Изобретение относится к обработке металлов давлением, в частности к изготовлению прутков, профилей и труб из алюминиевых сплавов, и может быть использовано в кузнечнопрессовом производстве металлургичес кой и машиностроительной отраслях промышленности.
Известен матричный блок для горячего прессования заготовок, содержатций смонтированную в мундштуке матрицу с подкладным кольцом, направляющей и каналом для подачи хладагента к калибрующей части матрицы, образуемым направляющей и охватывающим ее элементом и имеющим участок, ограниченный с одной стороны наклонной к оси прессования по верхностью матрицы, выполненной со стороны ее выходной части tij.
Однако известный матричный блок характеризуется тем, что охлаждающая жидкость подводится в значительной части поверхности мптригцл, что Приводит к захолаживанию матрицы по всему ее объему/, в результате процесс прессования осуществляется со скоростью истечения металла значительно ниже возможной и при этом имеют место увеличенные затраты энергии на деформацию металла, захоложенного в значительной части объема, примыкающего к охлажденной матрице.
Цель изобретения - повышение производительности и снижение затрат энергии за счет локализации зоны охлажденияматрицы при горячем прессовании заготовок с использованием матричного блока.
Цель достигается тем, что в матричном блоке для горячего прессования заготовок, содержащем смонтированную в мундаггуке матрицу с подкладным кольцом, направляющей и каналом подачи хладагента к калибрующей части матрицы, образуемым направляющей и охватывающим ее элементом и имеющим участок, ограниченный с одной стороны наклонной к оси прессования поверхностью матрицы, выполненной со стороны ее выходной части наклонная к оси прессования поверхность выходной части матрицы расположена непосредственно у калибрующей части матрицы, а участок канала, обращенный к матрице и распЬложенный в подкладном кольце, выполнен теплоизолированным от последних,
При этом направляющая и охватыващий ее элемент выполнены в виде дву концентрично расположенных труб.
На фиг,1 представлен предлагаел ы матричный блок для горячего прессования заготовок, общий вид (продольный разрез); на фиг.2 - вариант исполнения матричного блока для горячего прессования заготовок, общий вид (продольный разрез.
Матричный блок для горячего прессования заготовок состоит из мундштка. 1, в котором смонтирована матрица 2 , с пЬдкладным кодьцом 3, направляющей 4 и каналом 5 для подвода хладагента к калибрующей части 6 матрицы 2, Канал 5 для подвода хладагента образован направляющей 4 и охватывающим его элементом 7. Канал 5 имеет участок 8, ограниченный с одной стороны наклонной к оси пресования поверхностью 9 матрицы 2. Участок 8 -канала 5, обращенный к матрице 2 и расположенный в подкладном кольце 3, -выполнен теплоизолированным. Это достигается путем выполнения из теплоизолирующего материала 10 охватывающего элемента 7 на участке, расположенном в матрице 2 и подкладном диске 3 (фиг.1, или путем установки направляющей 4 и охватывающего ее элемента 7 с воздушным зазором 11 в выходной части матрицы 2 и отверстии подкладного кольца 3 (Фиг.2).
Матричный блок для горячего прессования заготовок работает следующим образом.
Под действием усилия пресса металл заготовки, проходя калибрующую часть б матрицы 2,принимает форму и размеры изделия 12. После того как пресс-изделие проходит калибрующую часть 6, хладагент подается в полость 5 между внешней 7 и внутренней 4 трубами, далее подается через канал 8 на поверхность 9 матрицы 2. и затем - на прессуемое изде-, лие 12. В момент окончания процесса прессования подачу хладагента прекращают.. Цикл повторяется при прессовании каждого следующего изделия.
