Известны станки для полуавтоматической сборки магннтной системы трансформаторов, содержащие приспособление для крепления катушки, питательную кассету и механизм с движущимися возвратно-поступательно толкателями, осуществляющими выталкивание пластин магнитопровода из кассеты в катушку.
Предлагаемый станок более совершенен, так как обеспечивает автоматизацию всего цикла сборки магнитопровода, включая прессовку и расклинивание.
Для этого в нем применена револьверная головка с несколькими зажимами для крепления катушек и механизм для прессовки магнитопровода и забивки клиньев, содержащий подвижные прессующие прижимы, питательные кассеты и толкатели для забивки клиньев.
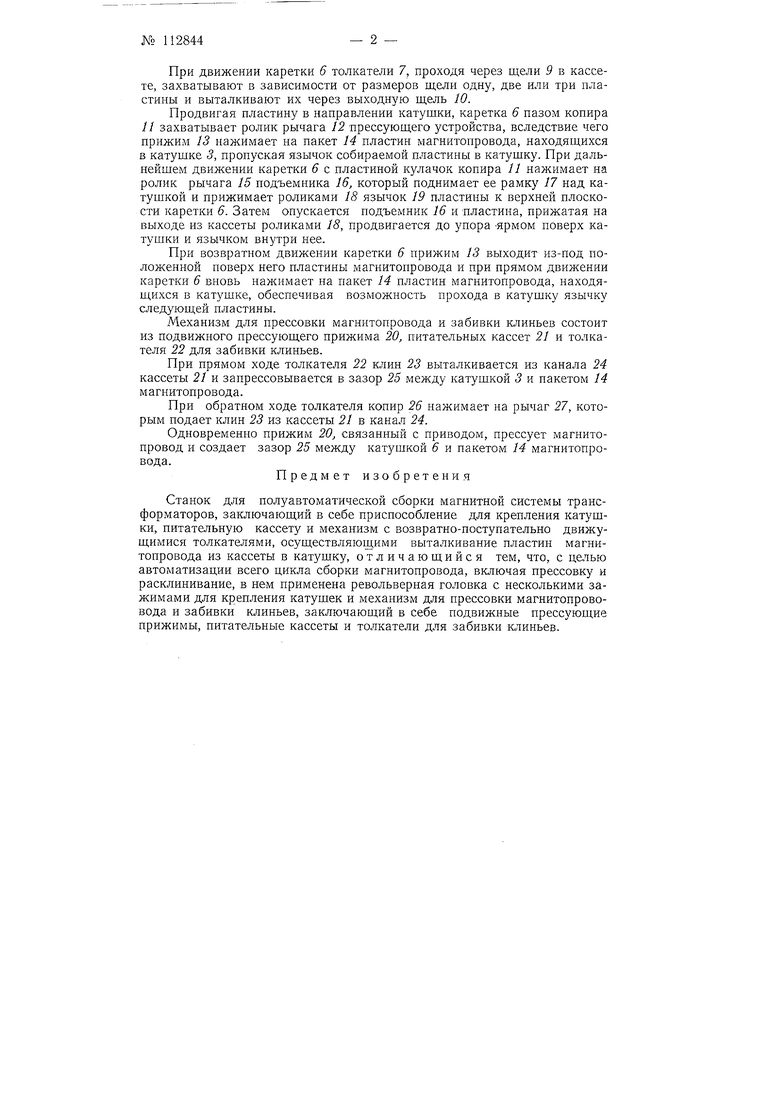
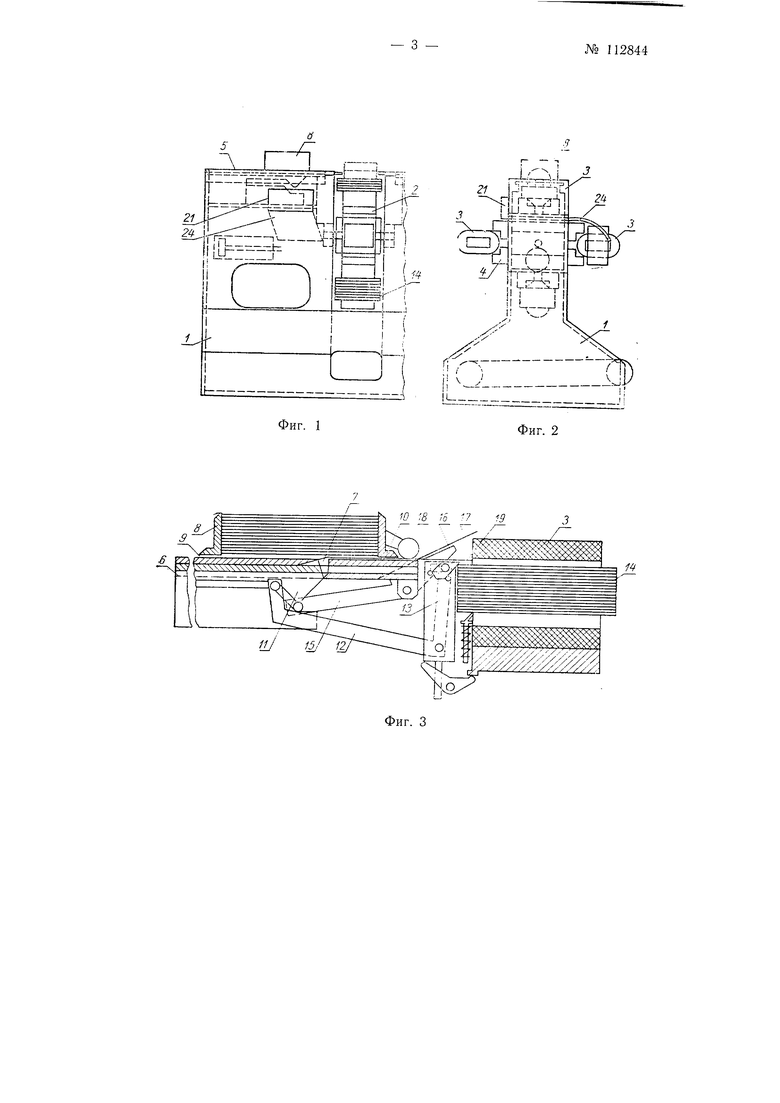
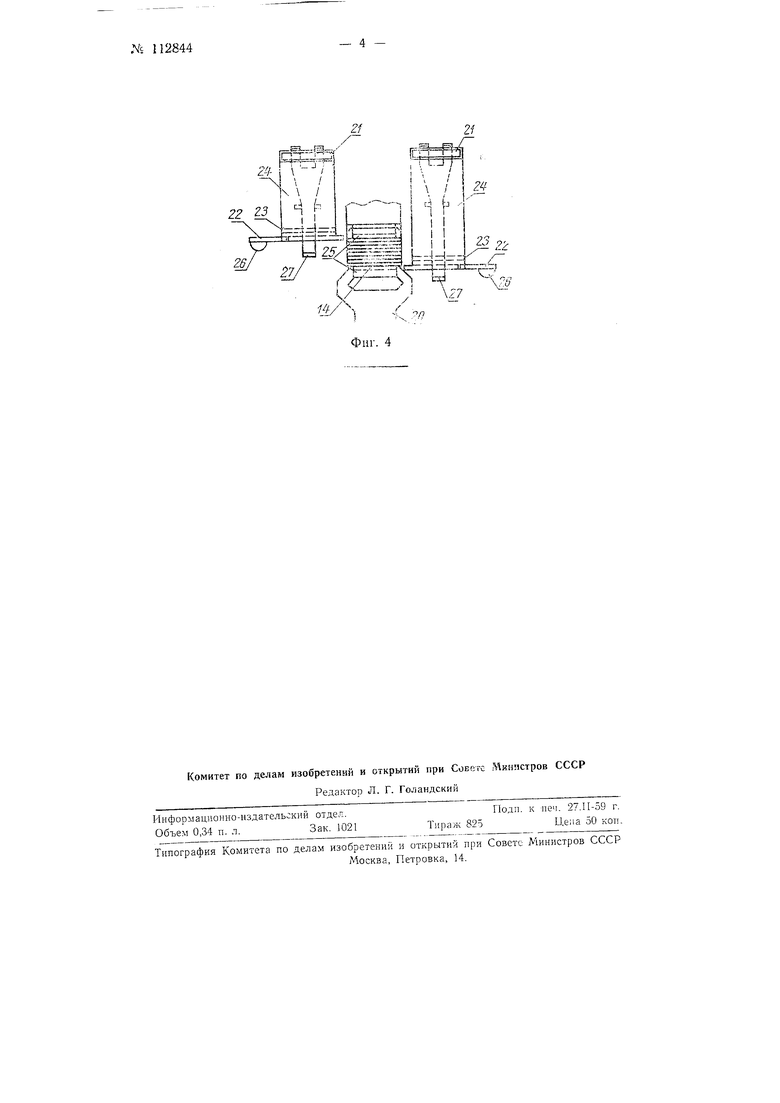
На фиг. 1 и 2 изображен схематично общий вид предлагаемого станка, а на фиг. 3 и 4-его отде тьные узлы.
