Известные способы определения свариваемости металлов при их совместном пластическом деформировании, с применением прокатанных клиновидных образцов из соединяемых металлов с поперечными отверстиями, расположенными на осевой линии на равных расстояниях, не обеспечивают моделирования производствошых процесеов получения биметаллических, многослойных и плакированных металлов, а также исследования влияния нагрева и п.частической деформации на структуру металлов.
В описываемом способе этот недостаток устранен тем, что в клиновидном образце основного металла предварительно строгают продольный паз прямоугольного сечения, вставляют в него клиновидную пластину из соединяемого металла и после промазки наружных швов огнеупорной пастой подвергают нагреву с последующей прокаткой до получения плоской полосы требуемой толщины. После строжки продольных торцовых поверхностей полосу разрезают в продольном направлении, на полученных пластинах производят поперечные надрезы в исследуемых участках и полученные образцы подвергают испытанию на статический разрыв.
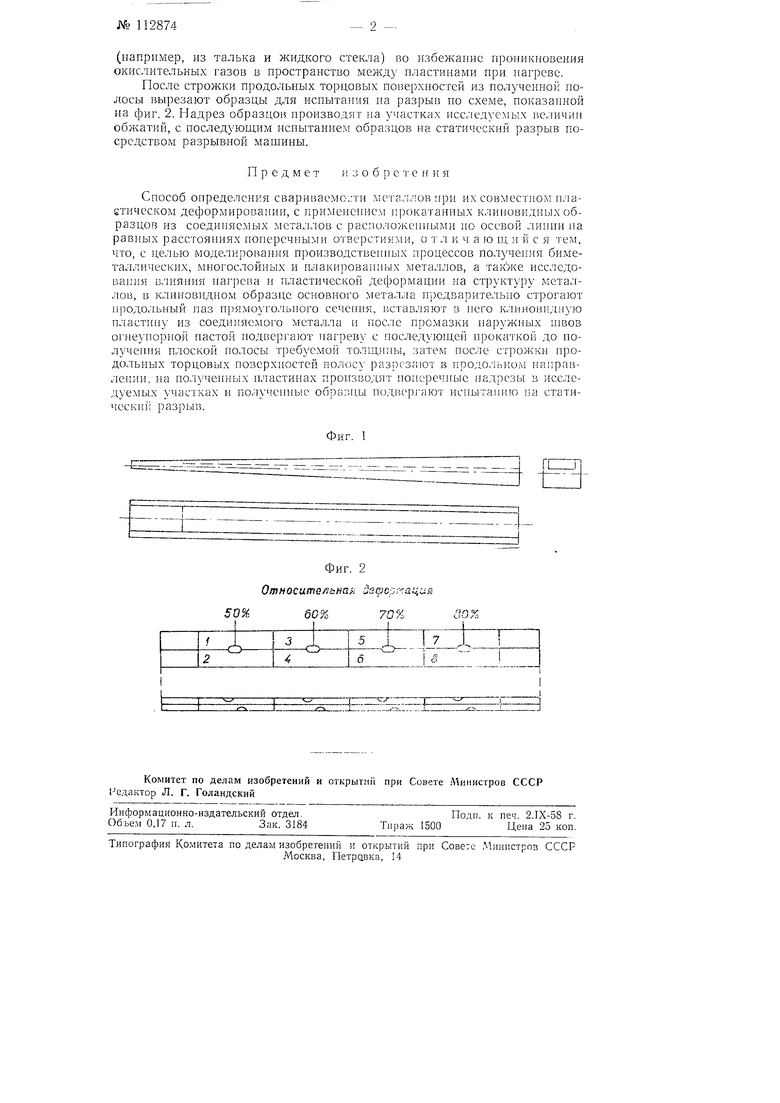
На фиг. 1 изображен биметаллический клин в трех проекциях; на фиг. 2 показана схема вырезки восьми образцов после прокатки биметаллического клина.
Техника осуществления способа заключается в следующем.
В клиновидном образце (например, из малоуглеродистой стали) с одной стороны выстрагивают паз прямоугольного сечения, в который плотно вставляют клинообразную металл11ческую пластинку такой же формы (например, из легированной стали). Поверхности соприкосновения обоих клииьев предварительно тщательно очищают от окалины и других загрязнений травлением или шлифованием.
После сборки биметаллического клина проводят зачеканку по линии соприкоснозения пластин и промазку наружных швов огнеупорной пастой
(например, из талька и жидкого стекла) во избежание проникновения окислительных газов в пространство между пластинами нри нагреве.
После строжки продольных торцовых поверхностей из полученной полосы вырезают образцы для испытания на разрыв по схеме, ноказаиной на фиг. 2. Надрез образцов ироизводят на участках исследуемых величии обжатий, с последующим испытанием образцов на статический разрыв посредством разрывной машины.
П р е /т. м е т и з о б р е i- е t-r к я
Способ определения свариваемо.:ти мета.члов нри их совместном п,чаетическом деформировании, с применением прокатанных клиновидных образцов нз соединяемых метал.тов с расноложеппыми но осевой линии па равиых расстояннях поперечными отверстиями, о т л и ч а ю uj, и к с я тем, что, с целью моделирО1 ания нронзводствеиных нроцесеов получения биметаллических, многослойных и плакированных металлов, а также исследования влияЕН-1я иаг)сва и пластической деформации на структуру мета.члов, в клиновидном образце основного мета.лла предварительно строгают продольный паз п)ямоугольного , 15ставляют в пего клиновидную п: астипу из соединяемого металла и после промазки паружных И1вов ог11еунорной пастой подвергают нагреву с последующей прокаткой до получения плоской полосы Т1)ебуемой толщрпчы, затем после строжки продольных торцовых поверхностей полосу разрезают в продо.чьном направлении, па полученных пластинах пропзводят поперечные надрезы з исследуемых участках п полученные образцы подвер1-ают испытанию на статически ; разрыв.
Фиг. 1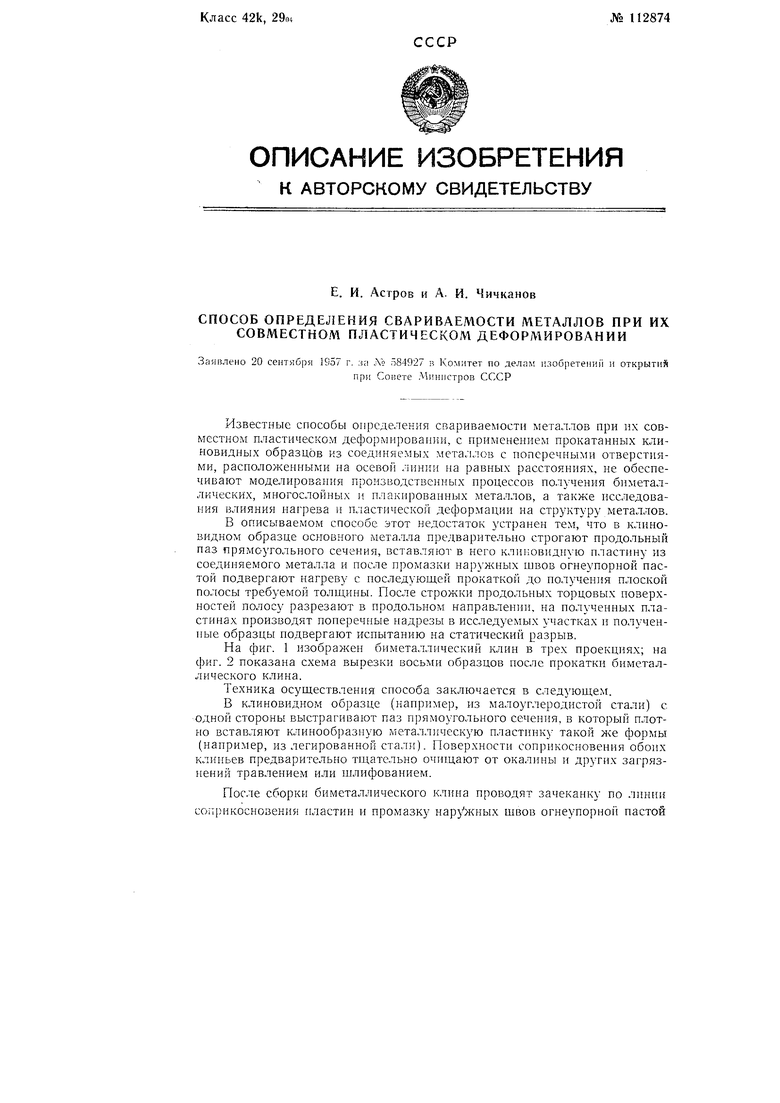
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАКИРОВАННЫЙ СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206631C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ БИМЕТАЛЛА | 1968 |
|
SU211855A1 |
| Способ изготовления полых многослойных изделий | 1983 |
|
SU1278159A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ КОРРОЗИОННОСТОЙКОЙ ПЛАКИРОВАННОЙ СТАЛИ | 2016 |
|
RU2642242C1 |
| Способ изготовления пакетов для прокатки сортового металла | 1976 |
|
SU727392A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОГО ЛИСТА ИЗ МИКРОЛЕГИРОВАННЫХ СТАЛЕЙ | 2011 |
|
RU2460809C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| ПЛАКИРОВАННАЯ КОРРОЗИОННОСТОЙКАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 1996 |
|
RU2115559C1 |
| СПОСОБ ПАЙКИ КОНСТУРКЦИЙ ИЗ РАЗНОТОЛЩИННЫХ ЭЛЕМЕНТОВ | 1988 |
|
SU1557823A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
Фиг. 2 OmHOcums/ btiUfj deqjc;:г-гйsцt
50%QG%70%
