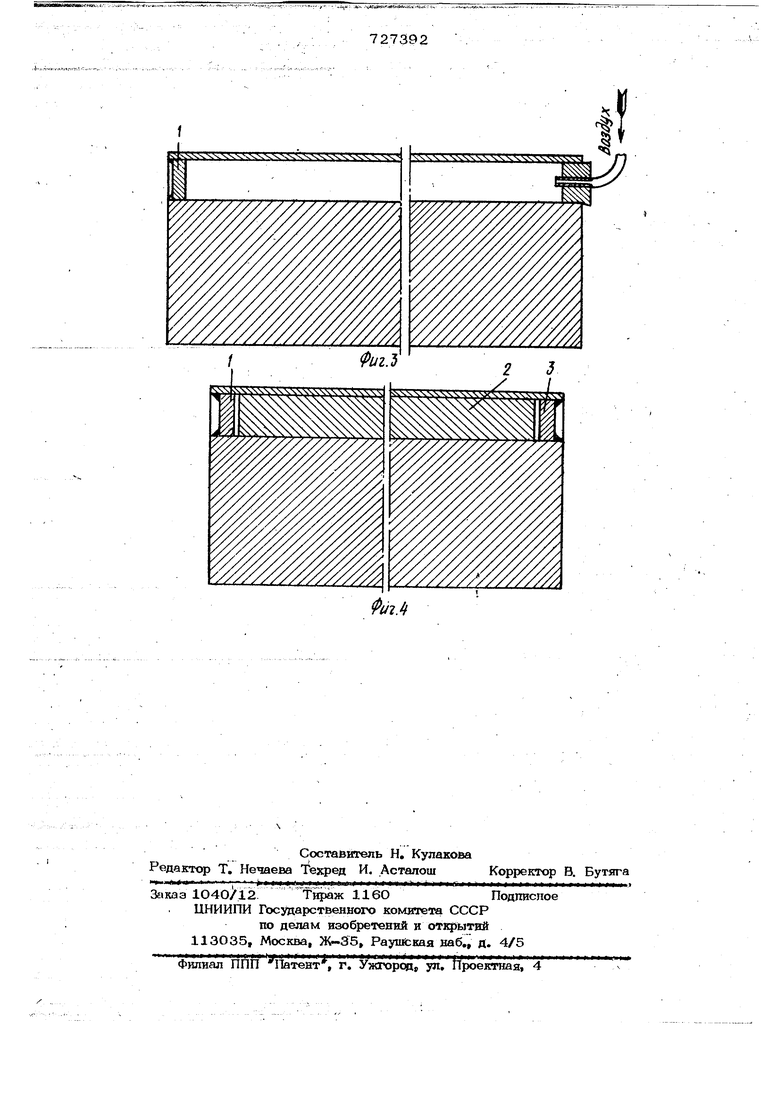
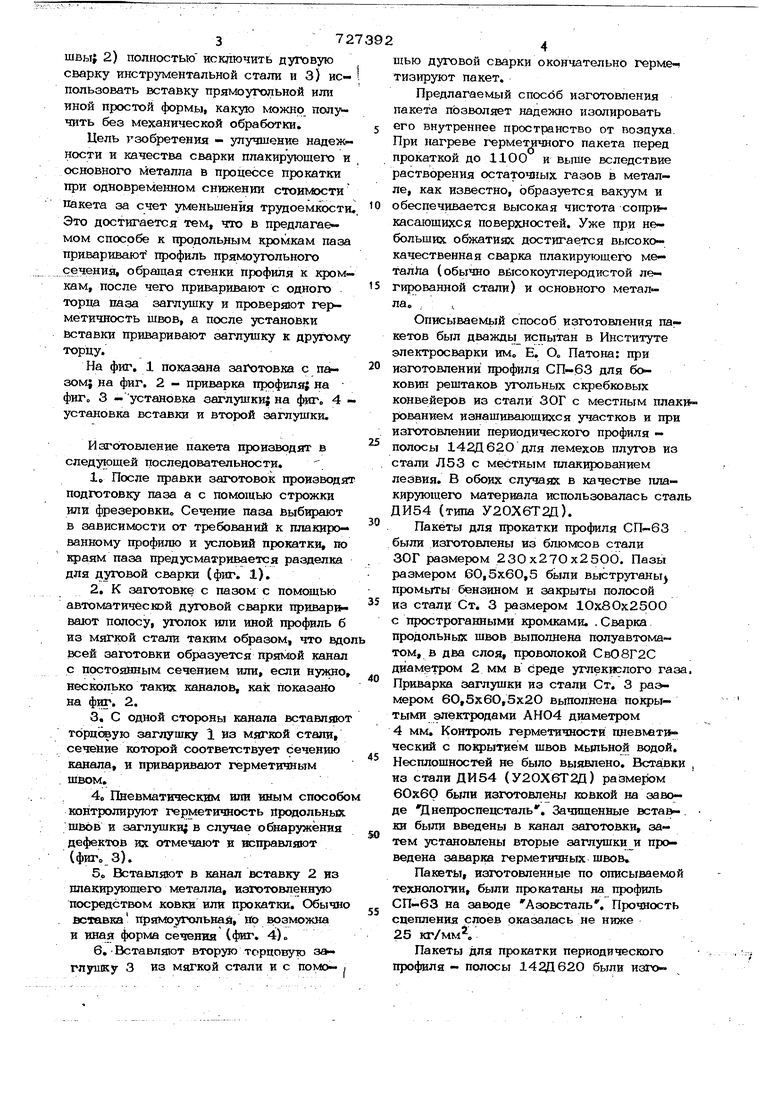
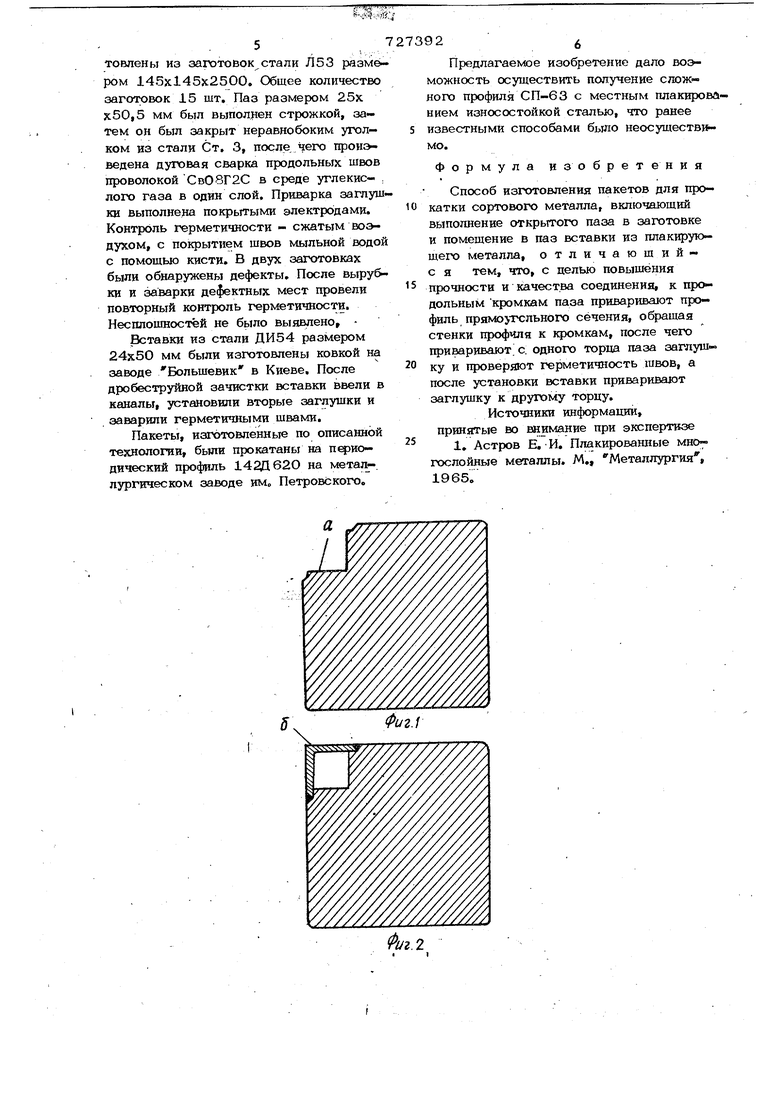
Изобретен11е относится к производству биметаллов, а именно к изготовлению Макетным способом стальных профилей с местным плакированием. Известны преимущества применения ; биметаллов. Особенно экономически и тех нически выгодно применение изделий с местным плакированием. При этом дорогостоящий металл, обладающий определенными свойствами, расходуется экономно, располагаясь только на необходимой части поверхности изделия. Известен способ сборки пакетов, когда в заготовке из основного металла вытачивают паз в форме Ласточкина хвоста, в который вставляется вставка анало- гичного сечения из инструменталыюй стали, с малым зазором. Для предохранения от окисления соприкасающихся поверх ностей паза и вставки (во время нагрева перед прокаткой) производят духхэвую сварку по зазорам герметичными швами D3 - Недостатки известного способа связаны прежде всего с невозможностью проверки герметичности швов. При наличии каких- щбо несплошностей поверхности заготовки и вставки ркислявотся при на греве и качество сварки прокаткой резко ухудшается. Необходимость дуговой сварки инструментальной стали также серьезный недостаток. Для предупреждения трещин при сварке подобных сталей требуется подогрев до 4ОО-600 , что очень затрудняет работу и создает окисные пленки на подготовленных поверхностях. Сварка без подогрева связана с риском воадикновения несплошностей. Наконец, использование паза и вставки в форме ласточкина хвоста усложняет и удорожает изготовление пакета. Задача изобретения состояла в разработке такого способа изготовления пакета, при котором можно было бы: 1) удобно контролировать