За счет охлаждения участка матрицы, прилегающего к калибрующей час.ти, отвод тепла из очага деформации наиболее интенсивно осуществляют именно в этой зоне, что позволяет повысить на 30 - 50% скорость истечения металла без образования каких-либо дефектов на пресс-изделии (трещин, пережбга, налипов ), т.е. обеспечить повышение производительности. Увеличение производительности не связано с увеличением затрат энергии, поскольку теплоту из очага деформации отводят в небольшом объеме, практически на выходе металла за счет деформации. Предлагаемый матричный блок для горячего прессования заготовок позволяет осуществлять процесс практически без снижения температуры в большей части очага деформации/ поэтому по сравнению с известным обеспечивает уменьшение затрат энергии при прессовании.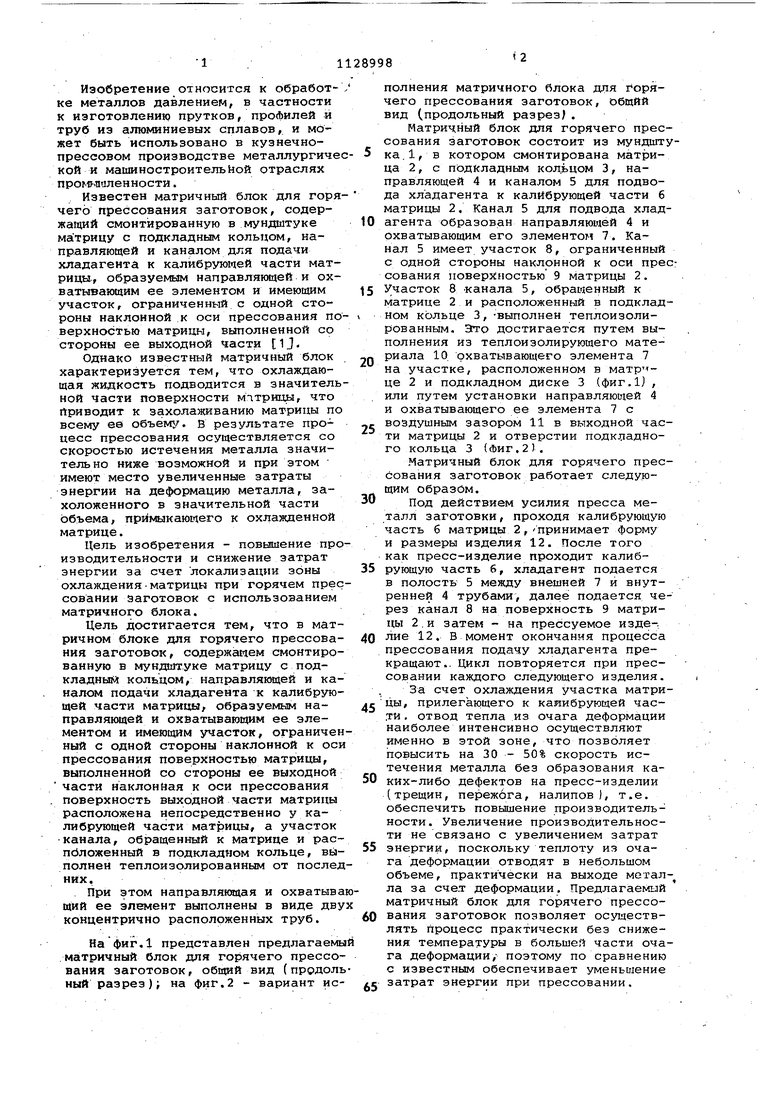
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАВНОКАНАЛЬНОГО МНОГОУГЛОВОГО ПРЕССОВАНИЯ С ПРОТИВОДАВЛЕНИЕМ | 2009 |
|
RU2410178C1 |
| Устройство для горячей газовой экструзии | 1986 |
|
SU1659159A1 |
| Игла для прессования труб | 1981 |
|
SU1009547A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| Матрица для прессования труб | 1976 |
|
SU958002A1 |
| УСТРОЙСТВО ДЛЯ СКАЛЬПИРОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2006325C1 |
| Матричный узел для экструдирования | 1979 |
|
SU863052A2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО УГЛОВОГО ПРЕССОВАНИЯ | 2006 |
