема траверсы, вид сбоку; на фиг. 6 - схема механизма перемещения кареток, вид сбоку; на фиг. 7 - разрез Б-Б на фиг. 6; на фиг. 8 - схема гибких направляющих, вид сверху; на фиг. 9 - схема каретки транспортера, вид сбоку; на фиг. 10 - схема нагелезабивной головки.
Устройство содержит станину 1, выполненную из двух боковин 2 коробчатого сечения, связанных между собой жесткими связями 3. На станине смонтирован механизм 4 перемещения траверс 5 и распределительный короб 6 для коммуникаций 7, например, гидро- и электрорукавов. Механизм 4 содержит винтовые пары, гайки 8 которых закреплены на фиксирующих элементах 9 траверс 5, а винты 10 закреплены на станине в подщипниках 11. и снабжены ограничителями 12 перемещения траверс 5. Винты 10 связаны между собой конической зубчатой передачей 13 так, что при их вращении траверсы 5 перемещаются одновременно и симметрично транспортеру 14 вывоза изделия, установленному вдоль продольной
оси станины. Транспортер 14 снабжен кареткой 15 с упорами, опорными роликами 16, направляющими 17 и регулируемыми ограничителями 18, установленными в осях роликов 16.
На траверсах 5 установлены каретки 19 с фиксирующими элементами 20, каретки 21 с фиксирующими элементами 22, плиты 23, жестко закрепленные на траверсах, боковые опоры 24 для вывоза изделия с фиксаторами 25 и направляющими элементами 26, смонтированными на общих направляющих 27, а также механизмы 28 перемещения кареток 19 и 21, снабженные замкнутыми гибкими, например, цепными контурами 29 и линейные .опоры 30 под гибкие направляющие 31 для коммуникаций 7.
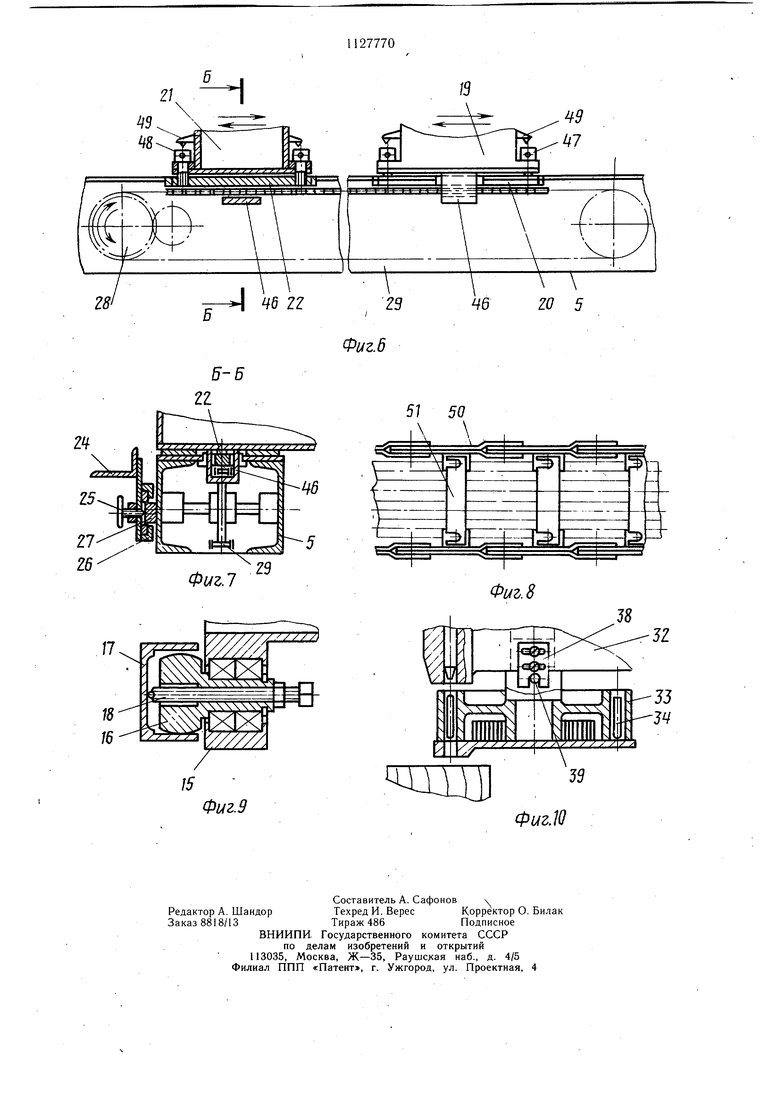
На каретках 19 и плитах -23 смонтированы нагелезабивные головки 32 с магазинами 33 нагелей 34 и опорными столиками 35 для раскладки заготовок изделия, базирующие упоры 36 и цилиндры 37 обжима изделия. Нагелезабивные головки 32 снабжены вилками 38, а оси магазинов 33 щтифтами 39.
На каретках 21 смонтированы откидные опорные столики 40 для раскладки импоста 41 изделия с базирующими упорами 42 и регулируемыми ограничительными упорами 43, а также цилиндр 44 обжима импоста и упор 45. Количество кареток 21 на каждой траверсе принимается в зависимости от количества импостов в изделии.
Каретки 19 и 21 снабжены снизу скобами 46, образующими с основаниями кареток замкнутые проемы, через которые пропущена одна из ветвей контуров 29. В этих же проемах над ветвями контуров установлены фиксирующие элементы 20 и 22, связанные с каретками 19 и 21 винтами 47 и 48, над которыми смонтированы упоры 49, закрепленные на каретках.