герметичность щвов и при необходимости исправлять 372 швы; 2) полностью исключить дуговую сварку инструментальной стали и З) непользовать вставку прямоугольной или иной простой формы, какую можно получить без механической обработки. Цель гзобретения - улучшение надеяоности и качества сварки плакирующего и основного металла в процессе прокатки при одновременном снижении стоимости пакета за счет уменьшения трудоемкости Это достигается тем, что в предлагаемом способе к продольным кромкам паза приваривают профиль прямоугольного сечения, обращая стенки профиля к кромкам, после чего приваривают с одного торца паза заглушку и проверяют герметичность швов, а после установки вставки приваривают заглушку к другому торцу. На фиг, 1 показана заготовка с пазом; на фиг, 2 - приварка профиля; на фиГо 3 - установка заглушки; на фиг. 4 установка вставки и второй заглушки. Изготовление пакета производят в следующей последовательности, 1о После правки захчэтовок производя подготовку паза а с помощью строжки или фрезеровки. Сечение паза выбирают в зависимости от требований к плакированному профилю и условий прокатки, по краям паза предусматривается разделка для дуговой сварки (фиг-, 1), 2,К заготовке с пазом с помощью автотуйтической дуговой сварки приваривают полосу, уголок или иной профиль б из мягюй стали таким образом, что вдо всей заготовки образуется прхгмой канал с постоянным сечением или, если нуткно несколько таких каналов, как показано на фш, 2. 