|
RU2345861C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ КОВАННЫХ ЗАГОТОВОК, СПЛОШНЫХ ИЛИ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2542156C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ С ИСПОЛЬЗОВАНИЕМ ТРУБОПРОКАТНОЙ УСТАНОВКИ ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2502571C1 |
1. МАТРИЧНЫЙ БЛОК ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ЗАГОТОВОК, осдержащий смонтированную в мундштуке матрицу с подкладным кольцом, направляющей и каналом для подачи хладагента к калибрующей части матрицы, обраэуемшл направляющей и 6хватывакноим ее элементом и имеющим участок,, ограниченный с одной сто-тЬЩПЖА. I роны наклонной к оси прессования поверхностью матрицы, выполненной со стороны ее выходной части, о т л ичающийся тем, что, с целы . повышения производительности и снижения затрат энергии за счет локализации зо,ны охлаждения матрицы, наклонная к оси прессования поверхность выходной части матрицы расположена непосредственно у калибрующей части матрицы, а участок ка:нала, обращенный к матри1(е и расположенный в подклсщном кольце, выполнен теплоизолированным от пбследних. 2. Влок по п. 1, отличающийся тем, что направляющая и охватывающий ее элемент выполнен в виде двух концентрично расположенных труб. tsp 00 CD CD 00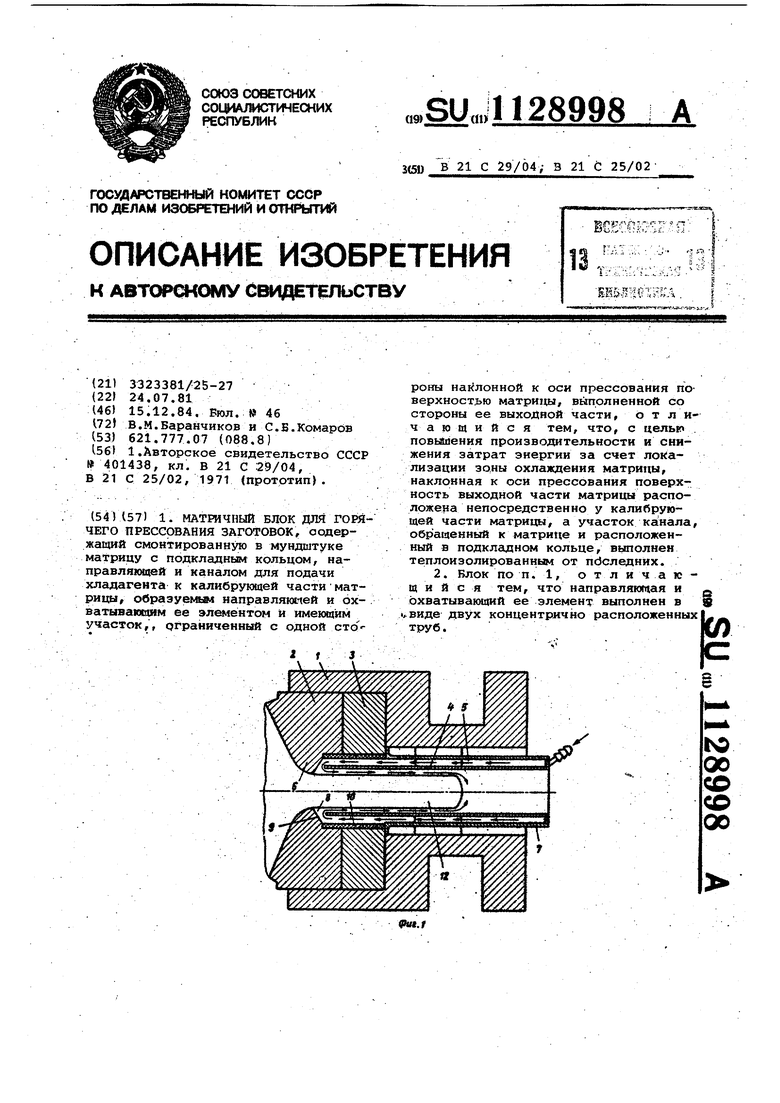
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