Гибкие направляющие 31 выполнены в виде наборов отрезков пластинчатых тпек 50 с поперечными планками 51, смонтированными под прямым углом к траверсам и вдоль них и закреплены одними концами к распределительному коробу 6 и, траверсам 5, другими - к траверсам 5 и кареткам 19 соответственно. Для удобства замены или ремонта коммуникаций 7 поперечные планки 51 выполнены быстросъемными и снабжены в местах их крепления к цепям 50 пазами.
Перед работой устройства производят его настройку на заданные размеры собираемого изделия. Снижение времени на эту операцию в связи с большим количеством типоразмеров изделий (коробки, форточки, фрамуги, створки с различными размерами и количеством импостов) является важным условием повыщения производительности труда в целом. Настройка по ширине изделия производится горизонтальным перемещением траверс 5 с помощью механизма 4 перемещения траверс путем вращения винтов 10 рукояткой через зубчатую передачу. При этом фиксирующие элементы 9 траверс должны быть ослаблены, а после установки траверс 5 в требуемое положение - затянуты. Концы гибких направляющих 31, установленных под прямым углом к траверсам и закрепленные на траверсах через линейнь1е опоры 30, перемещаются вместе с траверсами. Настройка по длине изделия при наличии импостов производится перемещением кареток 19 и 21 вдоль траверс 5 с помощью механизмов 28 перемещения кареток путем вращения гибких контуров 29 маховичками через зубчатую передачу. При этом боковые опоры 24 для вывоза изделия должны быть установлены так, чтобы зона откидывания опорных столиков 40 была свободной, а каретки (или каждая каретка в отдельности) зафиксированы на ветвях контуров 29. Перемещение боковых опор 24 производится вдоль направляющих 27 с последую1цей их фиксацией фиксаторами 25. Для фиксации кареток 19 и 21 на контуре 29 используют винты 47, 48 и упоры 49. Сначала . ослабляют прижим фиксирующих элементов 20 и 22 к траверсам 5, вращай винты 47 и 48 до упоров 49, а при дальнейщем их вращении фиксирующие элементы 20 и 22 прижимают ветви гибких контуров 29 к скобам 46, фиксируя таким образом каретки на ветвях контуров 29. После перемещения кареток в требуемое положение фиксация их на траверсах производится фиксирующими элементами о27 3Z W Ц5 , | 2/ ZJ J7 35 W W 20 и 22 и винтами 47 и 48, при этом ветви гибких контуров 29 могут свободно перемещаться в проемах скоб 46, что необходимо при раздельном перемещения кареток. Концы гибких направляющих 31, установленных вдоль траверс и закрепленных на каретках 19. перемещаются вместе с последними, а другие концы направляющих 31 закреплены на траверсах через линейные опоры 30. Настройка по толщине изделия производится вертикальным перемещением нагелезабивных головок 32 с магазином 33 нагелей 34. Для ориентирования бойка нагелезабивной головки по отверстию для нагеля в магазине 33 и быстрой установки последнего на головках снаружи установлены вилки 38, а на оси магазина щтифты 39. Устройство работает следующим образом, Боковые заготовки изделия раскладывают на столиках 35, базируют к упорам 36. Импост 41 укладывают на столики 40 между базирующими упорами 42 и ограничительными упорами 43. Производят обжим изделия цилиндрами 37, затем в зону угловых шиповых соединений подают нагелезабивные головки 32 и производят забивку нагелей, после чего нагелезабивные головки 32 вместе со столиками 35 отводят из зоны изделия, опорные столики 40 откидывают и после снятия обжима изделие подают на боковые опоры 24, а вывозят его из ваймы транспортером 14. .Механизмы возвращают в исходные положения и производят сборку следующего изделия, Годовой экономический эффект от использования одного устройства составит 9297 руб. 3619,
Фиг.6
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ГИБРИДНОЙ КИНЕМАТИКОЙ | 2013 |
|
RU2572112C2 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| ПЕРЕКОМПОНУЕМАЯ АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1995 |
|
RU2080976C1 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| МНОГОЯРУСНАЯ МЕХАНИЗИРОВАННАЯ АВТОСТОЯНКА | 1999 |
|
RU2188290C2 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ РАМНЫХ СТОЛЯРНБ1Х ИЗДЕЛИЙ, т Z12 / II t I t ::i 28 W J/ 0i/e./ включающее станину, траверсы, каретки, механизмы перемещения траверс и кареток, цилиндры обжима, базирующие упоры, опорные столики, нагелезабивные головки, и привод, отличающееся тем, что, с целью упрощения обслуживания и повыщения техники безопасности, механизм перемещения траверс снабжен узлом одновременного их смыкания, выполненным в виде винтовых и конических зубчатых передач, при этом траверсы выполнены с гибкими направляющими для перемещения элементов привода в виде связанных с траверсами и каретками наборов отрезков пластинчатых цепей. 2. Устройство по п. 1, отличающееся тем, что механизм перемещения кареток выполнен в виде закрепленных на траверсах замкнутых цепных передач. 37 - .-4 A
Фиг. 8
.у
ЕК
/5
Фиг.9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сахаров М | |||
| Д | |||
| Автоматизация деревообрабатывающего производства, М., «Высшая школа, 1976 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Найма для сборки рамных столярных изделий | |||
| Проспект фирмы Бругг, ФРГ, 1976 (прототип). | |||