3,С одной стороны канала вставляю торцовую заглушку 1 из мягкой стали, сечейие которой соответствует сечению канала, и приваривают герметичным . швом, 4,Пневматическим или иным способ контролируют герметичность продольньк швов и заглушки; в случае обнаружения дефектов их отмечают и исправляют (), Б Вставляют в канал вставку 2 из плакирующего металла, изготовленную посредством ковки или прокатки. Обычн вставка прямоугольнай, но возможна и иная форма сечения (фиг, 4) 6, Вставляют вторую торцовую з глушку 3 из мягкой стали и с noivjo- ШЬЮ дуговой сварки окончательно герметизируют пакет. Предлагаемый изготовления пакета позволяет надежно изолировать его внутреннее пространство от воздуха. При нагреве герметичного пакета перед прокаткой до 1100 и выше вследствие растворения остаточных газов в металле, как известно, образуется вакуум и обеспечивается высокая чистота соприкасающихся поверхностей. Уже при небольших обжатиях достигается высококачественная сварка плакирующего ме- Tanha (обычно Вйсокоуглеродистой легированной стали) и основного металла,4 Описываемь1й способ изготовления пакетов был дважды испытан в Институте электросварки им, Е, О. Патона: при изготовлении профиля СП-63 для боковин рештаков угольных скребковых конвейеров из стали ЗОГ с местным плак рованием изнашивающихся участков и при изготовлении периодического профиля - полосы 142Д62О для лемехов плугов из стали Л53 с местным плакированием лезвия, В обоих случаях в качестве плакирующего материала использовалась сталь ДИ54 (типа У20Х6Тад), Пакеты для прокатки профиля СП-бЗ были изготовлены из блюмсов стали ЗОГ размером 230х27Ох25ОО. Пазы размером 60,5x60,5 были выструганы промыты бензином и закрыты полосой из стали Ст, 3 размером 1Ох80х25ОО с простроганными кромками, . Сварка продольных швов выполнена полуавтоматом, в два слоя, проволокой С вО 8Г2С диаметром 2 мм в среде углекислого газа. Приварка заглушки из стали Ст. 3 размером 60,5х6О,5х2О выполнена покрытыми электродами