На станине / станка монтируются все механизмы, осуществляющие шихтовку, расклиновку, прессовку, стяжку магнитопроводов собираемого трансформатора и сброс готового изделия на ленту транспортера.
Катушки собираемого трансформатора устанавливаются в револьверную головку 2 с несколькими зажимами. В процессе работы станка револьверная головка 2 поворачивается и может занимать четыре положения. В левом положении производится установка и крепление катушки 5 в зажимах 4. В верхнем положении осуществляется шихтовка магнитопровода трансформатора. В правом положении выполняется прссс.овка магнитопровода трансформатора и забивка клиньев. В нижнем поло:кении барабана производится прессовка и стяжка магнитопровода :; сбрасывание готового трансформатора на ленту выходного транспортера.
Механизм шихтовки магнитопроводов 5 выполнен з виде каретки 6 (фиг. 3) с движущимися возвратно-поступательно толкателями-захватами 7, которые осуществляют выталкивание пластин из кассеты 8 в катушку 3.
№ 112844- 2 -
При движении каретки 6 толкатели 7, проходя через щели 9 в кассете, захватывают в зависимости от размеров щели одну, две или три пластины и выталкивают их через выходную щель 10.
Продвигая пластину в направлении катушки, каретка 6 пазом копира // захватывает ролик рычага 12 прессующего устройства, вследствие чего прижим 13 нажимает на пакет 14 пластин магнитопровода, находящихся в катушке 3, пропуская язычок собираемой пластины в катушку. При дальнейшем движении каретки 6 с пластиной кулачок копира // нажимает на ролик рычага 15 подъемника 16, который поднимает ее рамку 17 над катущкой и прижимает роликами 18 язычок 19 пластины к верхней плоскости каретки 6. Затем опускается подъемник 16 и пластина, прижатая на выходе из кассеты роликами 18, продвигается до упора -ярмом поверх катушки и язычком внутри нее.
При возвратном движении каретки 6 прижим 13 выходит из-под положенной поверх него пластины магнитопровода и при прямом движении каретки 6 вновь нажимает на пакет 14 пластин магнитопровода, находящихся в катушке, обеспечивая возможность прохода в катушку язычку следующей пластины.
Механизм для прессовки магнитопровода и забивки клиньев состоит из подвижного прессующего прижима 20, питательных кассет 21 и толкателя 22 для забивки клиньев.
При прямом ходе толкателя 22 клин 23 выталкивается из канала 24 кассеты 21 и запрессовывается в зазор 25 между катушкой 3 и пакетом 14 магнитопровода.
При обратном ходе толкателя копир 26 нажимает на рычаг 27, которым подает клин 23 из кассеты 21 в канал 24.
Одновременно прижим 20, связанный с приводом, прессует магнитопровод и создает зазор 25 между катушкой 6 и пакетом 14 магнитопровода.
Предмет изобретения
Станок для полуавтоматической сборки магнитной системы трансформаторов, заключающий в себе приспособление для крепления катушки, питательную кассету и механизм с возвратно-поступательно движущимися толкателями, осуществляющими выталкивание пластин магнитопровода из кассеты в катушку, отличающийся тем, что, с целью автоматизации всего цикла сборки магнитопровода, включая прессовку и расклинивание, в нем применена револьверная головка с несколькими зажимами для крепления катушек и механизм для прессовки магнитопрововода и забивки клиньев, заключающий в себе подвижные прессующие прижимы, питательные кассеты и толкатели для забивки к тиньев.
21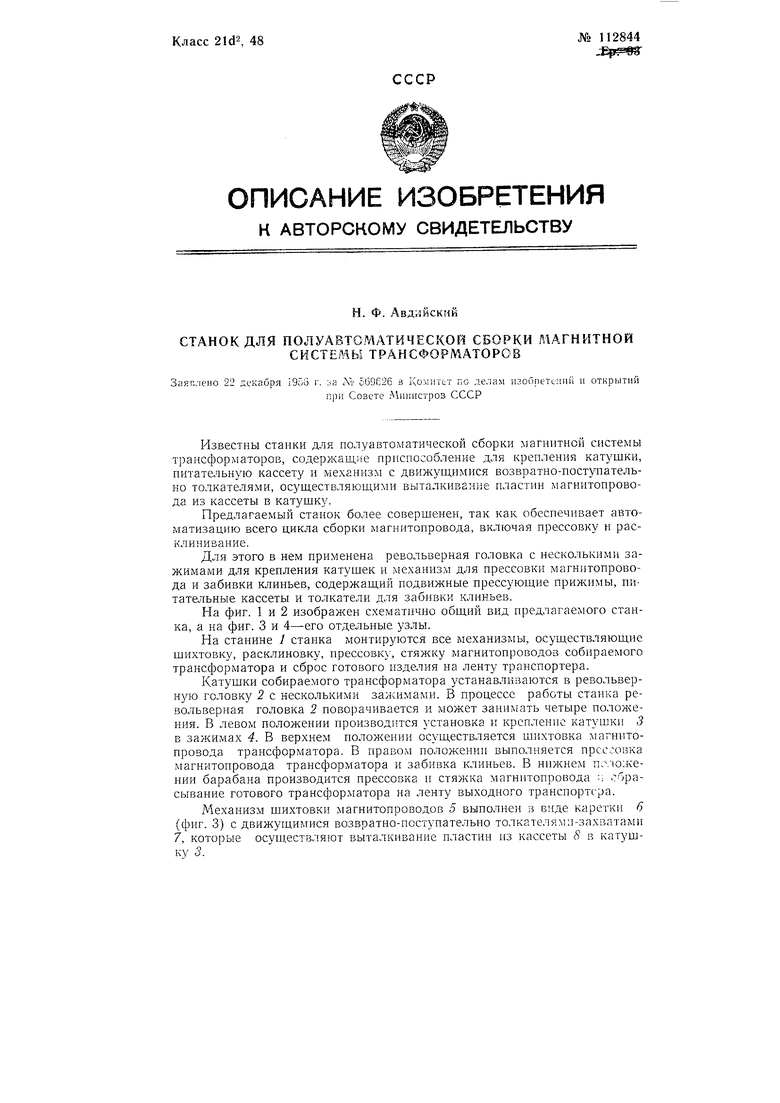
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки магнитных систем трансформаторов | 1956 |
|
SU107352A1 |
| Стенд для сборки,опрессовки и кантования остовов силовых трансформаторов | 1985 |
|
SU1356021A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Способ изготовления магнитопроводов и устройство для его осуществления | 1984 |
|
SU1216818A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| Станок для шихтовки и сборки пакетов магнитопроводов статоров электрических машин | 1971 |
|
SU555512A1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕКТРИЧЕСКИХ КОНДЕНСАТОРОВ | 1973 |
|
SU399924A1 |
П Ч ИЙ 5|-hf-TT
i::::::rr.::: ::;d / br::.:.,.. 07
Ш / Ы
i ;..
Ч/ / Z7
Фиг. 4