АН04 диаметром 4 мм. Контроль герметичности пневшт ческий с покрытием щвов мыльной водой. НесплоШностей не было выявлено, Вста;вки , из стали ДИ54 (У20Х6Т2Д) размером 60x60 были изготовлены ковкой на заводе Днепроспецсталь, Зачищенные вставки были введены в канал заготовки, затем установлены вторые заглушки и проведена заварка герметичных швов Пакеты, изготовленные по описываемой технологии, были прокатаны на профиль СП-63 на заводе Азовсталь, Прочность сцепления слоев оказалась не ниже 25 кг/ммЧ Пакеты для прокатки периодического профиля - полосы 142Д620 были изготовпены из заготовок стали ЛбЗ разм&ром 145x145x2500. Общее количество заготовок 15 шт. Паз размером 25х х50,5 мм был выполнен строжкой, затем он был закрыт неравнобоким уголком из стали Ст. 3, после чего произведена дуговая сварка продольных швов проволокой Св08Г2С в среде углекислого газа в один слой. Приварка заглушки выполнена покрытыми электродами. Контроль герметичности - сжатым воздухом, с покрытием швов мыльной водой с помощью кисти. В двух захчзтовках были обнаружены дефекты. После выру ки и заварки дефектных мест провели повторный контроль герметичности. Несплошностёй не было вы51Влено,
Вставки из стали ДИ54 размером 24x50 мм были изготовлены ковкой на заводе Большевик в Киеве. После дробеструйной зачистки вставки ввели в каналы, установили вторые заглушки и заварили герметичными швами.
Пакеты, изготовленные по описанной технологии, были прокатаны на пфио- дический профиль 14ЭД620 на метал-, лургическом заводе им„ Петровского.
727392
Предлагаемое изобретение дало возможность осуществить получение сложного профиля СП-63 с местным плакированием износостойкой сталью, что ранее известными способами было неосуществ мо.
формула изобретения
Способ изготовления пакетов для проCкатки сортового металла, включающий выполнение открытого паза в заготовке и помещение в паз вставки из плакирующего металла, отличающийс я тем, что, с целью повышения
5 прочности и качества соединения, к продольным кромкам паза приваривают профиль прямоугольного сечения, обращая стенки профиля к кромкам, после чего приваривают с одного торца паза заглуш0ку и проверяют герметичность швов, а после установки вставки приваривают заглушку к другому торцу.
Источники информации, принятые во внимание при экспертизе
1. Астров Е. И. Плакированные мно гослойные металлы. М., Металлургия, 1965о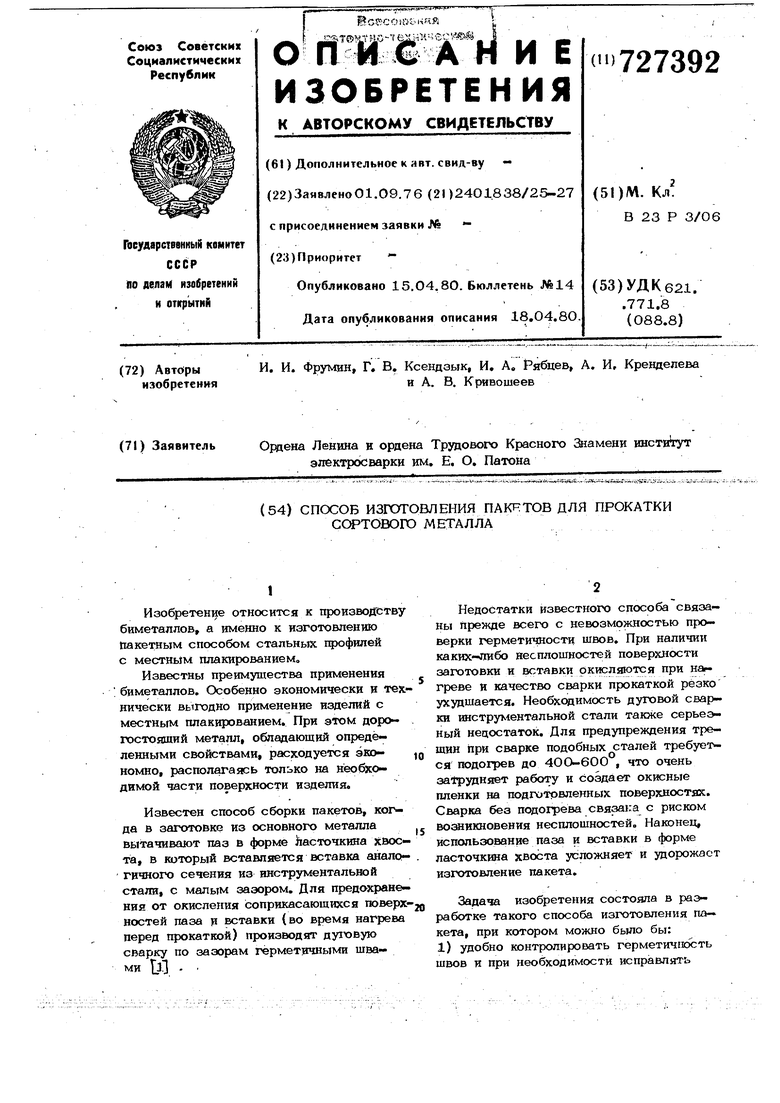
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2654398C2 |
| ПЛАКИРОВАННЫЕ ОСНОВЫ ИЗ СПЛАВОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2388582C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО ЛИСТА | 2019 |
|
RU2709302C1 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| Способ изготовления биметаллических пакетов | 1976 |
|
SU585033A1 |
| Пакет для получения многослойных листов | 1982 |
|
SU1117166A1 |
| Способ изготовления плакированного стального листа | 2022 |
|
RU2803447C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СТАЛЬ-ТИТАН СВАРКОЙ ВЗРЫВОМ | 2000 |
|
RU2174458C2 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |